anwenderreportage
Kompetenz setzt sich durch
SWT überzeugt bei STIWA mit cleveren Werkzeugkonzepten und Anwendungs-Know-how: Wenn es um Flexibilität und Prozess-Sicherheit in der Einzelteilfertigung oder um Taktzeiten in der Serienfertigung geht, gewinnen optimierte Werkzeugkonzepte immer mehr an Bedeutung. Neben einer hervorragenden Werkzeugqualität spielt das Know-how des Werkzeuglieferanten dabei oft eine entscheidende Rolle. Im Zerspanungszentrum der STIWA Group konnte SWT nicht nur mit cleveren Werkzeugkonzepten im Hochvorschubfräsen und Abstechen sondern auch mit kompetenter Betreuung überzeugen. Autoren: Ing. Robert Fraunberger, Georg Schöpf / x-technik

Der Ingersoll High-Feed-Mini 1TG1F liefert mit seinen vierschneidigen Wendeschneidplatten bis zu 20 % mehr Zerspanungsleistung als die bisher eingesetzten Fräser. Im Bild ein praktischer Anwendungsfall bei STIWA.

Dominik Pohn
Leitung Geschäftsbereich Zerspanungstechnik bei STIWA
„Das Werkzeug bestimmt die Taktzeit. Besonders in der Serienfertigung mit hohen Stückzahlen ist das ein wesentlicher wirtschaftlicher Faktor. Dabei spielt die Standzeit ebenso eine Rolle wie die generelle Zerspanungsleistung. Mit SWT haben wir einen Partner gefunden, der unseren hohen Anforderungen entspricht.“
Die STIWA Group mit Hauptsitz in Attnang-Puchheim (OÖ) beschäftigt rund 1.200 MitarbeiterInnen und ist Spezialist für Hochleistungsautomation. Neben diesem Kerngeschäft zählen auch die Produkt- und Softwareentwicklung für Fertigungsautomation, Zulieferproduktion von hochwertigen Metall- und Kunststoffbaugruppen, energieeffiziente Gebäudetechnik und Laborautomation zu den Geschäftsbereichen der Gruppe. 60 % vom Umsatz erzielt man dabei mit Automation, 30 % mit Zulieferproduktion und 10 % mit Engineering und Software.
Am Standort Gampern (OÖ) betreibt das Unternehmen mit der APF Produktionsdienstleistungs GmbH neben der Zulieferproduktion ein neues, hochmodernes Zerspanungszentrum, denn die zerspanende Fertigung, mit Schwerpunkt auf Fräsen, Drehen und Erodieren ist eine Kernkompetenz von STIWA. Modernste Werkzeugmaschinen erlauben dort die automatisierte und somit hochwirtschaftliche Prototypen-, Einzelteil- und Kleinserienfertigung für die weltweit gefragten Automatisierungslösungen. (Anm.: x-technik FERTIGUNGSTECHNIK berichtete über das Automatisierungsprojekt in der Ausgabe 6/November 2012 auf Seite 32ff). Seit rund drei Jahren ist man auch erfolgreich in die vollautomatische Fertigung von Serienteilen eingestiegen. Produziert wird in enorm hohen Stückzahlen für die Automobilindustrie. In diesem Geschäftsbereich werden Losgrößen bis zu drei Millionen Stück pro Jahr gefertigt.
Doch nicht nur die Optimierung der Fertigungsverfahren und die Implementierung von automatisierten Bearbeitungsmaschinen sind für STIWA ein Muss, um international konkurrenzfähig zu bleiben. Auch der Einsatz von universellen Zerspanungswerkzeugen nimmt einen hohen Stellenwert ein. „Wenn man in Europa konkurrenzfähig bleiben möchte, ist es dringend notwendig, die eigene Fertigung zu optimieren, intelligent zu automatisieren und die Prozess-Sicherheit ständig zu verbessern“, erklärt Dominik Pohn, Leiter des Geschäftsbereichs Zerspanungstechnik bei STIWA.
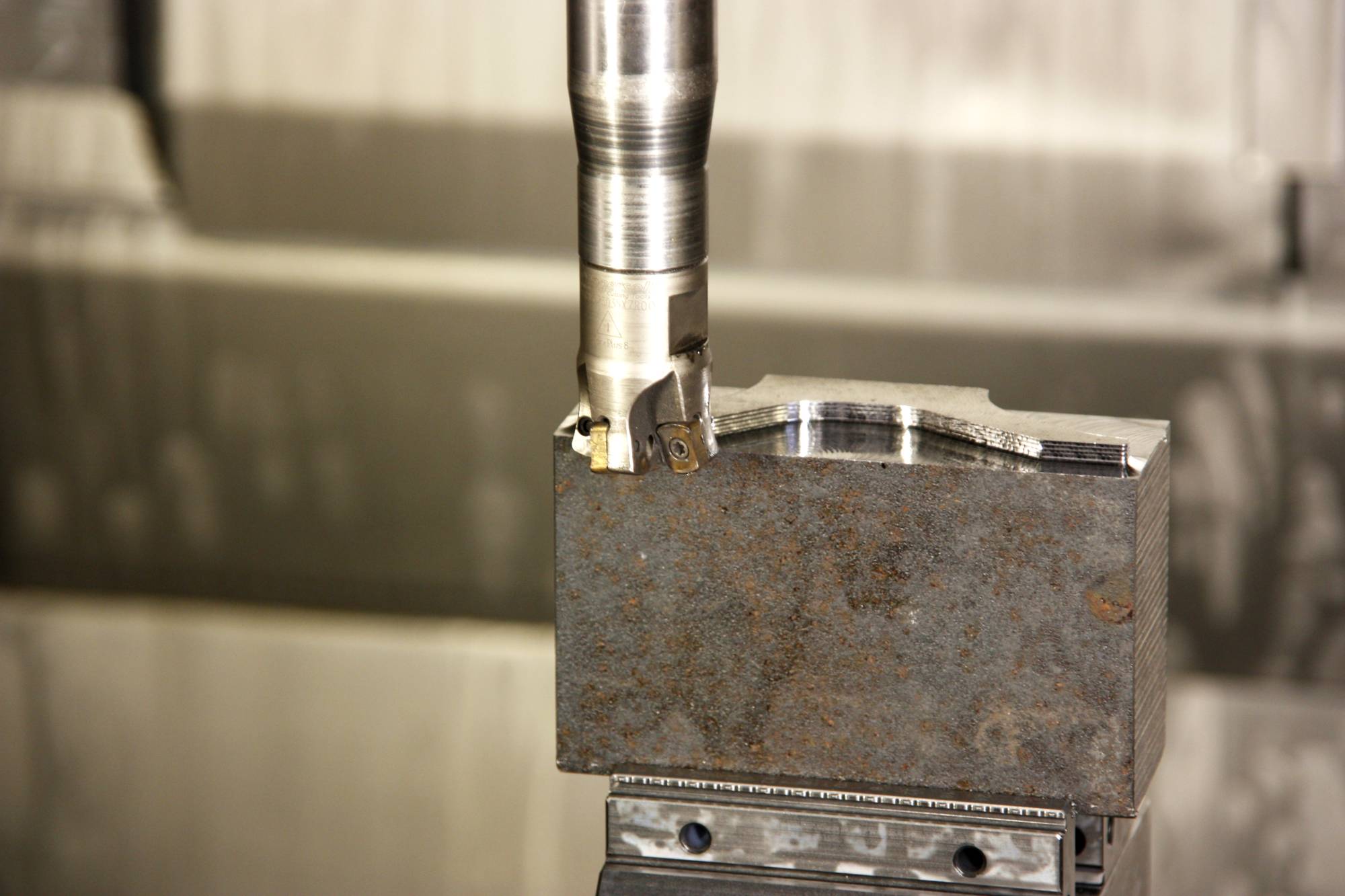
Wirtschaftliches Hochvorschubfräsen: Bei STIWA wird das mit dem 1TG1F High-Feed-Mini von Ingersoll gewährleistet.

Roman Waldhör
Leitung Werkzeugbauteilefertigung bei STIWA
„Wir verwenden Hochvorschubfräser von Ingersoll im Wesentlichen für die Schruppbearbeitung. Die erheblich höhere Zerspanungsleistung des Ingersoll 1TG1F aus der High-Feed-Mini Serie ist sehr beeindruckend.“
Werkzeuge als Produktivitätsfaktor
Daher geht man bei STIWA im Bezug auf Zerspanungswerkzeuge keine Kompromisse ein. „Wer in der zerspanenden Fertigung erfolgreich sein will, der benötigt ein zuverlässiges Werkzeugkonzept“, so Dominik Pohn weiter. „Bei der Zerspanung ist das Werkzeug der bestimmende Faktor für die Taktzeit. Schon geringe Unterschiede in Schneidgeometrie oder Schneidsubstrat können enorme Auswirkungen auf die Standzeit und das Ergebnis haben. Aber oft sind es eben genau diese kleinen Unterschiede, die über die Wirtschaftlichkeit eines Werkzeuges und damit eines gesamten Fertigungsschrittes entscheiden. Hier an der falschen Stelle Abstriche zu machen, kann fatale Folgen haben.“
Das zeigt deutlich, dass bei STIWA die Qualität absolut im Vordergrund steht. Um die bestens eingeführten und optimierten Arbeitsprozesse auch auf der Werkzeugebene ideal zu unterstützen, wird generell darauf geachtet, Werkzeugkonzepte einzusetzen, die möglichst auf die gesamte Bandbreite der verschiedenen Dreh- und Fräsbearbeitung anwendbar sind. Ziel ist es auch, auf der Werkzeugebene möglichst viele gleiche Systeme mit möglichst hohem Anwendungsspektrum einzusetzen. „Bei der Werkzeugauswahl geht es uns nicht nur darum, zu beurteilen, ob das Werkzeug für die bestehende Anforderung geeignet ist. Vielmehr ist zu berücksichtigen, dass auch CNC-Programme, Arbeitsabläufe, Rüst- und Wechselzeiten angepasst werden müssen. Darum erfolgen bei uns Werkzeugumstellungen nur dann, wenn wir mit der Performance nicht zufrieden sind oder Probleme auftauchen“, bringt sich Roman Waldhör, verantwortlich für die Werkzeugbauteilefertigung bei STIWA, ein.
Aus diesem Grund wird versucht, sämtliche bestimmende Faktoren bei einer Werkzeugauswahl miteinzukalkulieren. So war es auch bei der Auswahl der Werkzeuge für das Hochvorschubfräsen, ein Projekt, in dem noch einiges an Potential steckte. Um möglichst effizient zu arbeiten wurde nach einem Werkzeugkonzept gesucht, das alle Anforderungen gleichermaßen abdeckt.


Oliver Maier
Leitung Zerspanungszentrum Zulieferproduktion bei STIWA
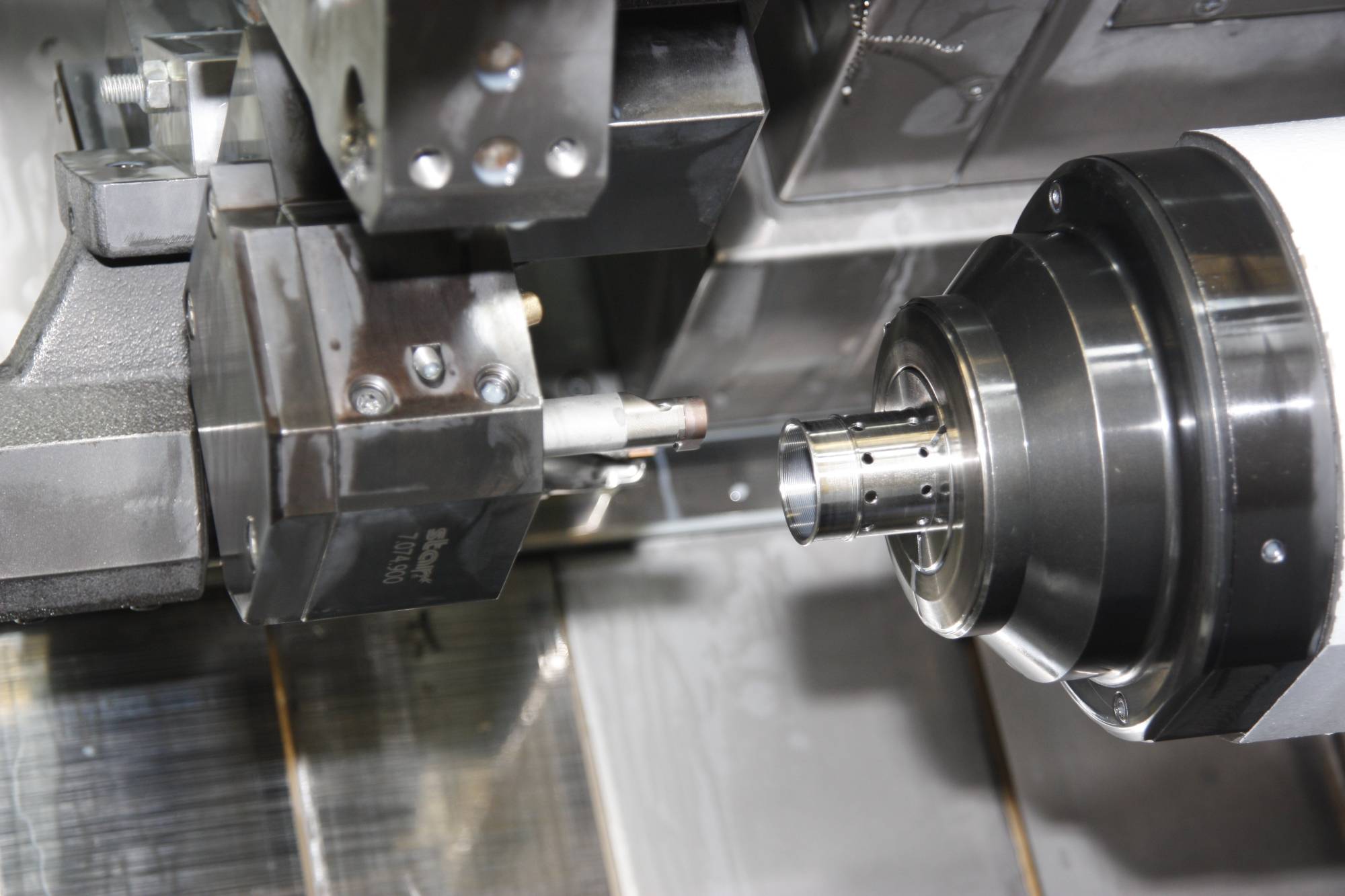
„Durch die Verwendung von Formschneidplatten in Verbindung mit Standard-Stechwerkzeugen ersparen wir uns viel Messarbeit bei gleichzeitiger Prozess-Sicherheit und Maßtreue in einem einzigen Arbeitsschritt.“
Zerspanungsleistung im Vordergrund
Beim Projekt Hochvorschubfräsen lagen die Anforderungen darin, beim Schruppen die Zustellung von 0,5 mm auf 1,0 mm zu erhöhen (Anm.: wobei man sich im Echtbetrieb auf eine maschinenschonende Zustellung von 0,8 mm beschränkt) und dabei dennoch die Prozess-Sicherheit zu gewährleisten. Außerdem war es wichtig, dass unterschiedliche Schneidsubstrate verwendet werden können, um den Anforderungen hinsichtlich Einzelteilfertigung, wie sie speziell im Sondermaschinenbau vorkommen, gerecht zu werden.
Gleichzeitig sollte es möglich sein, vorhandene Programme und Schnittdaten im Idealfall beizubehalten, um Änderungsaufwände in der Arbeitsvorbereitung und CAM-Programmierung zu minimieren und lediglich für die Serienfertigung Programmanpassungen vornehmen zu müssen. Ein wesentlicher Aspekt war auch, dass vom Werkzeuglieferanten für die Tests ein Anwendungstechniker bereitgestellt wird. „Es wäre für uns untragbar, durch Herumprobieren wertvolle Zeit zu verlieren“, unterstreicht Dominik Pohn auch hier die wirtschaftliche Betrachtungsweise.
Werner Gramelt, Norbert Brandmayr (STIWA), der maßgeblich am Test des Hochvorschubfräsers mitgewirkt hat, Roman Waldhör und Christoph Huber sind mit der Zusammenarbeit sichtlich zufrieden. (v.l.n.r.)

Werner Gramelt
Technische Beratung und Verkauf SWT Schlager Werkzeugtechnik GmbH
„Bei Firmen wie STIWA kann man als Werkzeuglieferant nur mit Kompetenz überzeugen. Wenn eine konkrete Anforderung im Raum steht, kommt es darauf an das passende Werkzeug mit den richtigen Schnittdaten anzubieten.“
Wirtschaftliches High-Feed-Fräsen
In die Auswahlphase für die neuen Werkzeuge zum Hochvorschubfräsen war auch Werner Gramelt, Technische Beratung und Verkauf bei der SWT Schlager Werkzeugtechnik GmbH (SWT), involviert. SWT vertritt seit gut drei Jahren unter anderem Ingersoll in Österreich. Werner Gramelt, der als Anwendungstechniker selbst viel Kompetenz und Erfahrung auf dem Werkzeugsektor mitbringt, schlug daher den neuen 1TG1F Hochvorschubfräser aus der High-Feed-Mini Serie von Ingersoll vor. Ebenso wurde STIWA ein zusätzlicher Anwendungstechniker seitens Ingersoll beigestellt, um die Anforderungen vor Ort zu prüfen und die Tests mit dem erforderlichen Werkzeug-Know-how zu untermauern.
Da diese Tests sehr positiv verlaufen sind, ging man einen Schritt weiter. Um zu einer tragfähigen Entscheidung zu kommen, hat man sich bei STIWA im Anschluss eine dreimonatige Probezeit eingeräumt. Die Ergebnisse konnten schlussendlich auch im Echtbetrieb überzeugen. Als signifikantes Beispiel wurde die Zerspanungsleistung bei der Bearbeitung von NIRO-Materialien genannt. STIWA verarbeitet unter anderem den in der Zerspanung als schwierig geltenden 1.4435 Edelstahl. Dort konnte eine Verbesserung in der Standzeit um bis zu 400 % (Anm. von vorher 5 bis 10 min. auf 40 min.) realisiert werden. „Niro-Zerspanung macht bei uns zwar nur rund 10 % des Gesamtaufkommens aus, dennoch ein Ergebnis, das uns große Vorteile bringt“, zeigt sich Roman Waldhör zufrieden.
Weiterhin konnte durch die vierschneidige Wendeschneidplatte vom Typ UNLU eine Verbesserung der Zerspanungsleistung um 20 % erreicht werden. „Die Hochvorschubfräser der High-Feed-Mini Serie haben vier effektive Schneiden pro Wendeschneidplatte. Sie bieten eine sehr gute Zerspanleistung bei vibrationsarmer Bearbeitung. Die Schnitttiefen und Vorschübe liegen bei bis zu 1,0 mm. Dies erhöht die Wirtschaftlichkeit nachhaltig“, begründet Werner Gramelt das erfreuliche Ergebnis.
Der High-Feed-Mini wird als Schaftfräser, Einschraubfräser oder Aufsteckfräser angeboten. Alle Typen sind mit innerer Kühlmittelzufuhr ausgeführt. Die Werkzeuge werden standardmäßig im Durchmesserbereich von 16 mm bis 85 mm hergestellt und sind auch zum Bohrzirkularfräsen mit hohen Vorschüben bestens geeignet. „Wir verwenden die Hochvorschubfräser im Durchmesserbereich von 20 bis 42 mm“, so Roman Waldhör. Ebenso stehen verschiedene Hartmetallqualitäten zur Verfügung, um eine optimale Zerspanung von Stählen niedriger bis mittlerer Festigkeit sowie nichtrostende Stähle und Werkzeugstähle im höheren Festigkeitsbereich zu gewährleisten.
Mittlerweile ist jedes CNC-Bearbeitungszentrum und auch die Dreh-Fräszentren bei STIWA mit der Ø 25 mm-Ausführung des High-Feed-Mini standardmäßig ausgerüstet. Die weiteren Durchmesservarianten kommen je nach Anwendungsfall zum Einsatz.
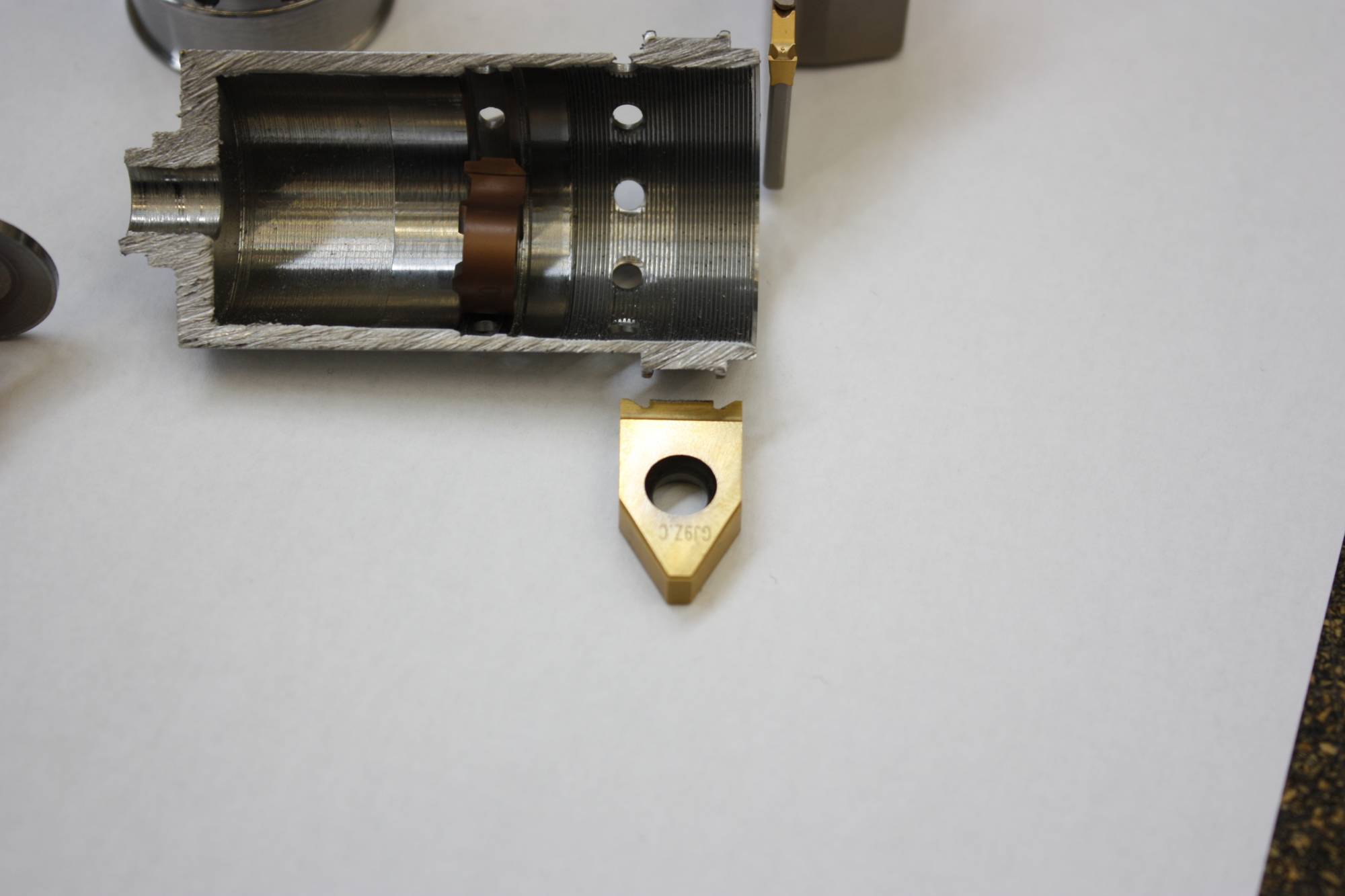

Im Bild der Ingersoll Stechhalter T-CLAMP ultra+ zum Stechdrehen, Ein- und Abstechen mit dem Schneideinsatz TT9080 mit 2,0 mm Stechbreite.
Infos zum Anwender
Die STIWA Group entwickelt mit rund 1.200 MitarbeiternInnen in fünf Werken an vier Standorten hochwirtschaftliche Automatisierungslösungen. Die APF Produktionsdienstleistungs GmbH in Gampern bildet den Schwerpunkt der Zerspanungstechnik innerhalb der STIWA Group. Mit 160 MitarbeiternInnen werden hier von Prototypen und Einzelteilen, in Kleinserien bis 1.000 Stück sowie Großserien für die Automobilindustrie gefertigt.
Stechprogramm überzeugt
Ein weiteres Werkzeugprojekt startete Oliver Maier in seiner Abteilung. Er zeichnet sich für die Zulieferproduktion im Zerspanungszentrum verantwortlich und hat es zumeist mit Stückzahlen jenseits der 100.000 Stück zu tun. Beim Ein- und Abstechen suchte man daher ein Werkzeugkonzept, bei dem sich die Vorteile unterschiedlicher Werkzeugtypen kombinieren lassen. Sowohl die Nutzung von Formschneidplatten als auch die Verwendung von Standardschneidplatten und Schneideinsätzen sollte so kombinierbar sein, dass bei Rüst- und Wechselvorgängen möglichst wenig Ausfallzeit entsteht. „Die Verwendung von Formschneidplatten bietet den immensen Vorteil, dass dadurch auch komplexe Geometrien in nur einem Arbeitsschritt maßhaltig gestochen werden können – das rechnet sich aber nur bei entsprechenden Stückzahlen“, erklärt Oliver Maier.
SWT bündelt neben der Fräs- und Gewindebearbeitung auch viel Kompetenz im Bereich des Ein- und Abstechens. Dabei war der Weg zu SWT im Bereich Stechen bei Weitem kein direkter. „Wir haben aber schnell festgestellt, dass wir in der SWT einen Partner mit viel Kompetenz im Bereich Reiben, Stechen und Sonderwerkzeuge an der Seite haben“, schildert Oliver Maier die Entstehung der Zusammenarbeit. So war SWT in der Lage, aus den TT, TDJ und TDC Schneideinsätzen aus der T-CLAMP ultra+ Serie von Ingersoll, mit 2,0 und 3,0 mm Stechhalter zum Stechdrehen, Ein- und Abstechen die optimalen Standardwerkzeuge auszuwählen. „Die TDC3 Stechplatte mit einer Stechbreite von 3,0 mm ist dabei für alle unserer Kunden eine interessante Alternative, da man mit nur einer Qualität sämtliche Materialien abdecken kann. Auch der Plattensitz ist für sämtliche Anwendungen – wie Ein- und Abstechen, Inneneinstechen und Axialstechen – ausgelegt“, betont Werner Gramelt. Gemeinsam mit den speziell für die Anwendung angefertigten Formschneidplatten von Simtek gelang es SWT ein Werkzeugsystem zu formen, das den hohen Anforderungen von STIWA im Hinblick auf Standzeiten, Taktzeitabstimmung und Handhabung optimal entspricht.
Da ein Schwerpunkt der Fertigung im Bereich Automobilindustrie liegt, bestehen zusätzlich besonders hohe Anforderungen an Maßhaltigkeit und gleichbleibende Oberflächengüte. „SWT hat dafür ein perfekt auf uns zugeschnittenes Werkzeugkonzept geschaffen“, bestätigt Oliver Maier. Durch den Einsatz der eigens für STIWA angefertigten Simtek Formschneideplatten konnten die Standzeiten um bis zu 70 % erhöht werden. Auch die Stechwerkzeuge von Ingersoll konnten durch ihre Leistungsfähigkeit überzeugen, so dass für die Abteilung Zulieferproduktion mittlerweile das gesamte Abstechprogramm von SWT geliefert wird.

Durch die Kombination von Arbeitsschritten kann die Taktzeit signifikant verringert werden.
Durch den Einsatz von Formschneidplatten von Simtek konnte STIWA den Messaufwand enorm reduzieren und damit die Produktivität beträchtlich steigern.
Teamarbeit: Oliver Maier, Christoph Gaisbauer (STIWA) und Werner Gramelt haben gemeinsam das neue Stechkonzept erarbeitet.
Service von höchster Bedeutung
Neben der perfekten Erfüllung der technischen Anforderungen ist für die Zerspanungsprofis von STIWA aber auch ein perfekter Service von höchster Bedeutung, wie Dominik Pohn betont: „Für einen reibungslosen Ablauf muss auch der Service stimmen. Wenn Probleme auftreten, sollte ein fähiger Anwendungstechniker kurzfristig zur Verfügung stehen. Eine Aufgabe, die SWT sehr kompetent erfüllt.“
Wenn es um Zerspanung geht, spielen viele Faktoren eine wichtige Rolle. Die Entscheidung über die Wirtschaftlichkeit wird aber dort getroffen, wo der Span entsteht – am Werkzeug. Ausgeklügelte Fertigungskonzepte in Verbindung mit hervorragenden Werkzeugen helfen Unternehmen wie STIWA dabei, ihre Aufgaben im Bereich Zerspanung effizient zu erfüllen. Lieferanten mit Anwendungskompetenz wie die SWT leisten hierbei einen wertvollen Beitrag zum Unternehmenserfolg und moderne Werkzeuge liefern die Grundlage, um kosteneffizient zu fertigen und auf Dauer wettbewerbsfähig zu sein.
Teilen: · · Zur Merkliste