Autodesk PowerMILL: Die richtige Gesamtstrategie macht´s
PowerMILL-Workshop bei Röders: Der rasche Fortschritt der letzten Jahre bei Maschinen, Steuerungen, CAM-Software und Werkzeugen hat wohl kaum ein Bearbeitungsverfahren so beeinflusst wie das Fräsen. Doch nur wenn man alle für den Fräsprozess wichtigen Komponenten und Parameter als System begreift, lässt sich das Maximum für die jeweilige Bearbeitungsaufgabe herausholen. Für Delcam – in Österreich vertreten durch Pimpel – war dies ein Anlass, gemeinsam mit MMC Hitachi Tool Engineering bei Röders, einem Hersteller von hochdynamischen und hochgenauen Fräsmaschinen einen eintägigen Workshop zu veranstalten.
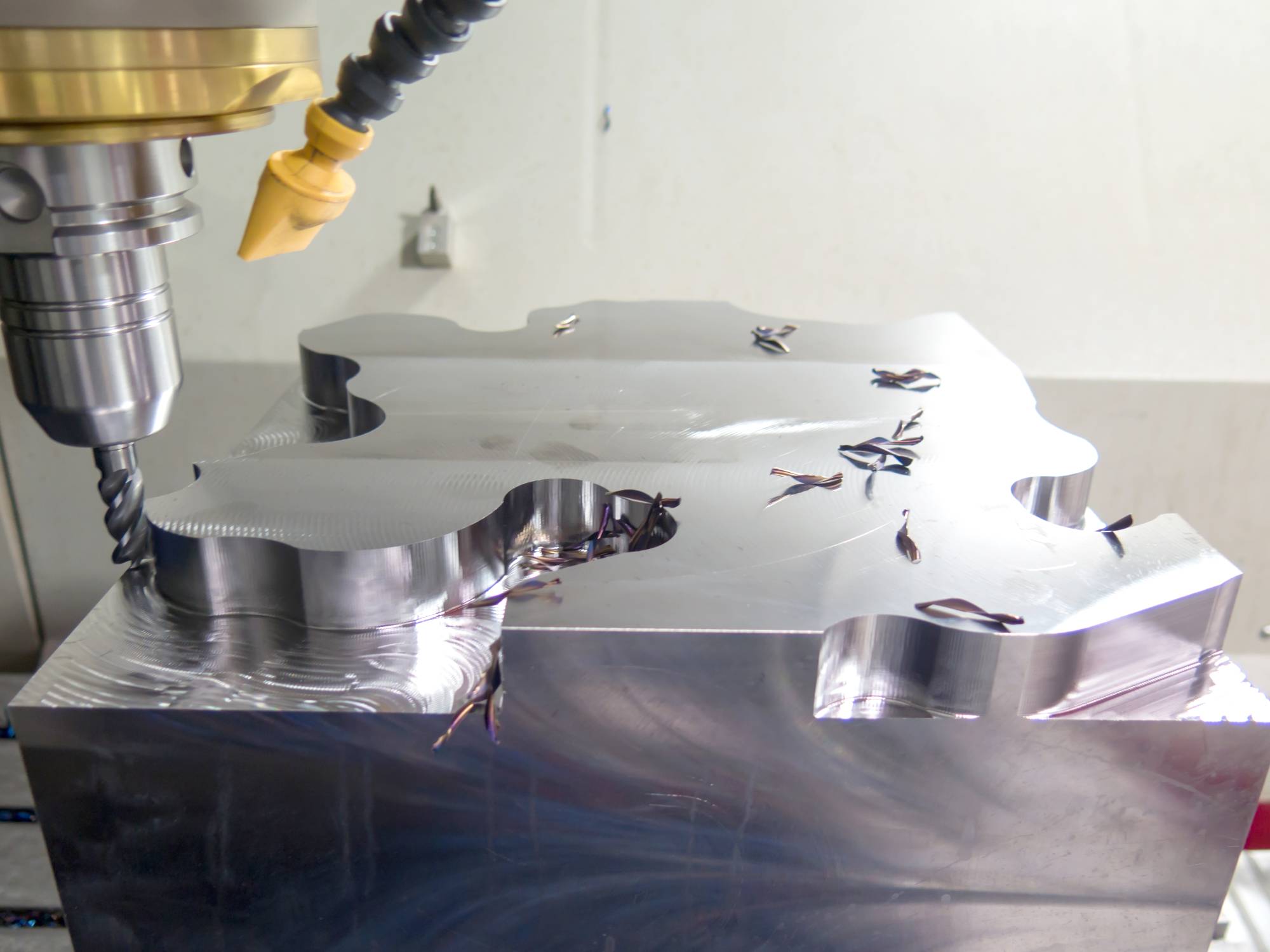
Schruppen in Rekordzeit: Das Vortex-Demoteil aus 1.2312 mit dem VHM-Schaftfräser von MMC Hitachi Tool während der Bearbeitung auf der Röders RXU1400.
Unter dem Motto „Tuning Ihrer Fräsbearbeitung – optimale Abstimmung von Fräsmaschine und -werkzeug sowie CAM-Software“ sollte die Veranstaltung alle Potenziale aufzeigen, die hinter dieser Philosophie stecken – und zwar sowohl beim hochgenauen HSC-Schlichten (High Speed Cutting) als auch beim „Spänemachen“ per HPC (High Performance Cutting), bei dem das Hochleistungsschruppen mit Vortex als Bestandteil von Delcams CAM-Frässoftware PowerMILL im Mittelpunkt stand.
Die Funktionsweise von Delcams Z-Ebenen-Schruppstrategie brachte Tobias Mohaupt von Delcam so auf den Punkt: „Da bei Vortex der Umschlingungswinkel und der Bearbeitungsvorschub über den gesamten Werkzeugweg hinweg kontrolliert gleich bleibt, wird bei größtmöglichen Z-Zustellungen eine konstante Spandicke erzeugt. So kann die im Zerspanungsprozess erzeugte Wärme gleichmäßig und damit optimal abfließen. Mit dem Vortex-Bearbeitungsverfahren sinken die Fräszeiten um bis zu 60 Prozent – sowohl beim Schruppen von Aluminium als auch bei der Hartbearbeitung.“ Vortex fräst hauptsächlich mit VHM-Werkzeugen (Vollhartmetall) unter der Gewährleistung eines äußerst geringen Werkzeugverschleißes.
Auf diesem Gebiet zählen MMC Hitachi Tool-Werkzeuge zu den besten, die am Markt erhältlich sind. Um von der Schruppstrategie maximal zu profitieren, sollten sowohl die Werkzeuge als auch die Bearbeitungsaufgabe bestimmte Voraussetzungen erfüllen, auf die Nick Bergheim von MMC Hitachi Tool Engineering in seinem Vortrag einging: „Vortex spielt seine Vorteile gegenüber den bekannten Strategien wie dem Trochoidalfräsen, vor allem beim Ebenenschruppen von Konturen in 2D und 3D, aus. Also überall dort, wo mit langschneidigen Werkzeugen, hoher Z-Zustellung gefräst werden kann und eine gute Späneabfuhr gewährleistet ist.“
„Im Gegensatz zum klassischen Schruppen mit großen Wendeplattenwerkzeugen wird mit Vortex hochdynamisch und mit konstanten Schnittkräften gefräst“, sprach Dr. Oliver Gossel von Röders im Workshop den ebenfalls wichtigen Aspekt der richtigen Maschinenauswahl an. Unter diesen Bedingungen hätten Maschinen mit einer hohen Steifigkeit, gepaart mit hoher Dynamik (Beschleunigung, Ruck), sowie eventuell einer an Schnittkraft und -moment angepassten Spindel, klare Vorteile.
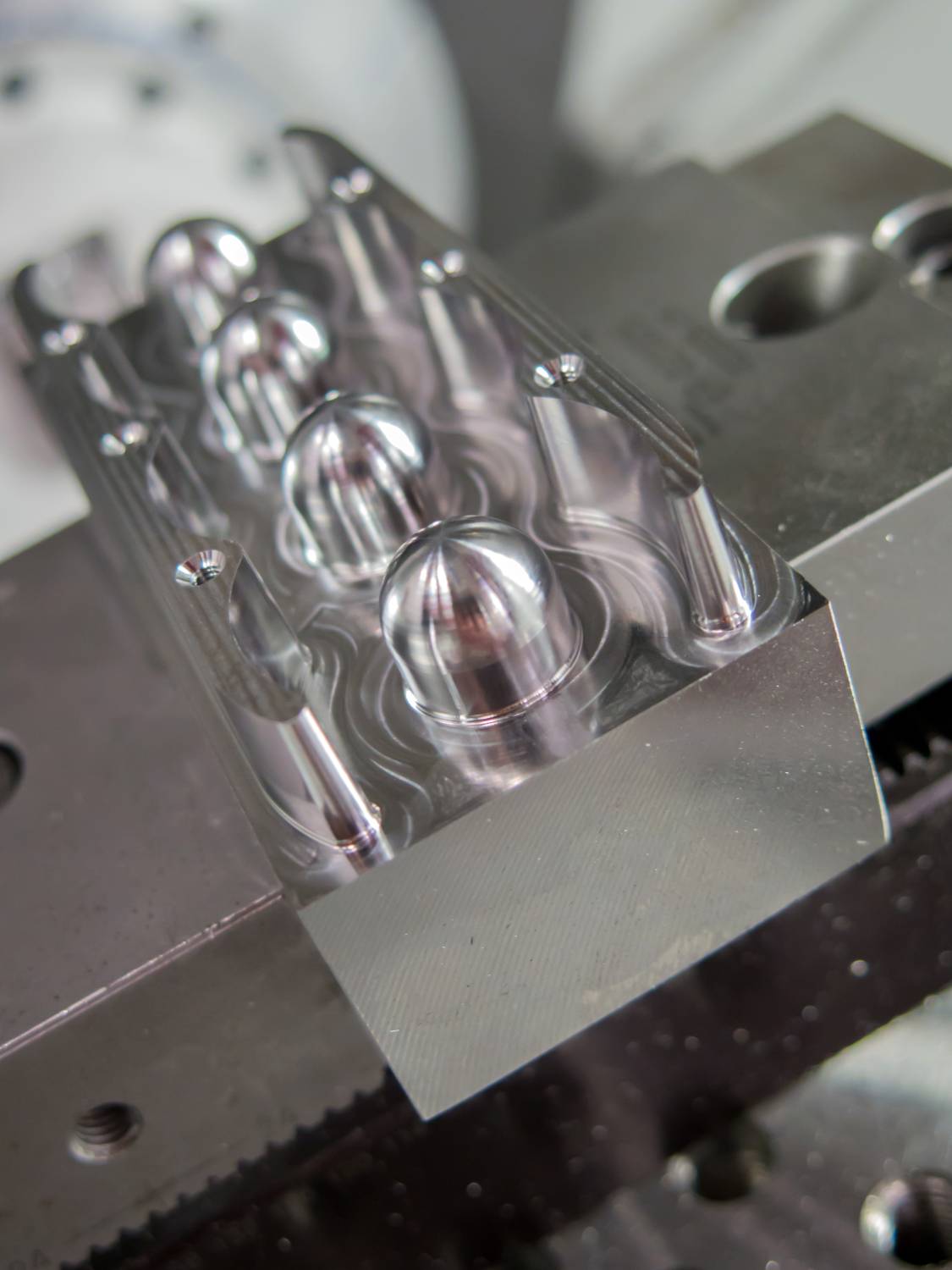
Das zweite Demoteil aus Toolox 44, das vom Schruppen bis zum Schlichten auf der RXP601DS mit verschiedenen MMC Hitachi Tool -Werkzeugen und PowerMILL-Strategien komplett bearbeitet wurde.
In Rekordzeit aus dem Vollen
Im Mittelpunkt des Workshops standen neben Vortex und den ausgefeilten Schlichtstrategien von PowerMILL auch die VHM-Fräswerkzeuge von MMC Hitachi Tool, die speziell für hohe Schruppleistung ausgelegte RXU1400 sowie die 5-achsige HSC-Maschine RXP601DS, beide von Röders.
Unter Berücksichtigung von Parametern wie Maschinenkinematik und Steuerung, Werkzeugtyp und -last, Drehzahl und Vorschübe war zuvor ein spezielles Demo-Werkstück aus Werkzeugstahl 1.2312 in Vortex programmiert worden. Vor den Teilnehmern wurde dies auf der RXU1400 nun mit einem 12-Millimeter-Schaftfräser (MMC Hitachi Tool EPSM-4120-36-R1.0-W-PN) in Rekordzeit aus dem Vollen gefräst.
Den Abschluss der Veranstaltung bildete die 5-achsige Komplettbearbeitung bis hin zum Feinschlichten eines zweiten Demo-Werkstücks aus der speziellen Stahllegierung Toolox 44. Dabei überzeugten nicht nur die Oberflächen, sozusagen eine Co-Produktion der PowerMILL-Frässtrategien, der MMC Hitachi Tool -VHM-Werkzeuge und der Röders-HSC-Maschine, sondern man konnte auch sehen, wie dynamisch und präzise die ausschließlich mit Direktantrieben ausgerüstete RXP601DS fräst.
Teilen: · · Zur Merkliste