Schumacher NUMERIC: Gewindebohren mit modifiziertem Bohrer-Design
Spezial-Gewindewerkzeuge für die Fahrzeugindustrie, den Flugzeugbau, die Energiewirtschaft und den Maschinenbau sind Besonderheiten der Schumacher Precision Tools GmbH, in Österreich durch Metall Kofler vertreten – wie die neueste Entwicklung NUMERIC: ein Gewindebohrer aus PM-Stahl mit modifiziertem Design für das Innengewinde-Schneiden unter Einsatz von synchronisierten Werkzeugantrieben in CNC-Bearbeitungsmaschinen.

Aufgabenstellung der Werkzeugkonstrukteure ist die Einbindung einer reproduzierbaren Schneidkantenpräparation in Fertigungskette komplexer Zerspanungswerkzeuge. Mit einem neuen, Datenbank-orientierten Konstruktionsmodul ToolDesign wurde das Prototyping neuer Werkzeugvarianten erheblich abgekürzt.
Charakteristiken der neuen Werkzeuggeneration
• Stark verbesserte Standzeit durch erhöhte Freiheitsgrade in der Geometrie des Werkzeugs.
• Hohe Schnittgeschwindigkeiten – möglich mit reduzierter Wärmeentwicklung durch diese Spezial-Geometrie.
• Hohe Verschleißbeständigkeit durch den gezielten Einsatz neuer Schneidkanten Präparationsverfahren.
• Einsatz einer optimierten PM-Stahlqualität.
• Einsatz einer Spezial-Hartstoffbeschichtung.
Beim Innengewinde-Schneiden mit Gewindebohrern auf konventionellen Bearbeitungsmaschinen ist der Hauptantrieb der Werkzeuge ungeregelt – d. h. es findet keine Synchronisation zwischen der Dreh- und der Vorschubbewegung zur Erzeugung des Gewindes mit einer definierten Steigung statt. Entsprechend müssen Geometrie-Elemente des Gewindebohrer-Designs die Führung des Werkzeugs übernehmen und – ähnlich einer Schraubenbewegung – die Einhaltung der zu erzeugenden Steigung pro Werkzeugumdrehung während des Schneidprozesses gewährleisten. Dabei werden Werkzeughalter mit axialem Längenausgleich eingesetzt, die das ‚freie‘ Schneiden des Gewindebohrers in axialer Richtung sicherstellen.
Entscheidende Design-Elemente am Gewindebohrer, die bei nichtsynchronisiertem Hauptantrieb die Koordination von Dreh- und Vorschubbewegung übernehmen, sind der Führungsteil mit seinen Ausprägungen in Länge und Freiwinkeln in der Gewindeflanke und im Außendurchmesser. Im Gegensatz zu ungeregelten Hauptantrieben konventioneller Maschinen sind Dreh- und Vorschubbewegung bei numerisch gesteuerten Bearbeitungszentren heutiger Ausprägung für den Prozess des Innengewinde-Schneidens mit Gewindebohrern synchronisiert. Von Bedeutung für den Werkzeugkonstrukteur ist dabei, dass bei diesen CNC-Maschinen der Maschinenantrieb die Koordination von Dreh- und Vorschubbewegung übernimmt (und nicht der Gewindebohrer, wie bei ungeregelten Antrieben).
Diese Synchronisation bietet für den Einsatz der Gewindebohrer Vorteile, die allerdings erst zum Tragen kommen, wenn das Werkzeug konstruktiv bei der Auslegung der Geometrie modifiziert wird. Es gilt bei dem Design, die Reibung zwischen Werkzeug und Werkstück so zu reduzieren, dass steigende Bearbeitungsgeschwindigkeiten bei gleichzeitig steigender Schneidleistung der Gewindewerkzeuge möglich werden.

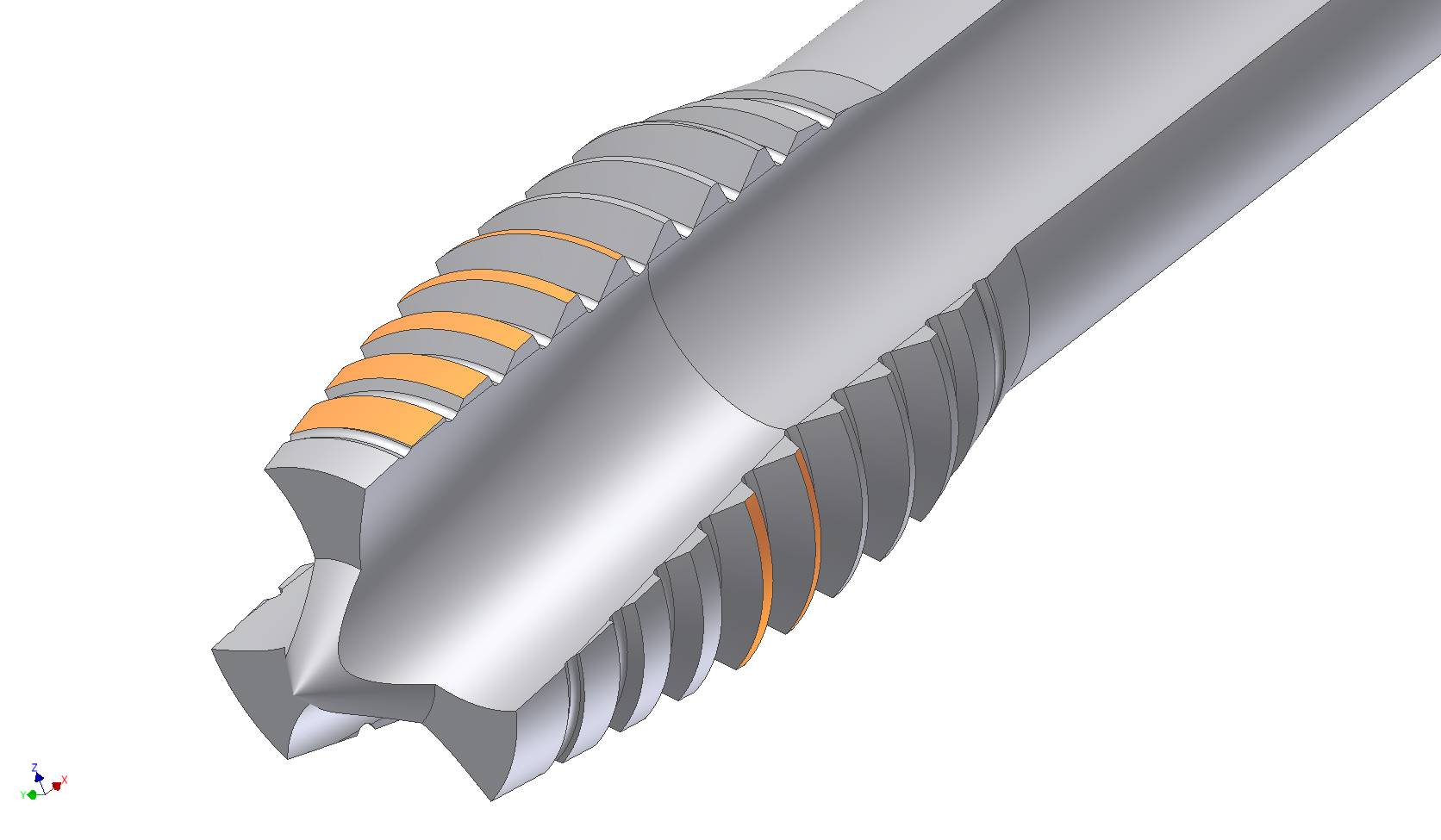
Die neue Gewindebohrer-Line aus PM-Stahl mit modifiziertem Design für das Innengewinde-Schneiden unter Einsatz von synchronisierten Werkzeugantrieben in CNC-Bearbeitungsmaschinen.
Höhere Lebensdauer der Werkzeuge
Als Auswirkung dieser Design-Modifikation sollen sowohl der Reibverschleiß als auch die thermische Belastung am Werkzeug im Prozess reduziert und somit das ‚Tool-Life‘ entscheidend erhöht werden. Unterstützt werden die positiven Auswirkungen bei den Schneidleistungen durch eine geeignete PM-Stahlqualität, eine für diesen Einsatz entwickelte Hartstoffbeschichtung und ein neues Verfahren bei der Schneidkantenpräparation am Gewindebohrer.
Das Ergebnis für die Praxis soll letztendlich die Vermeidung der durch häufigen Werkzeugwechsel verursachten Stillstandzeiten der CNC-Maschinen und eine Erhöhung der Prozesssicherheit durch diese leistungsfähigeren Zerspanungswerkzeuge sein.
Werkzeughalter für Gewindebohrer mit synchronisierten Antrieben
Bezüglich der Werkzeughalter für den Einsatz von Gewindebohrern mit synchronisierten Antrieben ist hier anzumerken, dass an numerisch gesteuerten Maschinen beim Gewindeschneidprozess Synchronisationstoleranzen auftreten – geringe Fehler in der Koordinierung der Dreh- und Vorschubbewegungen. Untersuchungen ergaben, dass diese Toleranzen mit variierenden Geschwindigkeiten im Gewindeschneidprozess und den damit verbundenen Dreh- und Trägheitsmomenten der eingesetzten NC-Achsen zusammenhängen.
Diese kinematische Erscheinung schließt daher den Einsatz starrer Werkzeughalter ohne Längenausgleich aus. Zur Kompensation dieser Synchronisations-Ungenauigkeiten bei CNC-Maschinen wurden durch die Werkzeugindustrie Gewindeschneidfutter mit Minimal-Längenausgleich, deren Einsatz bei geregelten Antrieben unbedingt empfehlenswert ist, entwickelt.
Entsprechend dieser Problemstellung wurde eine neue Gewindebohrer-Generation, die beim Einsatz in numerisch gesteuerten Bearbeitungsmaschinen mit synchronisiertem Werkzeugantrieb stark verbesserte Schneidergebnisse erzielt, entwickelt. Mit einem neuen, Datenbank-orientierten Konstruktionsmodul ToolDesign wurde das Prototyping neuer Werkzeugvarianten erheblich abgekürzt. So wurde – basiert auf digitalen 3D-Modellen – eine neue Werkzeuggeneration entwickelt, die das synchronisierte Gewindeschneiden durch erhöhte Schneidleistungen nennenswert verbessert.
Modifizierte Schneidengeometrie für synchronisierte Werkzeugantriebe
Bei der Neuentwicklung wurden Geometrie-Kombinationen, die eine Minimierung der Reibwiderstände zwischen Werkzeug und Werkstück gewährleisten, gewählt und im Konstruktionsmodul ToolDesign simuliert – und somit höhere Prozessgeschwindigkeiten bei gleichzeitig höheren Standzeiten der Gewindebohrer erreicht.
Wesentlich verändert wurde die Ausprägung der Elemente am Gewindebohrer, die bisher im nicht-synchronisierten Gewindeschneidprozess erforderlich waren. Der im Führungsteil-Bereich des Gewindebohrers reduzierte Reibverschleiß, verbunden mit einer extrem reduzierten Wärmeentwicklung, führte zu den angestrebten Standzeitverbesserungen in dieser Dimension. Modifiziert wurden bis zu zehn Geometrie-Parameter bei den 3D-Modellen der neuen Werkzeug-Generation – unzählige Kombinationsmöglichkeiten konnten im Rahmen der Entwicklung für das Design durch die ToolDesign-Datenbank abgerufen werden. Die neue Gewindebohrer-Linie NUMERIC beinhaltet die optimierte Geometrie-Kombination für die definierten Anforderungen.
Kantenstabilität und Oberflächengüte durch neue Präparationsverfahren
Die Aufgabenstellung der Werkzeugkonstrukteure war und ist die Einbindung einer reproduzierbaren Schneidkantenpräparation in die Fertigungskette komplexer Zerspanungswerkzeuge. Entsprechend hoch sind die Anforderungen an eine Datenbasis, die für die gesamte Bandbreite einer Gewindebohrer-Serie die gezielte Einstellung der Schneidkantengestalt gleichermaßen gewährleistet. Entstanden ist im Rahmen der NUMERIC-Entwicklung ein Regelwerk für die gezielte werkstoff- und schnittwertspezifische Verrundung zur Erhöhung der Schneidkantenstabilität.
Die NUMERIC-Gewindebohrer-Serie wird auch mit einer Spezial-Hartstoff-Beschichtung gefertigt. Hier trägt die definierte Kantenpräparation zur Verbesserung der Schichthaftung durch verringerte Kantenschartigkeit bei. Die Komplexität der im Fertigungsprozess zu präparierenden Gewindebohrer-Schneidkanten stellt dabei eine besondere Herausforderung dar.
Einsatz von PM-Stahlqualitäten als Schneidstoff
Als Schneidstoff bei den Schumacher NUMERIC-Gewindebohrern kommt hochlegierter PM-Stahl zum Einsatz. Die pulvermetallurgisch hergestellten Hochleistungsstähle erreichen sowohl eine hohe Zähigkeit als auch eine hohe Verschleißfestigkeit. Dadurch können hohe Zerspanungsraten sowie hohe und vorhersehbare Standzeiten im CNC-Einsatz erzielt werden.
Die neu entwickelten Gewindebohrer der Serie NUMERIC wurden für Grund- und Durchgangslochbohrungen mit geregelten CNC-Werkzeugantrieben in diversen Materialgruppen untersucht. Die Werkzeuge haben dabei zu nennenswerten Verbesserungen der Zerspanungsleistung gegenüber dem Gewindeschneiden mit Gewindebohrern herkömmlicher Technologie geführt. Entsprechend werden die Neuentwicklungen in die Serienproduktion übernommen und stehen im erweiterten Schumacher Katalogprogramm ab Lager zur Verfügung.
Teilen: · · Zur Merkliste