Sauter BG20: Leistungsstarker Werkzeugrevolver für Dreh-Fräs-Zentren
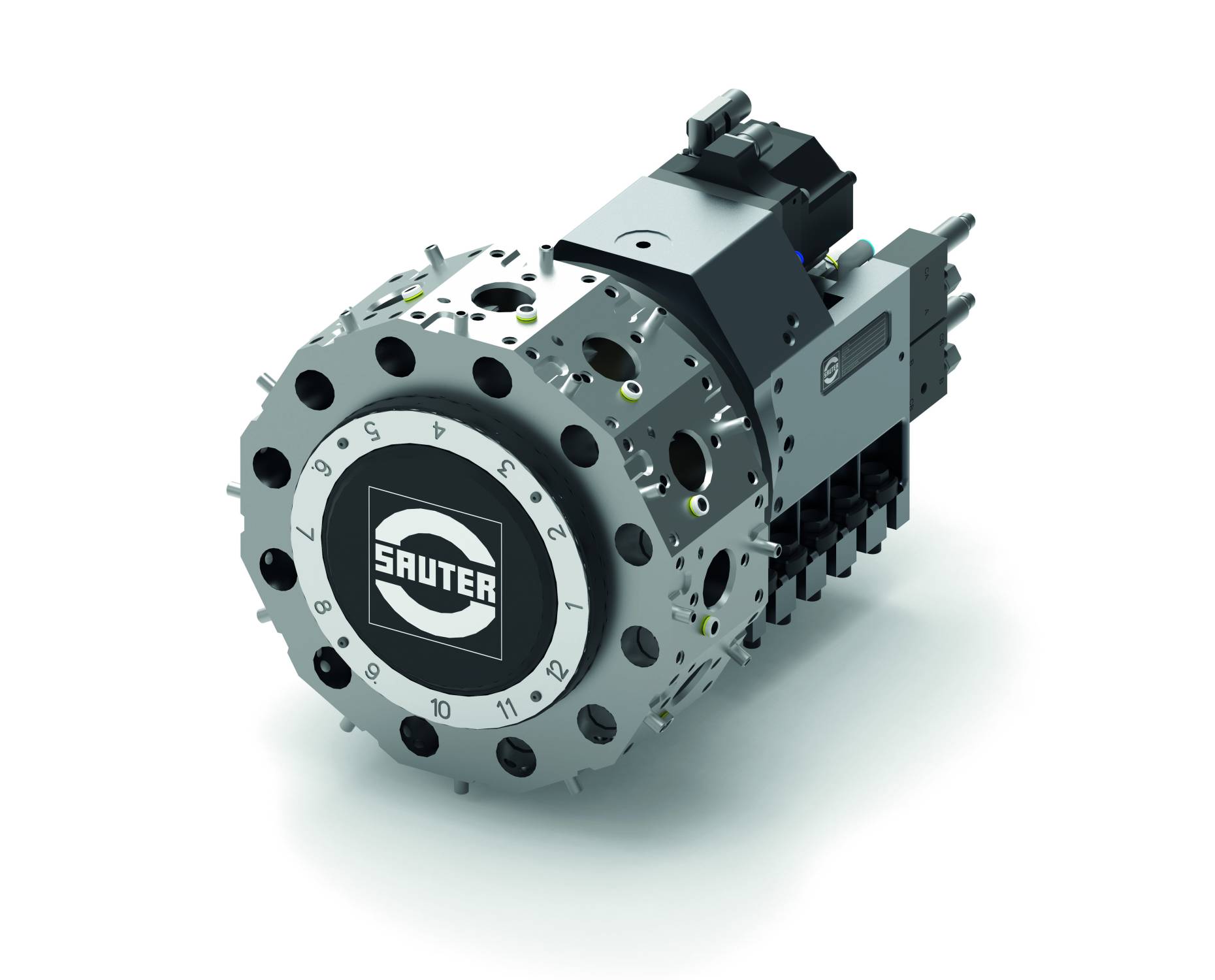
Die DirectDrive-Werkzeugrevolver der Baureihe 0.5.437.3/4xx von Sauter verfügen über einen Synchronmotor, der Drehmomente bis 85 Nm und Drehzahlen bis 12.000 pro Minute ermöglicht. Der Werkzeugrevolver kann nonstop produzieren und benötigt keine Ruhephasen. In Kombination mit einem modernen Dreh-Fräs-Zentrum profitieren Anwender von minimalen Stillstandszeiten bei hoher Produktivität.
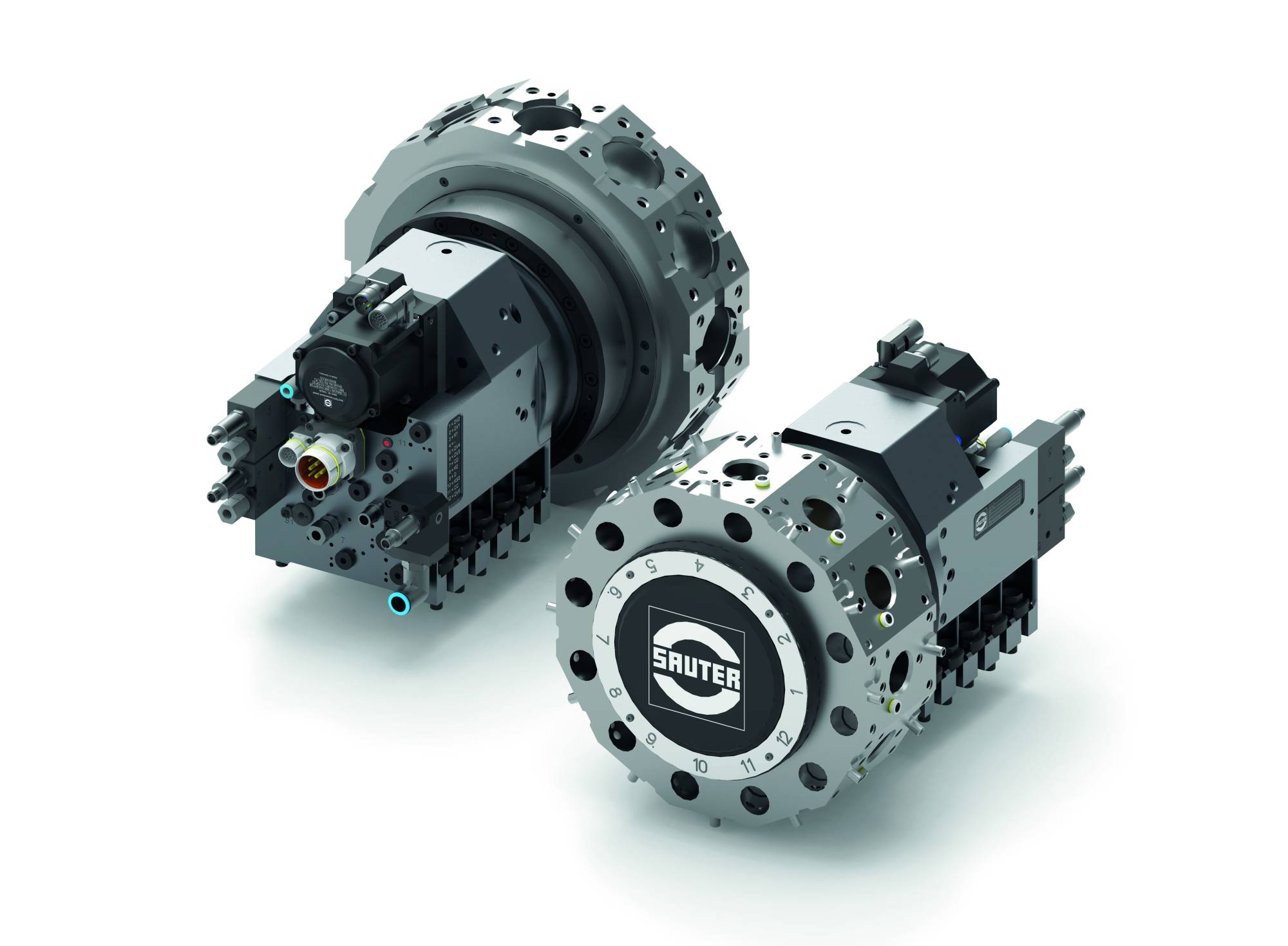
Die DirectDrive-Werkzeugrevolver der Baureihe 0.5.437.3/4xx sind sowohl mit BMT- als auch mit VDI-Schnittstellen kompatibel.
Sauter hat die DirectDrive-Werkzeugrevolver der Baureihe 0.5.437.3/4xx speziell für den Einsatz in Dreh-Fräs-Zentren entwickelt. Sie sind kompakt und gleichzeitig leistungsstark. Im Gegensatz zu Werkzeugrevolvern mit Getriebeantrieb ist eine Überhitzung ausgeschlossen. Abkühlpausen sind damit passé. Anwender minimieren so die Anzahl ihrer Prozessschritte und reduzieren ihre Rüstzeiten.
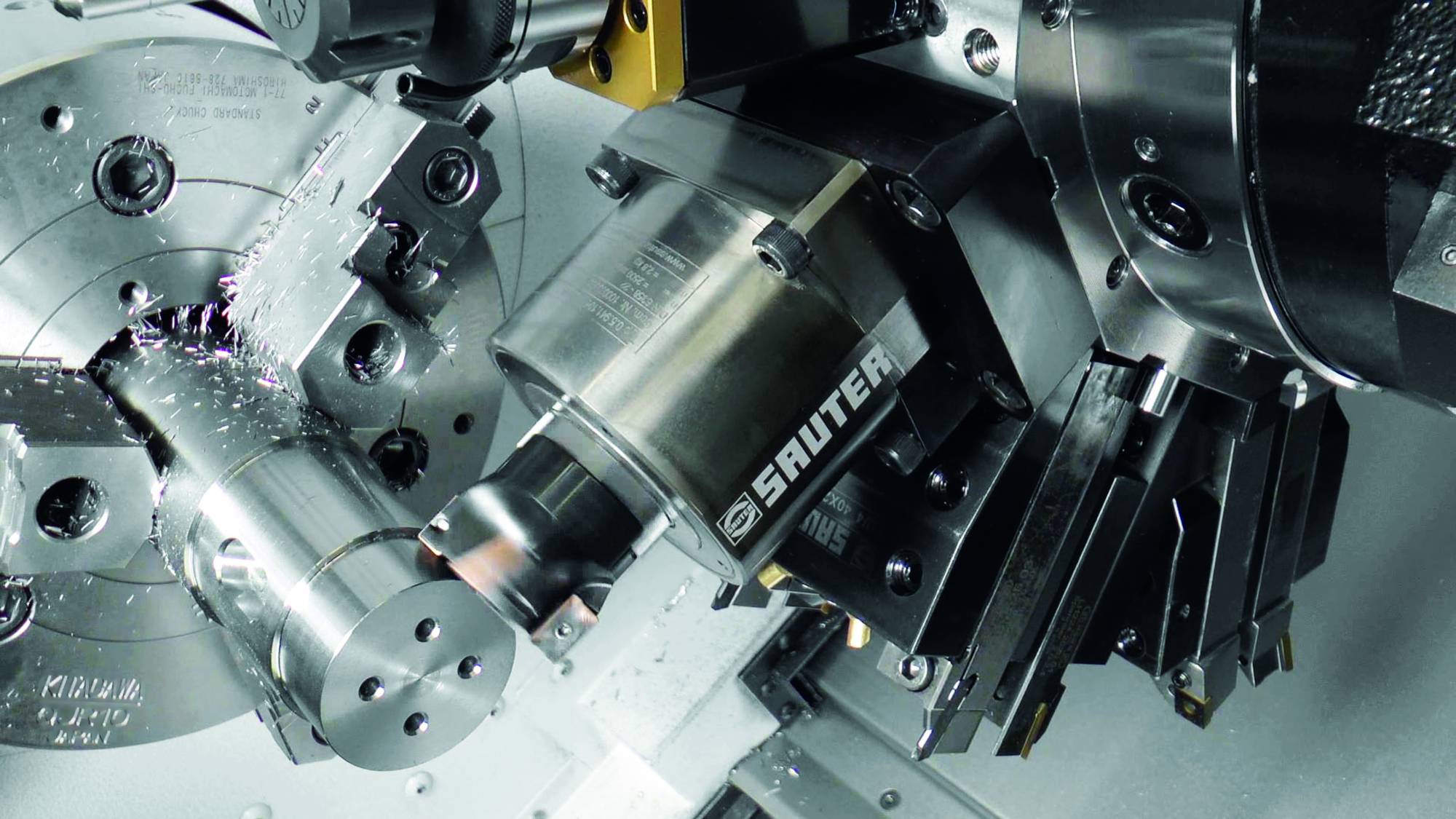
Die DirectDrive-Werkzeugrevolver von Sauter arbeiten nicht nur länger als Werkzeugrevolver mit Getriebe, sie nutzen ihre Zeit auch besser. Der Synchronmotor in der Werkzeugscheibe treibt das Tooling an und ermöglicht neben Drehzahlen von bis zu 12.000 pro Minute auch höhere Drehmomente, wie Matthias Beck, Leiter Konstruktion Werkzeugträgersysteme bei Sauter, erklärt: „Mit unserem neuen DirectDrive-Werkzeugrevolver sind Drehmomente von bis zu 85 Nm möglich. Anwender maximieren damit ihr Zeitspanvolumen und dezimieren ihre Werkstückzeiten.“
Der Werkzeugrevolver von Sauter erreicht Drehmomente von bis zu 85 Nm und Drehzahlen von bis zu 12.000 pro Minute.
Möglich wird dies auch dank eines hochpräzisen Verriegelungssystems. Dessen Schlüsselelement ist eine patentierte Endlagenabfrage: Ein Schwenkmotor bringt die Werkzeugscheibe in Position. Dann verriegelt eine dreiteilige Hirth-Verzahnung die Werkzeugscheibe µm-genau, sodass der Kolben und die Schiebekupplung optimal positioniert sind. So wird die Prozessstabilität erhöht und die Maschine erreicht hohe Drehmomente.
Teilen: · · Zur Merkliste