interview
Schnittleistung rauf, Bearbeitungszeit runter
Lösungskompetenz von Scheinecker gewährleistet Produktivitätssteigerung beim Kunden: Hohe Schnittleistungen und geringe Bearbeitungszeiten sind in der Metallbearbeitung wichtige Faktoren für eine wirtschaftliche Fertigung. Um zudem als zerspanender Betrieb konkurrenzfähig zu bleiben, ist eine kontinuierliche Optimierung der Fertigungsprozesse erforderlich. Genau dafür sieht sich die Scheinecker GmbH als Problemlöser und kompetenter Berater, der mit seinen individuell angepassten Werkzeugkonzepten eine effektive sowie prozesssichere Bearbeitung gewährleisten kann und somit zur Produktivitätssteigerung seiner Kunden beiträgt. Im Gespräch: Ing. Norbert Novotny, x-technik mit Mag. Christoph Graul, Geschäftsführer der Scheinecker GmbH

Wir wollen uns auch in Zukunft kontinuierlich weiterentwickeln, um bei unseren Kunden stets die fortschrittlichsten, effektivsten und somit wirtschaftlichsten Lösungen in höchster Qualität präsentieren und implementieren zu können. Mag. Christoph Graul, Geschäftsführer der Scheinecker GmbH

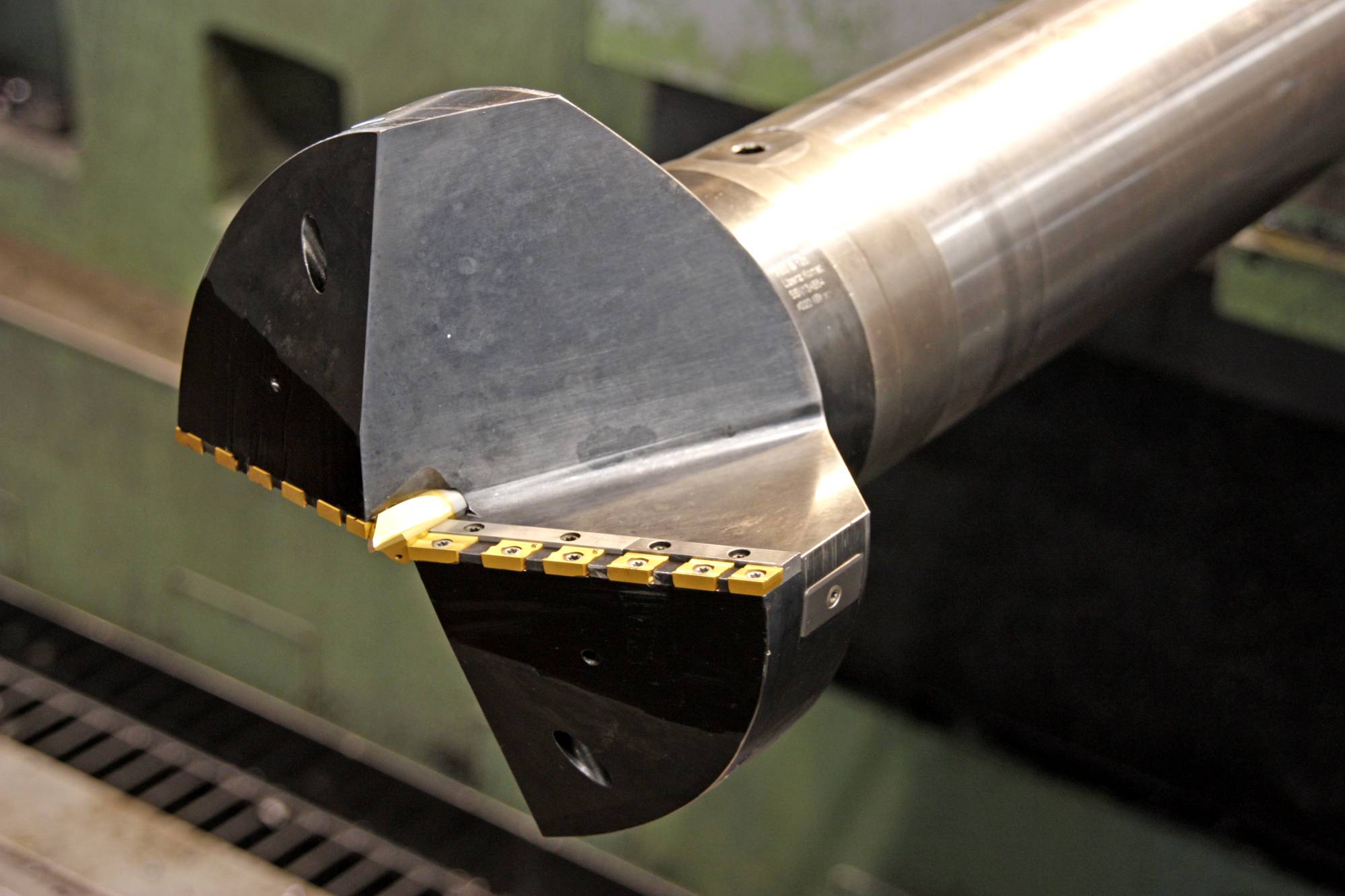
In der voestalpine Giesserei Linz GmbH stand man vor der Aufgabe, in einem 26 Tonnen schweren Gehäuseteil aus vergütetem Stahl insgesamt vier Bohrlöcher mit einem Durchmesser von 220 mm und einer Tiefe von 1.500 mm zu erzeugen. Erst durch ein spezielles Werkzeugkonzept von Hermann Bilz konnte diese komplexe Problemstellung wirtschaftlich gelöst werden. Nun können alle vier Bohrungen prozesssicher mit einer Bestückung hergestellt werden. Noch eindrucksvoller ist sicherlich die erreichte Verbesserung in der B

Mit dem neuen Planfräserkonzept M1200mini hat WIDIA ein Werkzeug entwickelt, das einen absoluten Mehrwert für den Anwender und seine Problemlösungen darstellt.
Wie gehen Sie vor, um komplexe Problemstellungen von Anwendern wirtschaftlich zu lösen bzw. bestehende Bearbeitungsstrategien zu optimieren?
Die eigentliche Herausforderung stellt die Umsetzung detaillierter Aufgabenstellungen der Kunden und die konkrete technische Ausführung dar. Durch unsere Vertriebs- und Anwendungstechniker, die über ein fundiertes Know-how verfügen, sind wir nahe am Kunden und können somit sehr flexibel Hilfestellungen bzw. Lösungen anbieten. Ihre Aufgabe besteht darin, mit dem Kunden vor Ort zu testen und die Möglichkeiten sowie das Maschinenpotential des Kunden auszureizen, um den Einsatz des Werkzeuges zu optimieren.
Die Tests werden komplett dokumentiert und gefilmt. Innerhalb eines Technikerteams werden die erfassten Daten beispielsweise über Bauteilcharakteristik, Material, Spannsituation oder die Werkzeugmaschine analysiert, um in Simulationen eine optimale Lösung für den jeweiligen Anwendungsfall zu finden. Nur so ist es möglich, die Produktivität unserer Kunden noch weiter zu steigern.
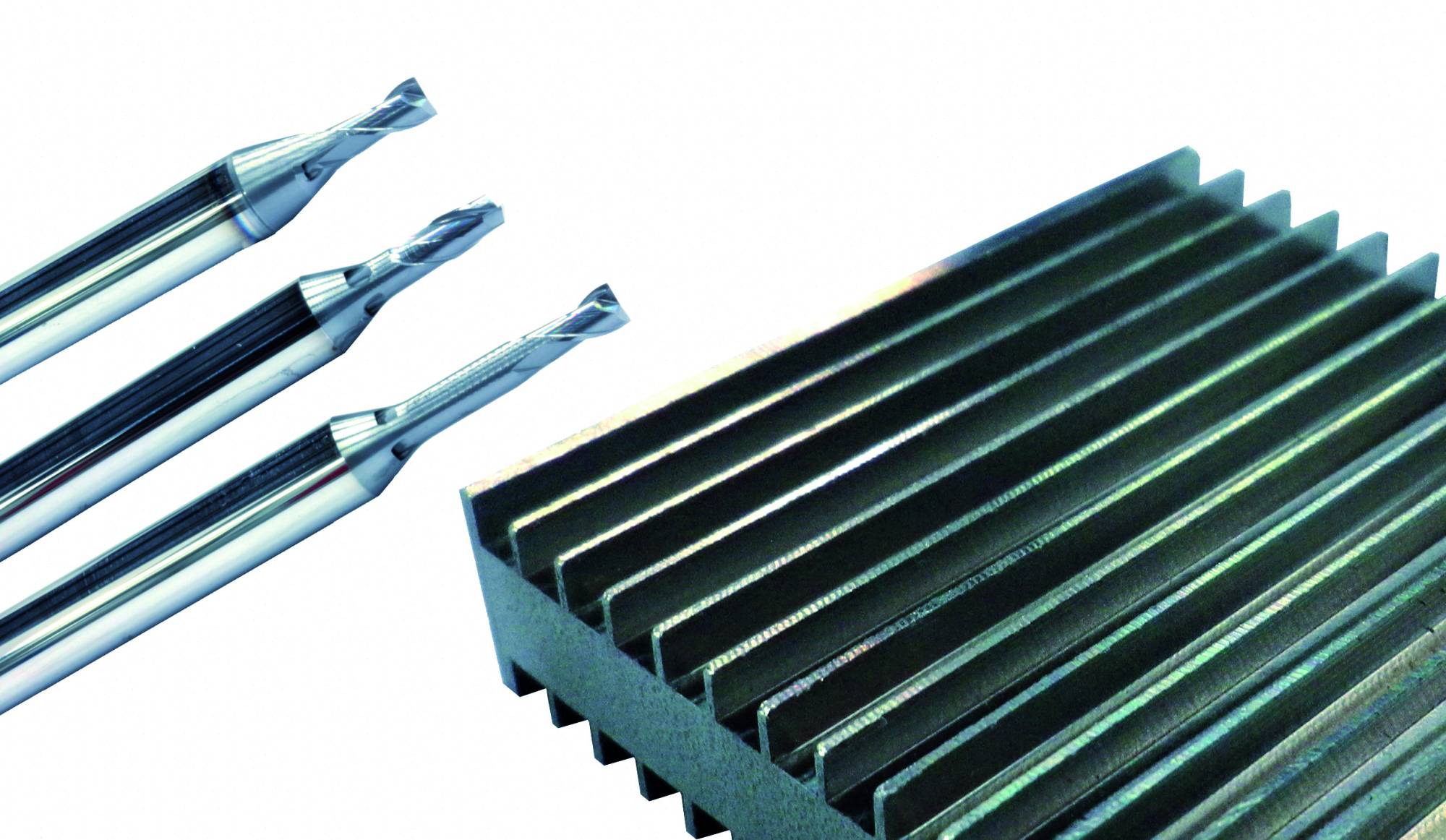
Mikron bietet drei Varianten von CrazyMill Cool für verschiedene, maximale Frästiefen. Der innengekühlte Mikro-Fräser ist speziell für das Fräsen von Nuten, Taschen und Wandungen in rostfreiem Stahl, Titan, Chrom-Kobalt-Legierungen und Superalloys ausgelegt.
Begriffe wie „Ratio-Projekt“ und „Engineering“ gewinnen auch in der Zerspanung immer mehr an Gewicht. Bietet Scheinecker seinen Kunden auch diese Dienstleistungen an?
Diese Frage kann ich mit einem klaren Ja beantworten. Kunden bestehen heutzutage auf technisch sowie wirtschaftlich perfekt aufbereitete Projekte, die in der Praxis letztendlich auch die geforderten Einsparungen erzielen. Wir haben im Hause Scheinecker – auch in enger Zusammenarbeit mit WIDIA – die Möglichkeit, individuelle Ratio-Projekte umzusetzen. Wir erarbeiten intern Zerspanungsvarianten und besprechen mit unseren Kunden intensiv die unterschiedlichen Bearbeitungsstrategien. Die zahlreichen, überaus positiven Kundenreaktionen bestätigen unseren eingeschlagenen Weg.
Durch eine begleitende Schulung und Weiterbildung unserer Mitarbeiter steigern wir permanent unsere Kompetenz und können so auch als sogenannter Händler von Präzisionswerkzeugen als Komplettlösungsanbieter agieren.
Hauptsächlich für die Automobil- und Luftfahrtindustrie stellt Faschang Werkzeugbau in Weng im Innkreis hochwertige Vorrichtungen, Formen und Werkzeuge her. Hoch ist der Anteil der Schrupp-Bearbeitung an der Kalkulation der aus Werkzeugstahl aus dem Vollen gefrästen Teile. Mit den von Scheinecker Wels gelieferten Hochvorschub-Fräsern der Serie WIDIA M370 konnten bei 20 Prozent höheren Standzeiten die Schrupp-Zeiten beinahe halbiert werden.
Als Premium Vertriebspartner von WIDIA konnten Sie einen Teil dazu beitragen, die Marke in Österreich wieder sehr klar zu positionieren. Welche Produkte kann man von WIDIA in Zukunft erwarten?
Vor einiger Zeit habe ich den Ausdruck „WIDIA is back“ formuliert. Genauso ist es. WIDIA hat seine alte Stärke im Substrat und in der Beschichtung, kombiniert mit innovativen Werkzeuglösungen und -auslegungen, wieder erlangt. Und das in kürzester Zeit. WIDIA steht für Qualität, Stabilität und technische Lösungskraft. Das Werkzeug steht dabei immer im Vordergrund.
Als Premium-Partner stehen wir in sehr engem Kontakt mit dem Entwicklungsteam von WIDIA und können uns so aufgrund unserer Erfahrungen aus der Zusammenarbeit mit Anwendern intensiv in die Werkzeugentwicklung einbringen. Das ist wohl für eine Hersteller-Händler-Beziehung aus meiner Sicht einzigartig. Wir sind stolz, diese Position, als einer von wenigen Händlern weltweit, erlangt zu haben.
Die vernetzte Zusammenarbeit mit der Produktentwicklung trägt bereits erste Früchte: WIDIA hat mit seinem neuen Planfräserkonzept M1200mini, den neuen Victory-Drehwendeplatten, den universellen VHM-Bohrer VariDrill (Anm.: Artikel zur Vari-Familie auf Seite XX), dem Rundplattenkonzept M200 und dem Highspeed-WPL-Fräser M370 Werkzeuge entwickelt, die einen absoluten Mehrwert für den Kunden und seine Problemlösungen darstellen. Die VHM-Hanita-Fräserfamilie und das neue Gewindebohrprogramm VariTap runden die aktuellen Neuheiten ab. Zudem bietet WIDIA unter dem Markenbrand „Manchester“ Produkte im Bereich Stechen an, deren Portfolio im Jahr 2014 massiv ausgeweitet wird. Dadurch können wir mit dem Manchester-System zukünftig eine optimale Lösungsplattform zum Thema „Stechen“ bieten.

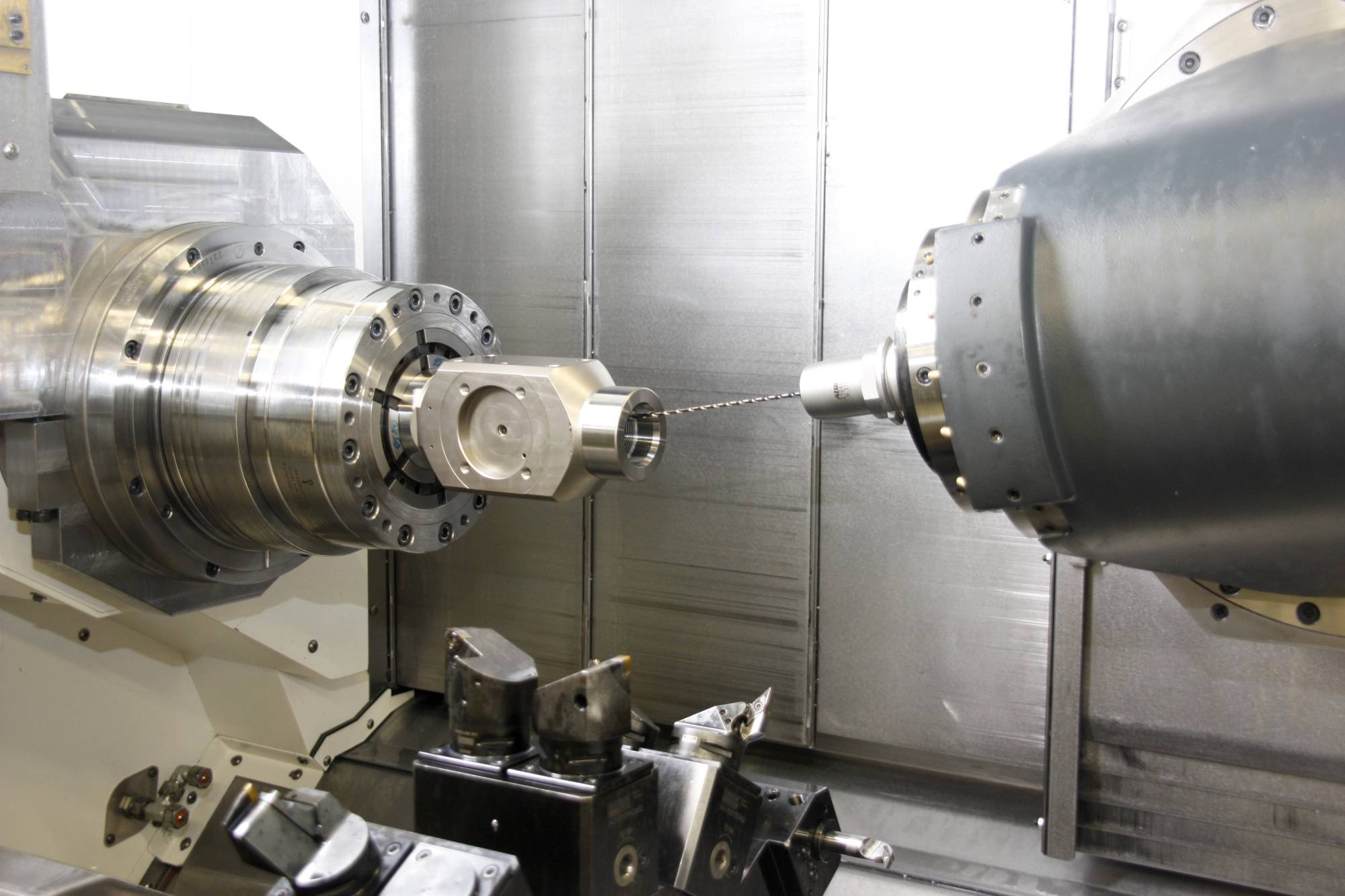
Rechts: Teile wie der Kohlenstaub-Verteilerstern sind sehr bearbeitungsintensiv. Für die radialen Bohrungen kommt der VHM-Bohrer VariDrill von WIDIA zum Einsatz. Er besticht durch stark erhöhte Standzeiten bei Bohren in unterschiedliche Materialien.
Welche Produkthighlights gibt es bei Ihrem Lösungspartner Mikron?
Mikron präsentiert mit der CrazyDrill Flex-Bohrerfamilie und dem CrazyMill Cool, einen innengekühlten Mikro-Fräser für schwer zerspanbare Materialien, zwei Produktinnovationen, die derzeit wohl ein Alleinstellungsmerkmal am Markt aufweisen. Der CrazyDrill Flex, hergestellt aus einer neu entwickelten, hochwertigen Hartmetalllegierung, ist aufgrund seiner besonderen Geometrie extrem flexibel (Anm.: lässt sich um die Hälfte seines Durchmessers „verbiegen“) und bricht deshalb bei der Einwirkung von Querkräften nicht so leicht. Dies bietet Vorteile bei Fluchtungsungenauigkeiten, die vom Bohrer absorbiert werden müssen, ohne dabei dessen Lebensdauer zu verkürzen. Das flexible Mittelstück garantiert nicht nur Elastizität, aufgrund der speziellen Schneidengeometrie und der optimierten Hartmetallauswahl können mit CrazyDrill Flex auch tiefe, und kleinste Löcher bis 50 x Ø schnell, hochpräzise und kosteneffizient auf Bearbeitungszentren gebohrt werden.
Die CrazyMill-Technologie stellt für Mikrowerkzeuge mit integrierter Kühlung einen Quantensprung für die Zerspanung von schwierigen Materialien dar. Wer höchste Ansprüche an die Frästechnologie stellt, erwartet von einem Qualitätsfräser hohe Effizienz, lange Standzeiten und beste Oberflächengüte. Der neue CrazyMill Cool entspricht diesen Anforderungen und übertrifft die bisher möglichen Fräsresultate um ein Vielfaches, besonders bei rostfreiem Stahl, Titan, Chrom-Kobalt-Legierungen und Superalloys. Dank einer speziellen Geometrie und Kühlperformance sowie einer effizienten Späneeliminierung werden Oberflächen in Schleifqualität erzielt. CrazyMill Cool erreicht aufgrund hoher Werkzeugzustellung und hohen Schnittgeschwindigkeiten ein extrem hohes Zeitspanvolumen. Dieses garantiert eine bis zu 20-fach höhere Effizienz als mit handelsüblichen Werkzeugen. Die ersten Anwendungen bei Kunden stimmen uns sehr, sehr positiv. Mikron ist ein optimaler Lösungspartner für das Bohren im Kleinstbereich – und jetzt auch für das Fräsen.

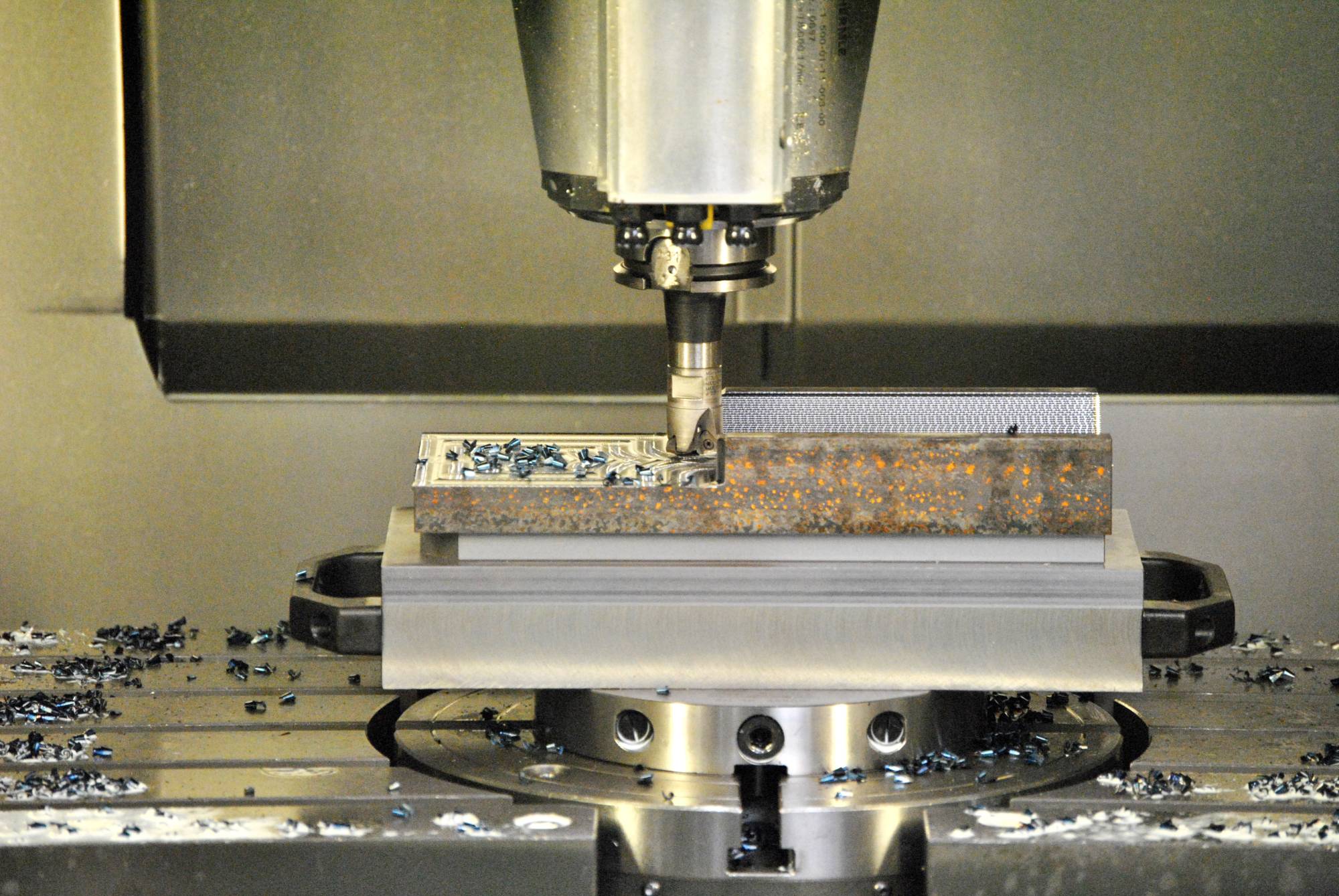
Mit einem Drittel der Wertschöpfung der Kärntner Maschinenfabriken Egger GmbH ist die spanabhebende Bearbeitung eine tragende Säule der Produktion. Die kompetente Beratung durch Scheinecker Wels führte zum weitgehenden Umstieg auf innovative Fräs- und Bohrwerkzeuge von WIDIA. Und zur Reduktion der Bearbeitungszeiten um bis zu 90%. Links: Durch den Einsatz des modularen Bohrers WIDIA Victory TOP DRILL M1 reduziert sich die gesamte Bearbeitungszeit mit Planfräsen, Bohren und Senken beispielsweise eines Lage
Und bei Ihrem langjährigen Partner Hermann Bilz?
Hermann Bilz bietet mit dem modularen KSB-Bohrsystem individuelle WPL-Bohrlösungen im Standarddurchmesserbereich Ø 39 bis 160 mm, aber auch als Sonderlösung an. Beispielsweise haben wir letztes Jahr einen Bohrer mit Ø 325 mm bei einer Gesamtlänge von 1.600 mm realisiert.
Eine weitere hochinteressante Lösung ist PreciCut, ein verstellbares System zum Aufbohren und Reiben in einem Arbeitsgang. Die Oberflächenqualität und die Funktionalität sind einfach perfekt.
In der Abteilung Musterbau bei Robert Bosch AG in Hallein wird die Machbarkeit neuer Komponenten eruiert und bis zur Serienreife optimiert. Durch die Crazy Drill Cool XL-Bohrer von Mikron Tool konnten dort beim Tieflochbohren die bisher verwendeten Einlippenbohrer ersetzt und somit die Eingriffszeit bei fünf Bohrungen von 10 Minuten und 43 Sekunden auf insgesamt 1 Minute und 8 Sekunden reduziert werden – und das prozesssicher mit ausgezeichneten Standzeiten. Das entspricht einem Zeitgewinn von über 10 Minut
Mit welchen Highlights der Zerspanung aus dem Hause Scheinecker können wir im Jahr 2014 rechnen?
Im Bereich der Sonderwerkzeugfertigung haben wir wieder massiv in den Maschinenpark investiert und neue Produkte entwickelt. Wir sind in Österreich Premium-Vertriebspartner von WIDIA, exklusiver Lösungspartner von Mikron, Hermann Bilz sowie Hahnreiter und entwickeln unsere Eigenmarke SEH konsequent weiter. Wir sind sicher, dass uns durch die Eigenmarke SEH Präzisionswerkzeuge eine optimale Ergänzung und Erweiterung im VHM-Bohren und Fräsen zum bestehenden Zerspanungssortiment gelungen ist. Die Neuheiten von SEH werden wir neben den Highlights unserer Partner auf der nächsten Intertool zeigen.
Die Basis für 2014 ist mit unseren Werkzeugkonzepten in Kombination mit Ratio-Projekten somit gelegt. Doch was sind die tollsten Werkzeuglösungen ohne hochmotivierte Mitarbeiter. Egal aus welchem Bereich, ob Anwendungstechnik, Verkauf, Fertigung oder Verwaltung – ihnen gebührt das Lob unseres Erfolges. Doch wir wollen uns auch in Zukunft kontinuierlich weiterentwickeln, um bei unseren Kunden stets die fortschrittlichsten, effektivsten und somit wirtschaftlichsten Lösungen in höchster Qualität präsentieren und implementieren zu können.
Teilen: · · Zur Merkliste