Supermini Typ 105 von Horn: Werkzeugsystem mit gesinterter Spanformgeometrie
Werkzeugsystem mit gesinterter Spanformgeometrie sorgt für optimierte Spankontrolle: Vor nun bereits 35 Jahren erfolgte die Markteinführung des Systems Supermini von Horn zur Innenbearbeitung von Bohrungen. Der Supermini, mit mittlerweile über 2.500 Varianten, ist bis heute eines der erfolgreichsten Produkte und trägt maßgeblich zum Erfolg des Tübinger Präszisionswerkzeugherstellers bei. Das Werkzeugsystem hat natürlich zahlreiche Entwicklungsschritte durchlaufen und damit die Herausforderungen unterschiedlichster Zerspanungsaufgaben gelöst. Eine weitere Optimierung des Superminis Typ 105 gelang Horn nun mit einer gesinterten Spanformgeometrie, die speziell bei langspanenden Werkstoffen für höchste Prozesssicherheit sorgt.

Horn hat es mit dem neuen Supermini des Typs 105 geschafft, ein universelles Ausdrehwerkzeug mit gesinterter Spanformgeometrie zu entwickeln.

Markus Horn
Geschäftsführer von Horn
„Mit viel Fleiß haben wir es geschafft, die Probleme mit langen Spänen bei der Innenbearbeitung von kleinen Bohrungsdurchmessern wirtschaftlich zu lösen.“
Ausdrehen, Profildrehen, Inneneinstechen, Gewindedrehen, Fasen, Axialstechen, Bohren sowie Nutstoßen. Das Werkzeugsystem Supermini lässt sich für zahlreiche Bearbeitungsoperationen anpassen und einsetzen. Zum Einsatz kommt die Vollhartmetall-Schneidplatte in der Bohrungsbearbeitung von Durchmesser 0,2 bis rund 10 mm.

Das Werkzeugsystem Supermini lässt sich für zahlreiche Bearbeitungsoperationen anpassen und einsetzen.
Rohling als Tropfenform
Horn entwickelte den Rohling des Werkzeugs als eine Tropfenform. Diese Form ermöglicht präzise und große Anlageflächen im Werkzeughalter, was eine höhere Steifigkeit des Gesamtsystems zur Folge hat. Des Weiteren verhindert die Tropfenform das Verdrehen der Schneidplatte, welches zu einer stets präzisen Lage der Spitzenhöhe des Werkzeugs führt. Bei langen Werkzeugauskragungen reduziert sie die Durchbiegungen und minimiert Vibrationen während des Drehprozesses.
Je nach Einsatz und zu bearbeitendem Durchmesser bietet Horn die Schneidplatte in drei unterschiedlichen Größen (Typ 105, 109 und 110) und verschiedenen Rohlingstypen an. Alle Varianten ermöglichen eine interne Kühlmittelzufuhr direkt an die Wirkzone. Das Horn-Werkzeugportfolio enthält rund 2.500 verschiedene Standardvarianten des Supermini. Darüber hinaus löste Horn mit unzähligen Sonderlösungen die Aufgaben zahlreicher Anwender.
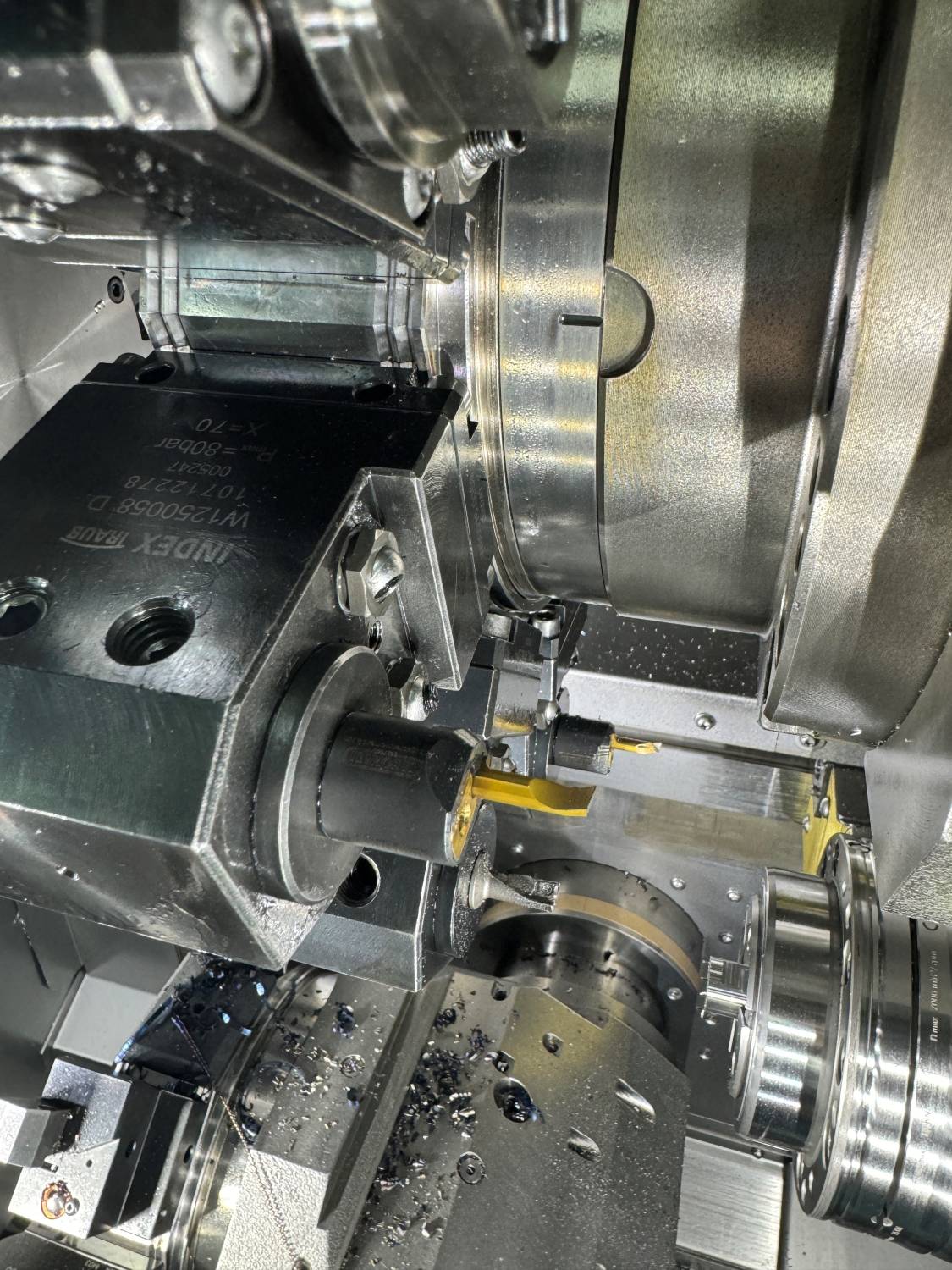
Bei der Rich Präzision ist der neue Supermini Typ 105 zum Drehen eines Konus sowie einer Passung im Einsatz. Wirrspäne bzw. Spänenester werden durch die neue, gesinterte Geometrie und dem damit verbundenen prozesssicheren Spanbruch verhindert.
Spanprobleme gelöst
Eine der größten Herausforderungen bei der Innenbearbeitung sind lange Späne. Hier spielt es keine Rolle, welche Qualität das eingesetzte Werkzeug hat. „Die Bohrungsbearbeitung führt, je nach Werkstoff, oftmals zu langen Spänen. Sie wickeln sich um das Werkzeug, verstopfen Bohrungen oder führen im schlechtesten Fall zum Werkzeugbruch. Hier kann eine Spanformgeometrie Abhilfe schaffen. Sie leitet und formt den Span und bringt ihn zum Bruch“, erklärt Geschäftsführer Markus Horn. Bisher kamen hierzu speziell gelaserte oder geschliffene Spanformgeometrien zum Einsatz. Dies ist jedoch mit einem entsprechenden Kostenfaktor der Schneidplatte verbunden.
Horn hat es mit dem neuen Supermini des Typs 105 geschafft, ein universelles Ausdrehwerkzeug mit gesinterter Spanformgeometrie zu entwickeln. „Durch die gute Spankontrolle bietet das Werkzeug im Einsatz eine hohe Prozesssicherheit, die nicht zuletzt für eine automatisierte Fertigung Voraussetzung ist“, zeigt Markus Horn die damit verbundenen Vorteile auf. Die Schneidengeometrie reicht weit in den Eckenradius der Schneidplatte. Dies stellt die Spankontrolle auch bei kleinen Zustellungen sicher. Die Geometrie lässt sich universell für verschiedene Werkstoffgruppen einsetzen und eignet sich zum Innen-, Plan-, Kopier- und Rückwärtsdrehen.
Das Herstellungsverfahren dazu ist sehr aufwendig und komplex. Horn hat dazu mehrere Jahre Entwicklungsarbeit hineingesteckt. „Bisher war es technisch nicht möglich, eine gesinterten Geometrie in dieser Art und Weise herzustellen. Wie das im Detail funktioniert, können wir natürlich nicht verraten, aber eines ist fix – wir haben damit wieder einmal die Grenzen verschoben“, ist sich Markus Horn sicher. Nach dem angesprochenen Sinterprozess wird die Platte lediglich am Umfang präzisionsgeschliffen.
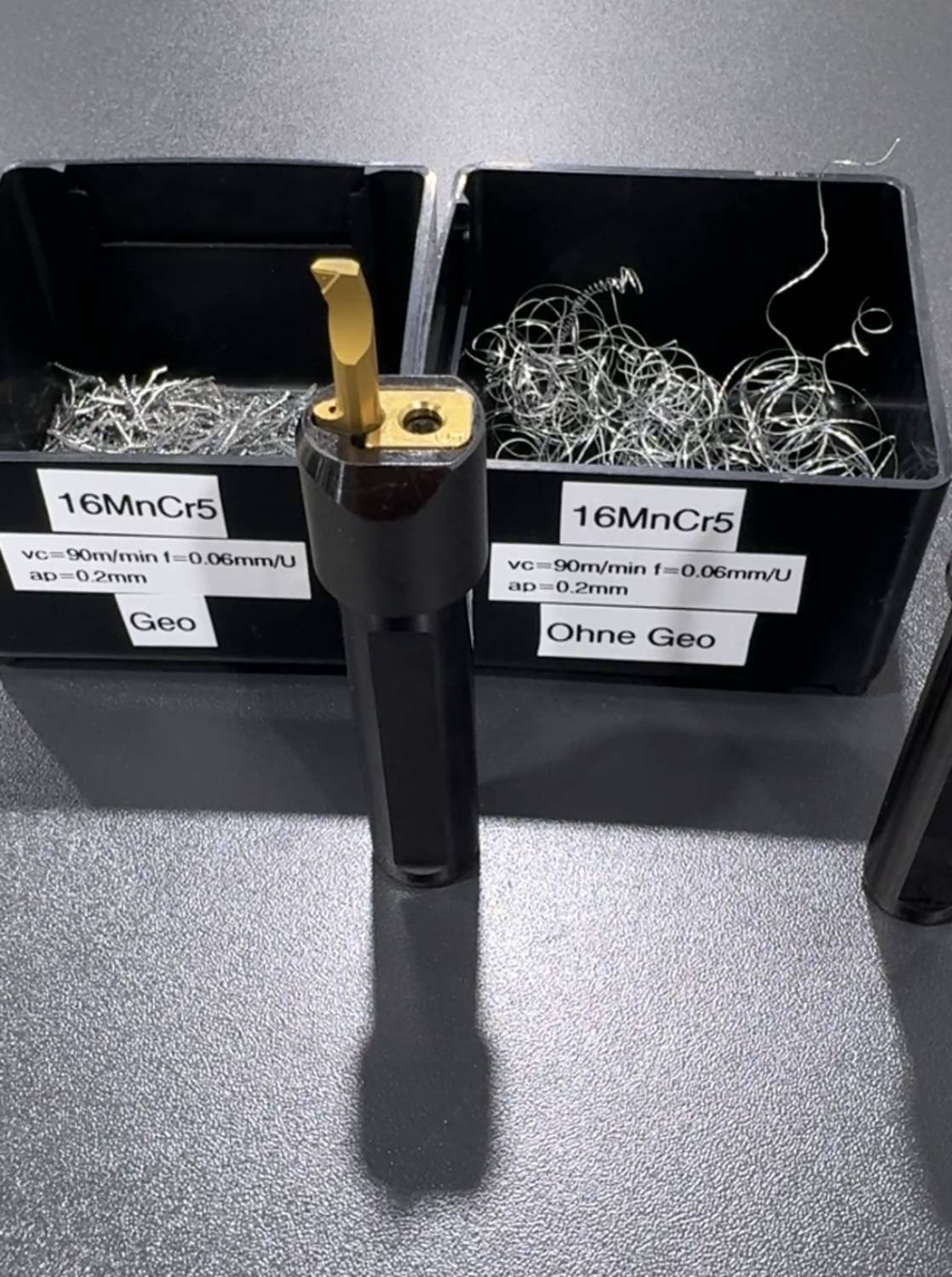
Ein Vergleichstest macht sicher: Eine Bohrung eines Bauteils aus dem Einsatzstahl 16MnCr5 wurde mit dem alten und neuen Supermini Typ 105 (links) – mit identen Einsatzwerten – ausgedreht. Der Unterschied in der Spanbildung ist bemerkenswert.
Breites Einsatzgebiet
Neben der Geometrie optimierte Horn auch den Rohling der Schneidplatte mit einer höheren Steifigkeit und einem noch stabileren Schneidenbereich. Auch die Zuführung der Kühlung wurde überarbeitet. „Wobei die Kühlung nicht maßgeblich für den Spanbruch sort, sondern für die sichere Abführung der Späne aus der Bohrung. Das System wäre auch für die Trockenbearbeitung geeignet.“
Zudem hat Horn für maximalen Anwendernutzen gesorgt, denn die neue gesinterte Schneidplatte ist mit zahlreichen Klemmhaltern des Typs 105 kompatibel. Horn bietet das System aktuell in drei Längen (15, 20 und 25 mm) und in den Sorten TH35 und IG35 als Standard an. Der Eckenradius beträgt 0,2 mm. Das Werkzeug eignet sich für den Einsatz ab einem Durchmesser von 6,0 mm. Das breite Einsatzgebiet der Schneidplatten spiegelt sich auch in der Wirtschaftlichkeit wider, denn die Kosten des neuen Superminis liegen im ähnlichen Bereich wie die Standardschneidplatte ohne Geometrie.
Bei den Klemmhaltern kann der Anwender aus einer Vielzahl an unterschiedlichen Varianten die passende Lösung für seine Bearbeitung wählen. Hierzu zählen Rundschafthalter, Vierkanthalter, Schnittstellen-Klemmhalter sowie einstellbare Klemmhalter für unterschiedliche Maschinenhersteller. Bei der Klemmung der Schneidplatte bietet Horn vier verschiedene Lösungen: die klassische Schraubenklemmung über eine Kugeldruckschraube, die Klemmung über ein Stirnspannelement sowie das Spannen über ein Abhebeelement. Für beengte Verhältnisse hat Horn darüber hinaus ein schlankes Spannsystem mit der Klemmung durch eine Überwurfmutter im Programm.

Horn hat es mit dem neuen Supermini des Typs 105 geschafft, ein universelles Ausdrehwerkzeug mit gesinterter Spanformgeometrie zu entwickeln.
Aus der Praxis
Als Zulieferer ist Rich Präzision seit mehreren Jahren für Horn tätig. Das Unternehmen produziert für das Horn-Werkzeugsystem SX den Grundkörper der Präzisionsschnittstelle. Der Schneidenkopf ist über ein stabiles, robustes, aber dennoch hochgenaues Gewinde mit der Anlagefläche des Werkzeuggrundkörpers verbunden. „Die Fertigung der Werkzeugaufnahmen war anfänglich eine große Herausforderung. Die Anforderungen an die Präzision von Horn sind sehr hoch“, erklärt Wolfram Stiefel, Fertigungsleiter bei Rich Präzision. Für das Horn-Bauteil setzt Stiefel auch auf Horn-Werkzeuge. Für die Zerspanung kritische Merkmale sind zum einen das Passgewinde und zum anderen mehrere sehr eng tolerierte Passungen. Darüber hinaus liegt ein weiteres Augenmerk auf dem Rund- und Planlauf der verschiedenen Anlageflächen.
Für die Drehbearbeitungen an dem Bauteil kommen mehrere unterschiedliche Horn-Systeme zum Einsatz. Für das Innenausdrehen kleiner Durchmesser setzt man bei Rich grundsätzlich auf das System Supermini. Neben einem Präzisionsgewinde dienen ein Konus sowie eine weitere Passung zur µ-genauen Zentrierung der SX-Schnittstelle. Das Drehen des Konus sowie die Passung übernimmt ein Supermini des Typs 105. „Der Drehprozess der sehr eng tolerierten Maße läuft stabil. Ein Problem, welches wir beim Innenausdrehen kleiner Durchmesser schon immer hatten, waren lange Späne, welche sich um das Werkzeug wickeln. Egal welcher Werkzeughersteller, dieses Problem hat jeder“, erklärt Geschäftsführer Wolfgang Rich.
Mit der neuen Generation des Superminis Typs 105 löste Horn das Problem, welches sonst nur kostspielige, speziell gelaserte oder geschliffene Sonderschneidplatten in den Griff bekommen haben. Im Einsatz zeigen sich die Vorteile des neuen Systems. „Das Problem mit umwickelnden Spänen war sofort gelöst. Wo wir mit dem Vorgängersystem noch manuell die Späne vom Werkzeug ziehen mussten, sind die feinen Späne durch die neue Geometrie im Spankübel kaum noch sichtbar“, unterstreicht Wolfgang Rich und ergänzt: „Die Standzeiten liegen im selben Bereich wie die Schneidplatten ohne Geometrie.“
Umfangreiche Tests bestätigen Erfolg
Natürlich hat Horn den neuen Supermini im Vorfeld laufend getestet und das in unterschiedlichen Werkstoffgruppen und Anwendungen. Darüber hinaus hat man mit rund zehn Kunden praktische Feldtests in unterschiedlichen Fertigungsumgebungen durchgeführt – Rich Präzision war einer davon. „Das Beispiel Rich zeigt eindrucksvoll, dass wir mit dem neuen Supermini nicht nur für höchste Prozesssicherheit in der Innenbearbeitung, sondern auch für eine hohe Wirtschaftlichkeit bei unseren Kunden sorgen!“, freut sich Markus Horn abschließend über das Resultat der Entwicklungsleistung.
Die vorgestellte Geometrie ist sehr universell und in nahezu alle Werkstoffgruppen einsetzbar. Aktuell arbeitet man bei Horn dennoch bereits an weiteren Optimierungen und zusätzlichen Geometrien – auf der AMB 2024 werden wir hier sicherlich mehr erfahren.
Teilen: · · Zur Merkliste