Niles Simmons N20CM: Substitution von Schleifprozessen bei der Kurbelwellenbearbeitung
Nachhaltigkeit, Ressourcenschonung und Wirtschaftlichkeit sind in der Automobilindustrie aktuell die wesentlichsten Entwicklungsfaktoren. Diese Trends betreffen jedoch nicht nur die Entwicklung neuer innovativer Technologien für die fertigen Produkte, sondern äußern sich vielmehr auch in den stetig steigenden Ansprüchen der Hersteller an ressourcen- und kosteneffiziente Fertigungskonzepte für die Produktion der einzusetzenden Komponenten.

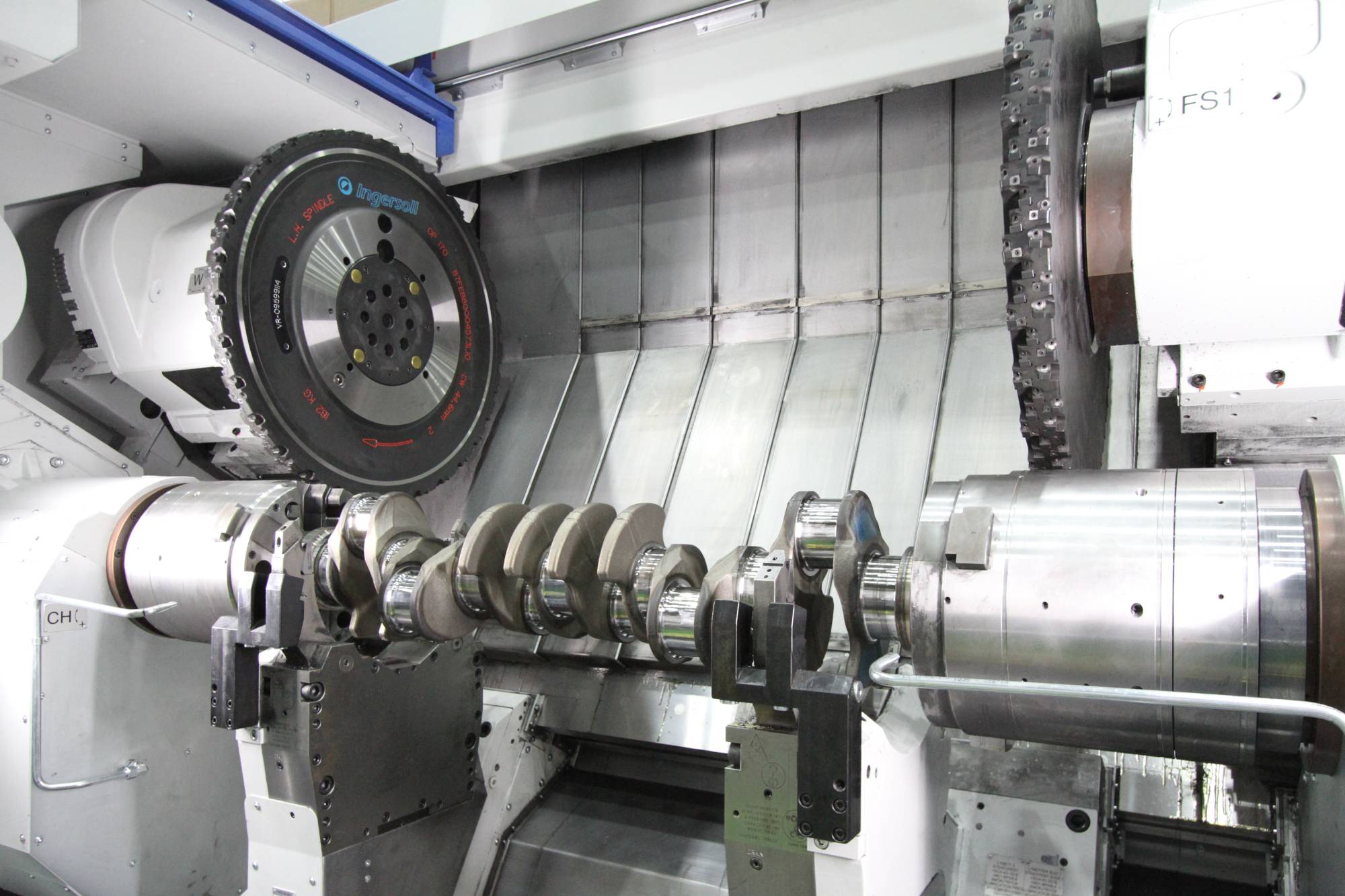
Hartfräsen von Kurbelwellen am Beispiel einer 6-Zylinder-Welle für Lkw.
Um diesen Anforderungen Rechnung zu tragen, hat Niles-Simmons die neue Technologie des Hartfräsens für die Bearbeitung bereits gehärteter Kurbelwellen aus dem Lkw-, Baumaschinen- und Landmaschinenbereich entwickelt. Diese ermöglicht die Substitution von Schleifprozessen bei der Bearbeitung von großen Kurbelwellen durch den Einsatz eines effizienten Fräsverfahrens. Der enorme Vorschleifaufwand, welcher bisher bei der Fertigung von Kurbelwellen nach dem Härten erforderlich war, lässt sich damit auf ein Minimum reduzieren.
Das Verfahren ist besonders gut für die Bearbeitung von 4-, 5-, 6- und 8-Zylinder-Kurbelwellen mit einer Länge bis maximal 1350 mm und einem maximalen Flugkreis bis 310 mm anwendbar und wird auf den Niles-Simmons Fräsbearbeitungszentren N20CM und N30CM umgesetzt.

Das Fräs-Zentrum N30CM.
Minimaler Bedienaufwand
Diese Fräszentren der Niles-Simmons Crank Milling (CM)-Baureihe verfügen grundsätzlich über eine Spitzenweite bis 2000 mm sowie einen maximalen Umlaufdurchmesser bis 780 mm und überzeugen durch eine prozesssichere Trocken-Fräsbearbeitung und außerordentliche Dauergenauigkeit bei minimalen Nebenzeiten. Aufgrund ihrer flexiblen Automatisierungsoptionen können die Maschinen mit minimalem Bedieneraufwand betrieben werden. Zu den gängigsten Beladekonzepten gehören beispielsweise die Portalbeladung per integrierter Ladeluke oder die Roboterbeladung über die Maschinenfront.
Zur Durchführung des spezifischen Prozesses Hartfräsen im Außenrundverfahren sind die Maschinen mit einer Haupt- und Gegenspindel mit einem maximalen Drehmoment von je 930 Nm (100 %) sowie mit zwei Fräseinheiten mit einem maximalen Drehmoment bis je 3350 Nm (S1-100 %) ausgestattet.
Die Maschinenkonfiguration NILES-SIMMONS N30CM für das Verfahren Hartfräsen.
Werkzeuge von Ingersoll
Die eingesetzten Fräswerkzeuge der Firma Ingersoll Werkzeuge GmbH mit einem Werkzeugdurchmesser von 700 bis 800 mm und einer Schnittbreite bis zu 95 mm sind mit speziell entwickelten Keramikschneidplatten bestückt. Mit diesen können die Haupt- und Hublager mit einer Härte bis 59 HRC und einer radialen Schnitttiefe bis 0,5 mm gefräst werden. Die Schnittgeschwindigkeiten liegen dabei zwischen 250 und 275 m/min. Zudem können Vorschübe von 0,23 bis 0,35 mm angewandt werden. Der Werkzeugaufbau ist sowohl in Monoblockbauweise als auch in Kassettenbauweise möglich.
Zum Spannen der Werkstücke kommen ausgleichende Spannfutter in Haupt- und Gegenspindel zum Einsatz. Diese speziellen, kraftbetätigten Fräsfutter mit einem Durchmesser von 320 mm haben einen feinfühligen Ausgleich von kleiner/gleich 20 µm auf den Spanndurchmesser und ermöglichen damit eine besonders effiziente Kompensation von Härteverzügen. Zur Unterstützung werden zwei selbst zentrierende Gleitbackenlünetten mit Richtfunktion eingesetzt. Darüber hinaus ist in die Maschine ein taktiler Messtaster integriert, mit welchem die Werkstückposition hochgenau und prozesssicher bestimmt wird. Damit werden Durchmesser-Genauigkeiten von 25 µm, Rundheitsgenauigkeiten von 10 µm und Positionsgenauigkeiten der Hublager von 0,1 mm erreicht und somit der Fertigschleifprozess ideal vorbereitet.

Fräswerkzeuge mit speziellen Keramikschneidplatten der Firma Ingersoll Werkzeuge GmbH,
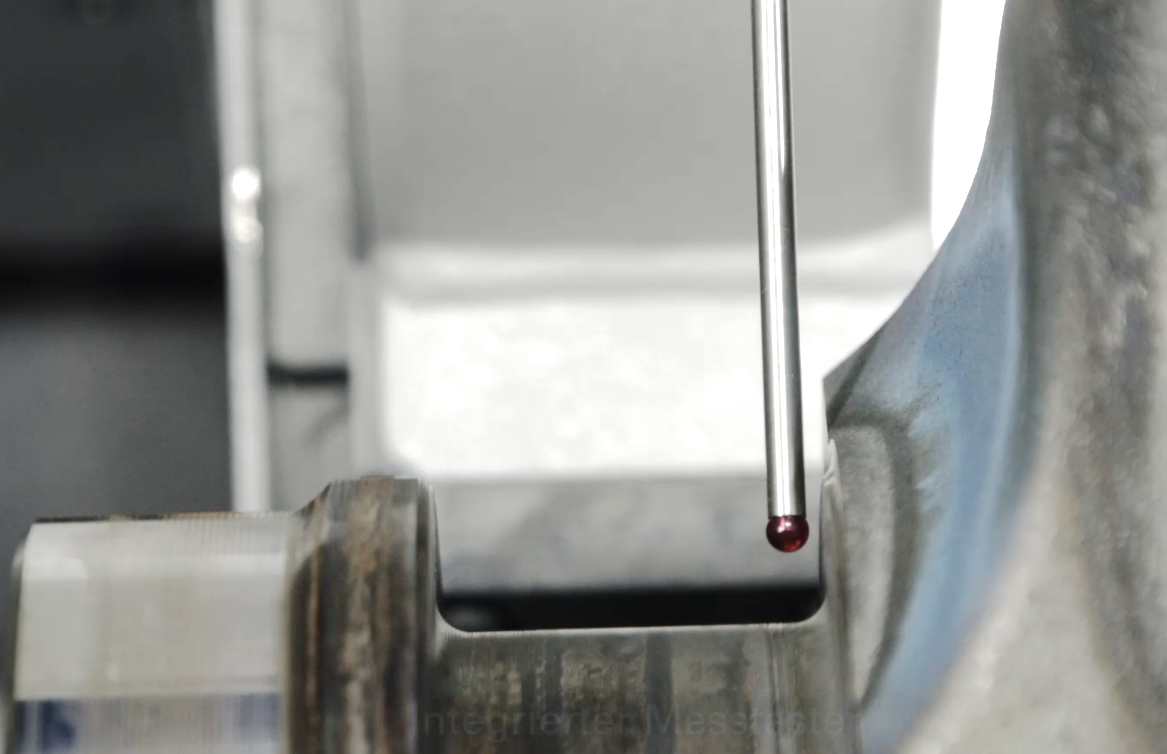
Integrierter Messtaster zur prozesssicheren Bestimmung der Werkstückposition.
Software aus eigenem Haus
Die Programmierung des Prozesses erfolgt über die eigens entwickelte Niles-Simmons- Kurbelwellenfrässoftware. Mit dieser ist eine vollständig freie Programmierung für die Bearbeitung von Haupt- und Hublagern, zentrischen Elementen, Wangen und speziellen Wangenkonturen möglich. Notwendige Korrekturen sind besonders leicht und bedienerfreundlich über entsprechende Eingabefelder umsetzbar. Weiterhin ist auch ein Import von Formkorrekturtabellen von der Messmaschine aus möglich. Somit sind zügig und zuverlässig neue Wellentypen programmierbar.
Durch das neue Verfahren Hartfräsen lässt sich der Schleifaufwand für die Bearbeitung von Kurbelwellen um bis zu 75 % reduzieren. Folglich können auch die Investitionskosten für die benötigten Fertigungsanlagen deutlich um bis zu 50 % gesenkt werden.
Der Prozess läuft vollständig trocken, ohne Prozessfluide und ist somit sehr viel nachhaltiger als die bisher verwandten Vorschleifprozesse. In der Folge reduzieren sich auch der Instandhaltungsaufwand sowie die laufenden Prozesskosten für die Fertigungsanlagen. Weiterhin ist es möglich, den Prozess in bereits bestehende Fertigungslinien zu integrieren. Das Verfahren ist bereits erfolgreich in der Kurbelwellenproduktion am Markt integriert und erreicht hier eine prozesssichere Taktzeit von sechs Minuten. Es leistet damit einen signifikanten Beitrag für eine ressourcenschonende, energie- und kosteneffiziente Fertigung von Kurbelwellen für die verschiedensten Einsatzbereiche.
Teilen: · · Zur Merkliste