anwenderreportage
Feinbohr-Stufenwerkzeug der Superlative
Die Innenbearbeitung eines Getriebegehäuses für Hybridfahrzeuge bei der Grüner Systemtechnik GmbH & Co. KG ist besonders herausfordernd. Zusätzlich zum Getriebe/Wandler muss das Gehäuse noch den Elektromotor aufnehmen. Dadurch ist es besonders komplex und weist eine hohe Zahl an Passungen, Freiformkonturen sowie exakt definierten Übergängen auf. Für die Finishbearbeitung, bei der enge Toleranzvorgaben einzuhalten sind, entwickelten Mapal und Grüner Systemtechnik gemeinsam ein hochkomplexes Feinbohr-Stufenwerkzeug mit insgesamt 20 Stufen.

Das von Mapal gelieferte Feinbohr-Stufenwerkzeug mit 20 Stufen ist mit 58 PKD-Schneiden sowie 22 PKD-Führungsleisten bestückt. Zum genauen Ausrichten der Schneiden verwendet man das Einstellgerät UNISET-V von Mapal, das speziell für dieses hohe Werkzeuggewicht ausgelegt wurde.
Shortcut
Aufgabenstellung: Schlichtbearbeitung eines Hybrid-Getriebegehäuses.
Lösung: Hochkomplexes Feinbohr-Stufenwerkzeug und Einstellgerät UNISET-V von Mapal.
Vorteil: Getriebegehäuse-Innenbearbeitung in einem Arbeitsgang.
„Wir sind sowohl Hersteller von leistungsfähigen Bearbeitungszentren als auch Systemlieferant für Aluminium- und Magnesiumgussteile. Wir beschaffen die Rohteile projektspezifisch und bearbeiten diese auf selbst entwickelten und produzierten CNC-Maschinen“, erläutert Eberhard Lang, Produktionsleiter im Werk Merklingen der Grüner Systemtechnik GmbH & Co KG. Das Unternehmen hat eine starke Marktposition als Tier1- oder Tier2-Systemlieferant im Bereich von Getriebe- und Lenkgehäusen, Motor- und Strukturbauteilen sowie E-Motorgehäusen aus Aluminium oder Magnesium für die Automobilbranche. Ein wesentlicher Teil des Unternehmenserfolgs beruht darauf, dass die für die Bearbeitung eingesetzten Maschinen und Anlagen im eigenen Hause konzipiert, entwickelt und hergestellt werden.
Die Bearbeitungsphilosophie unterscheidet sich grundsätzlich von den bei Werkzeugmaschinen üblichen Ansätzen. Während übliche Anlagen häufig mit Werkzeugen arbeiten, die in komplexen Bahnen geführt werden, setzt man bei Grüner nach Möglichkeit auf komplexe Werkzeuge, die die Bearbeitungsaufgabe in nur einer Zustellbewegung umsetzen können. Dazu gehören beispielsweise komplexe Mehrspindel-Bearbeitungsköpfe, die zahlreiche Bohrungen und Passungen gleichzeitig in nur einem Arbeitsgang bearbeiten können. Eine weitere Besonderheit sind anspruchsvolle Stufenwerkzeuge, die vielfältige Bearbeitungsaufgaben im Inneren eines Getriebegehäuses in nur einer Zustellbewegung erledigen. Dieser Ansatz führt zu hoher Produktivität und Qualität.
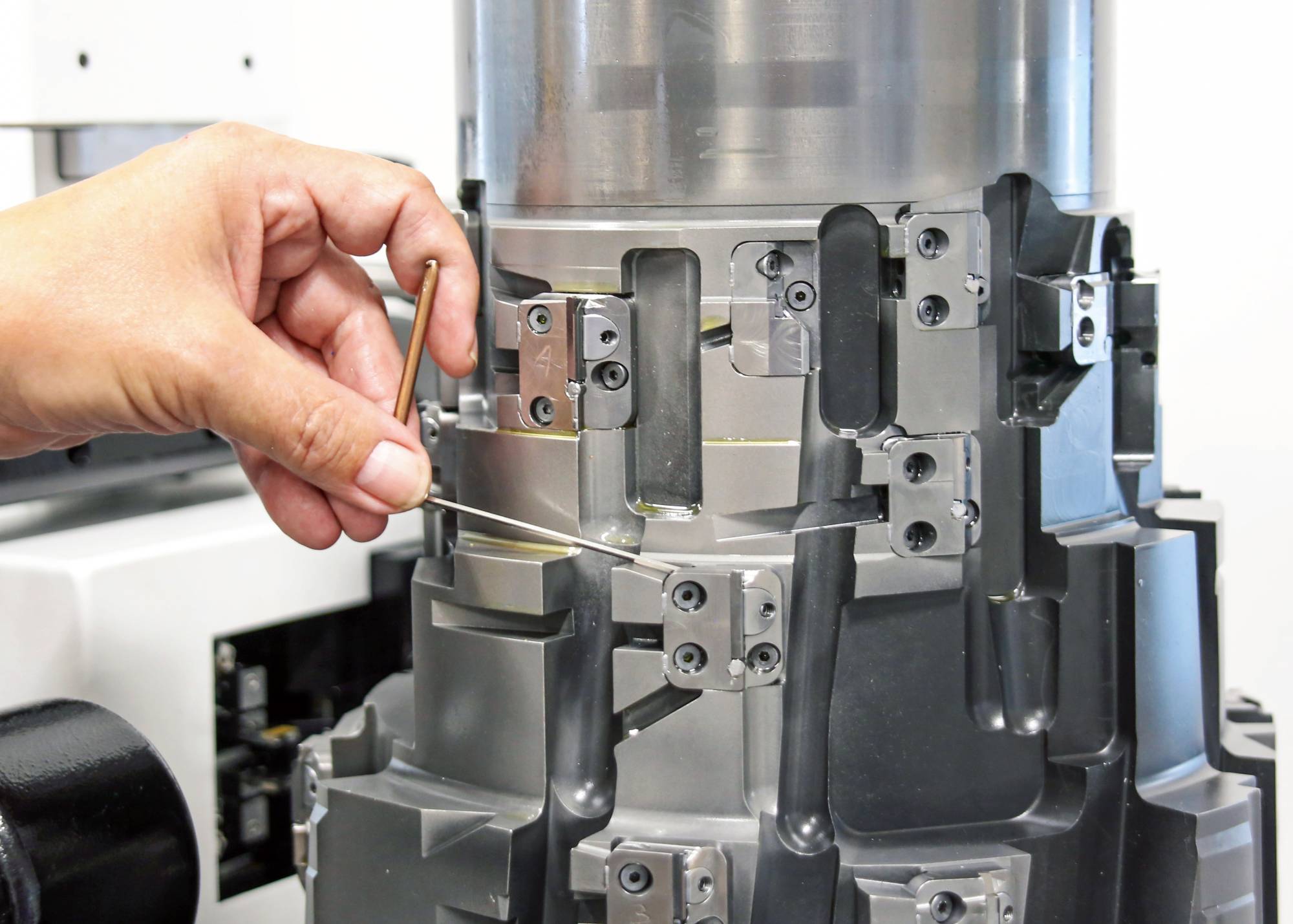
Die Schneiden können mithilfe zahlreicher Stellschrauben in verschiedene Richtungen feinjustiert werden.
Infos zum Anwender
Die Grüner Gruppe ist ein mittelständisches Unternehmen mit drei Standorten. Davon zwei in Baden-Württemberg und einer in Thüringen. Der Fokus liegt in der Produktion von Zulieferteilen für die Automobilindustrie im Bereich Motor, Antriebsstrang, Lenkung und Strukturbauteile in verschiedenen Werkstoffen. Die Qualität der Bauteile, die notwendige Produktivität und die erforderliche Wettbewerbsfähigkeit werden ausschließlich dadurch erreicht, dass sowohl die Maschinen als auch sonstige Produktionsmittel produktspezifisch selbst entwickelt und gefertigt werden.
www.gruener-systemtechnik.de
Enge Entwicklungspartnerschaft
„Bei der Entwicklung von Zerspanungswerkzeugen für solche Bearbeitungsaufgaben arbeitet Grüner schon seit Jahrzehnten eng mit uns zusammen“, betont Klaus-Dieter Reichersdörfer, Technischer Berater bei Mapal. Ein Höhepunkt dieser Entwicklungspartnerschaft ist ein Feinbohr-Stufenwerkzeug für die Schlichtbearbeitung eines Hybrid-Getriebegehäuses. Bei einer Länge von 735 mm und einem maximalen Durchmesser von 313,5 mm wiegt dieses Werkzeug 207 kg. Auf seinen 20 Stufen sind insgesamt 80 hochgenau geschliffene PKD-Komponenten angeordnet, 58 Schneiden und 22 Führungsleisten zur Stabilisierung. Alle Schneiden sind austausch- und einstellbar. Zum Schlichtwerkzeug gehört ein ähnliches Schruppwerkzeug, das allerdings nicht justierbar und somit einfacher aufgebaut ist.
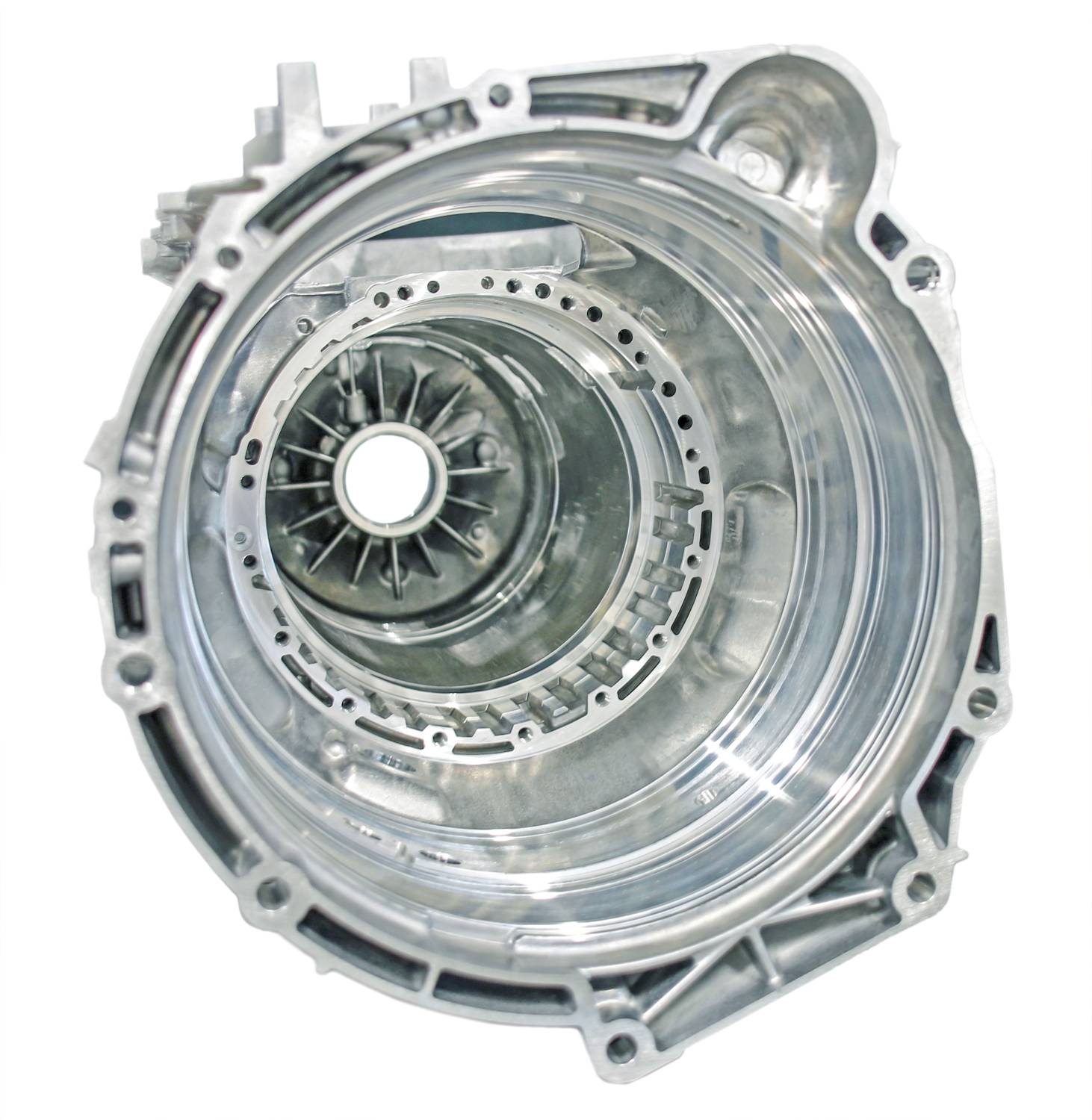
Blick ins Innere des Getriebegehäuses für ein Hybridfahrzeug mit zahlreichen koaxialen Übergängen, Passungen und definierten Fasen.
Instandhaltung „entscheidende Stellgröße“
„Bei einem derart komplexen Werkzeug ist die Instandhaltung ein sehr wichtiger Faktor“, weiß Werner Hanusch, Leiter Einstellraum des Werks in Merklingen, aus Erfahrung. Auf den einzelnen Stufen sind über den Umfang zumeist jeweils drei identisch geschliffene Schneiden angeordnet, die über Stellschrauben in unterschiedlichen Richtungen beziehungsweise Winkeln verstellt werden können. Je nach Aufgabenstellung haben sie unterschiedliche Formen: von der einfachen Meißelkontur bis zur anspruchsvollen Freiformgeometrie. Eine Justierung wird immer dann fällig, wenn die Nachmessung der gefertigten Teile mittels 3D-Messsystem zeigt, dass bei einen oder mehreren Maßen die sogenannte Eingriffsgrenze – die noch innerhalb der einzuhaltenden Toleranzgrenze liegt – erreicht oder überschritten wird. Um das komplexe Werkzeug erfolgreich einzustellen, ist eine hohe Qualifikation und zugleich viel Erfahrung und Fingerspitzengefühl gefragt. Die einzelnen Schneiden können über bis zu vier unabhängige Verstellmöglichkeiten für Größen wie radiale Position, Höhe, Neigung oder Spanwinkel eingestellt werden. Zudem müssen alle Schneiden einer Stufe mit großer Genauigkeit exakt gleich ausgerichtet werden.
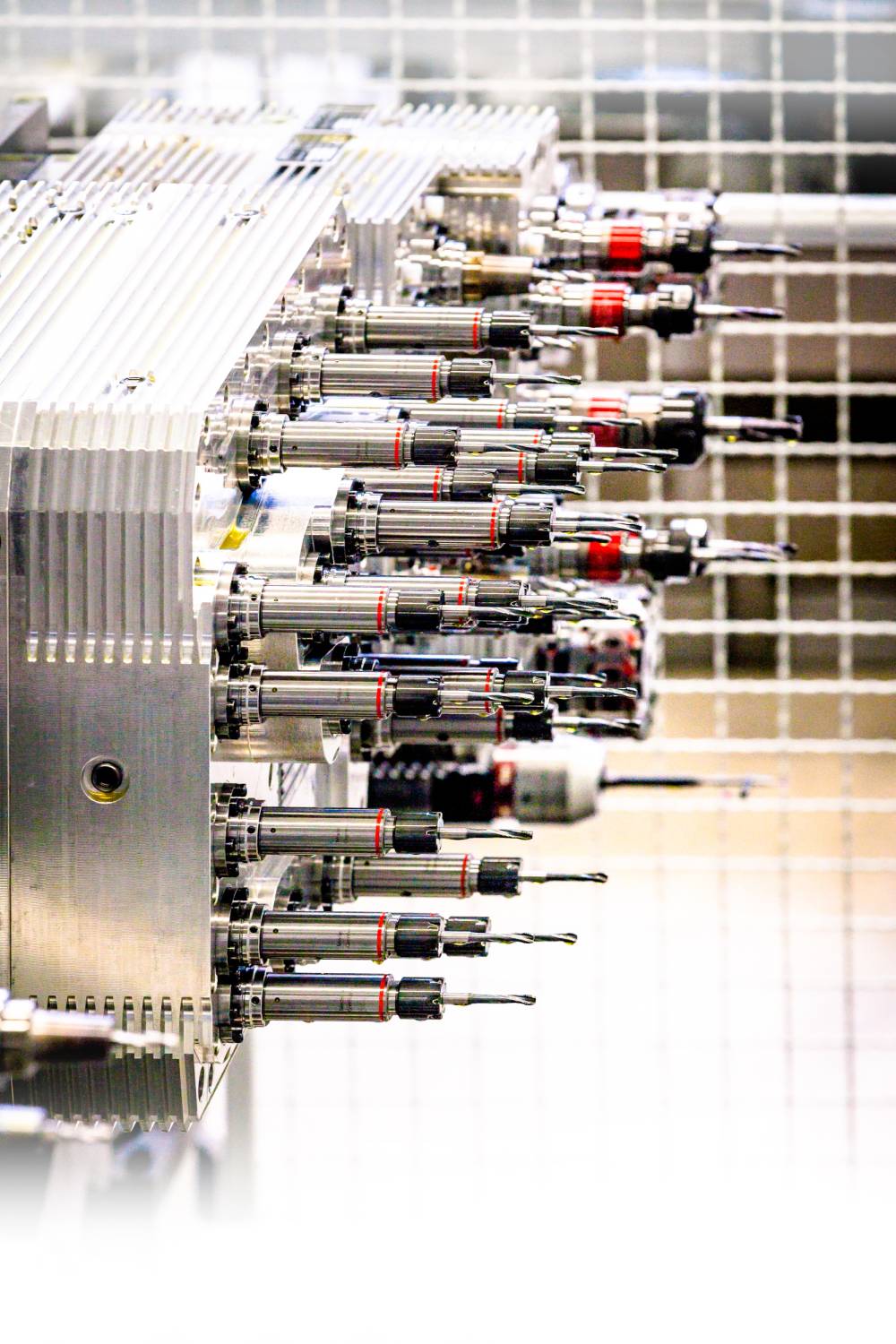
Komplexer Mehrspindel-Bearbeitungskopf für die gleichzeitige Zerspanung von Bohrungen und Passungen in einem Arbeitsgang. (Foto: Grüner)
Ausgefeiltes Messsystem für die Justierung
„Für diese Arbeiten verwenden wir das Einstellgerät UNISET-V von Mapal, das speziell für dieses hohe Werkzeuggewicht ausgelegt wurde“, erläutert Hanusch. In der bei Grüner eingesetzten Ausstattung hat das Gerät zudem zwei Bildschirme. So können sowohl die Grundeinstellungen im Auge behalten als auch zeitgleich bestimmte Details mit erhöhter Auflösung betrachtet werden. Das ist insbesondere bei der Feineinstellung hilfreich. Die wesentlichen Zahlenangaben werden hierbei kontinuierlich auf dem Hauptbildschirm angezeigt. Für jedes Werkzeug muss zunächst ein Mess- und Einstellprogramm erstellt werden. Das UNISET-V wird bei Grüner sowohl für die Grundeinstellung eines neu angelieferten Werkzeugs als auch zum Nachjustieren eingesetzt. Für eine Nachjustierung sind beispielsweise in der Regel ein bis zwei Arbeitsstunden einzuplanen. Fertig eingestellte Werkzeuge werden bis zu ihrem Einsatz im UNIBASE-M Werkzeugausgabesystem von Mapal vorgehalten.

Alleinstellungsmerkmal der Grüner Systemtechnik sind die im eigenen Hause entwickelten und gebauten Bearbeitungszentren, Vorrichtungen und Betriebsmittel. (Foto: Grüner)

Gerade bei den besonders anspruchsvollen Bearbeitungsaufgaben, wie sie bei Grüner zum Alltagsgeschäft gehören, ist ein gutes Zusammenspiel beider Seiten entscheidend für den Erfolg (v.l.n.r.): Klaus-Dieter Reichersdörfer, Mapal, mit Eberhard Lang und Werner Hanusch von Grüner Systemtechnik.
Gemeinsame Messsystem-Entwicklung
„Da wir mit dem derzeitigen Einstellgerät von den Dimensionen der Prüfobjekte her an die Grenze kommen, beteiligen wir uns zusammen mit Mapal an der Entwicklung eines größeren Nachfolgesystems“, berichtet Lang. Diese aus der jahrzehntelangen engen Zusammenarbeit gewachsene Partnerschaft auch bei Entwicklungsprojekten, sei eine wesentliche Grundlage für den eigenen Erfolg. Bei solchen Werkzeugen sei der enge Kontakt der beteiligten Experten elementar, da die Anforderungen an das Werkzeug deutlich über die Angaben in Bauteil- und Werkzeugzeichnung hinausgehen. Gerade bei den besonders anspruchsvollen Bearbeitungsaufgaben, die bei Grüner zum Alltagsgeschäft gehören, sei dieses Zusammenspiel entscheidend für den Erfolg. Denn letztlich hingen die Qualität des Produkts und die Produktivität des Herstellprozesses entscheidend von der Perfektion des Werkzeugs und der Sorgfalt bei seiner Einstellung ab.
Teilen: · · Zur Merkliste