anwenderreportage
OSG WXS: Gewindefräsen ins Volle bis HRC 65
Zeit- und Kostendruck zwingen den Werkzeugbau, sich kontinuierlich mit innovativen Technologien zu beschäftigen. Das war bei der Böllhoff Elasmo Systems GmbH im österreichischen Schörfling nicht anders. Als Spezialist für die Entwicklung, Konstruktion und Produktion von Bauteilen aus Elastomeren konzentriert man sich deshalb seit geraumer Zeit im hausinternen Werkzeugbau auf die Hartbearbeitung von formgebenden Bauteilen. Bei den passenden Werkzeugen setzt man auf Fräser von OSG.
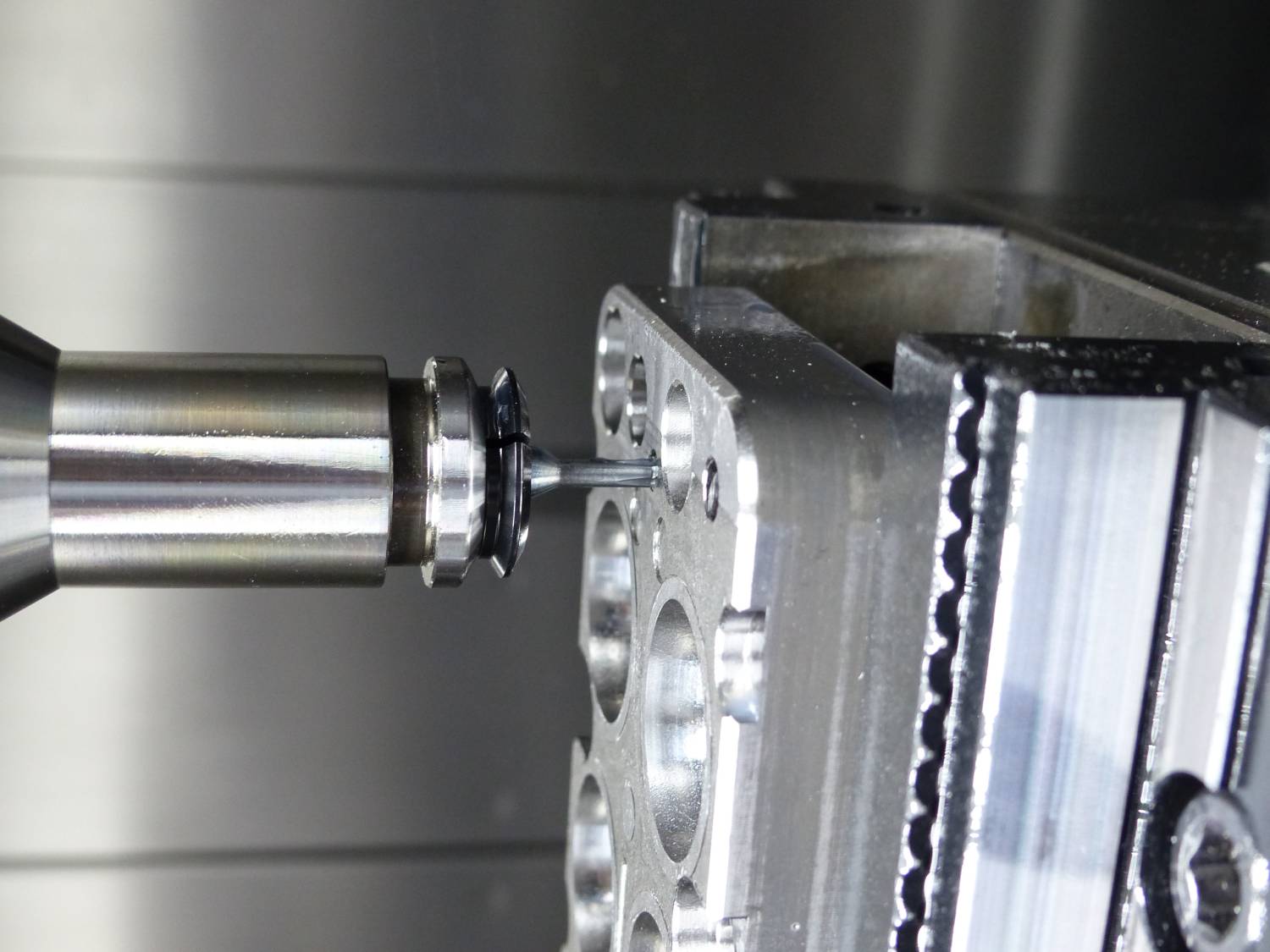
Der OSG-Gewindefräser WH-EM-PCN lief bei Böllhoff Elasmo Systems von Beginn an einwandfrei. Selbst Bauteile mit einer glasähnlichen Beschichtung sind kein Problem.
Interessantes am Rande
Beim Gewindefräsen ins Volle, also ohne Vorbohren, wird von oben nach unten, mit Drehrichtung im Uhrzeigersinn, gefräst. Das Werkzeug ist dabei linksschneidend ausgelegt, um auch hier einen Gleichlauf zu erzielen. OSG hat sowohl die Einzahn- wie Mehrzahn-Gewindefräser speziell für die Hartbearbeitung von 50 HRC bis 65 HRC entwickelt.
Seit 2014 ist die deutsche Böllhoff Gruppe Eigentümer von Elasmo Systems in Schörfling am Attersee. Seither wird der Bereich elastomere Bauteile im Konzernverbund ausgebaut und entsprechend in Forschung und Entwicklung investiert. Möglich wurde es, so Hubert Hutgrabner, verantwortlich für den Werkzeugbau in Schörfling, nur mit entsprechendem Know-how und Qualität: „Bei solch einem Prozess muss einfach alles stimmen. Ohne innovative und zuverlässige Partner sind solche Ziele nicht zu realisieren. Wir beschäftigen uns beispielsweise seit geraumer Zeit mit neuen Technologien und hier vor allem mit dem Hartfräsen von formgebenden Bauteilen bis HRC 60, bei denen die Oberflächengüte einen enorm hohen Stellenwert einnimmt. Deshalb haben wir vermehrt Tests durchgeführt. Die Fräser WXS-CRE von OSG haben uns so überzeugt, dass wir mittlerweile über das komplette Programm dieser Fräser, in jeglicher Ausführung, verfügen.“
Überzeugt haben die Fräser einerseits durch die Standzeit. Andererseits hat man mit diesen Fräsern bei den 3D-Konturen überall das gleiche Aufmaß erreicht. Im Gegensatz zu anderen Fräsern, bei denen beispielsweise Eckradien nicht exakt definiert werden konnten, bewirkt das einheitliche Aufmaß bei den nachfolgenden Schlichtwerkzeugen längere Standzeiten und hochwertige Oberflächengüten. Dieses Produktprogramm war für die Verantwortlichen allerdings auch deshalb interessant, da man beabsichtigte, künftig alle Bauteile ohne Vorbearbeitung aus gehärtetem Stahl zu fertigen. Das WXS-Programm von OSG beinhaltet hier eine enorme Vielfalt hinsichtlich Längen und Durchmesser.
Beim Gewindefräsen ins Volle, also ohne Vorbohren, wird von oben nach unten, mit Drehrichtung im Uhrzeigersinn, gefräst.
Infos zum Anwender
Die Böllhoff Gruppe ist ein Hersteller und Händler von Verbindungselementen und Montagesystemen. Das Sortiment umfasst mehr als 100.000 lagergeführte Artikel, von der DIN Schraube bis hin zu kundenindividuellen Sonderteilen und Systemen. Mit über 3.000 Mitarbeitern ist Böllhoff an 40 Standorten in 24 Ländern weltweit präsent. In Schörfling am Attersee werden Bauteile aus Elastomeren für die Automobilindustrie, die Luftfahrtindustrie und für die allgemeine Industrie entwickelt, konstruiert und gefertigt. Der hauseigene Werkzeugbau ermöglicht ein Höchstmaß an Individualität bei kurzen Lieferzeiten und wettbewerbsfähigen Kosten.
Pro Platte 30 bis 40 Gewinde
Auf Grund dieser durchweg positiven Erfahrungen besuchte das Schörflinger Unternehmen so 2017 auch einen Workshop bei OSG in Göppingen. Vorgestellt wurde hier unter anderem der neue Gewindefräser WH-EM-PCN. Ein Werkzeug, das sofort begeistert hat, denn im Gegensatz zu herkömmlichen Thermoplast-Werkzeugen werden im Bereich Elastomer zahlreiche Gewinde geschnitten. Pro Platte können das bis zu 30 bis 40 Gewinde sein.
Dominik Gach, verantwortlich für die mechanische Fertigung bei Böllhoff Elasmo, kommt dieser neue Gewindefräser von OSG sehr entgegen, denn derzeit gibt es eine neue Zielsetzung: Man beabsichtigt künftig die Herstellung der Werkzeuge inklusive Bestellung und Konstruktion zeitlich zu reduzieren, um so dem Kunden die gewünschten Teile schneller zur Verfügung stellen zu können. Dazu wird es notwendig, auf das externe Härten oder auch das Erodieren zu verzichten. Deshalb sollen in Zukunft formgebende Teile mit Toleranzen von wenigen µm ausschließlich aus gehärteten Stahlblöcken gefertigt werden.
„Dieser Gewindefräser hat uns schon in Göppingen total überzeugt. Wir konnten nicht glauben, dass Gewindefräsen ohne Vorbohren ins Volle funktionieren kann. Deshalb waren wir sofort zu Tests bereit, denn das Bohren und Gewindebohren war für uns ein enormer Aufwand, nicht prozesssicher und es waren zudem mehrere Arbeitsgänge notwendig. Große Probleme hatten wir bislang außerdem bei Bauteilen mit einer glasähnlichen Beschichtung. Die mögen herkömmliche Werkzeuge überhaupt nicht. Aber selbst diese Beschichtung hat der Gewindefräser von OSG problemlos gemeistert“, geht Gach ins Detail.

OSG gilt in Schörfling als innovativer und zuverlässiger Partner. Die Basis dafür schaffte der Fräser WXS-CRE.
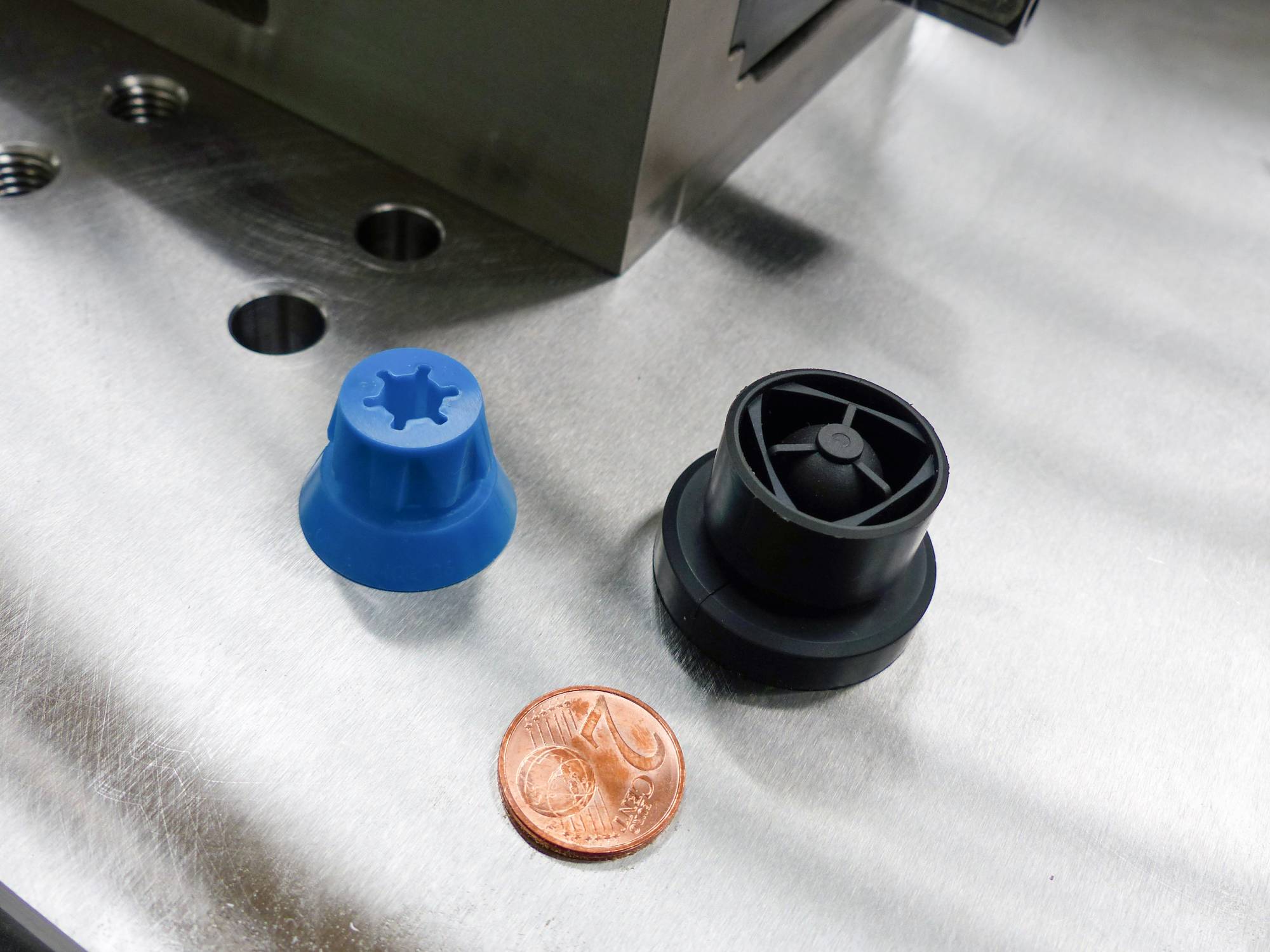
Böllhoff Elasmo Systems ist es gelungen, Elastomere ohne Übertritt, gratfrei zu verspritzen. Bis vor kurzem schien das in der Branche noch als unmöglich.
Hubert Hutgrabner (links), verantwortlich für den Werkzeugbau, und Dominik Gach, verantwortlich für die mechanische Fertigung bei Böllhoff Elasmo: „Um unsere gesetzten Ziele zu erreichen, sind vertrauensvolle und innovative Partner Voraussetzung. OSG wird dieser Philosophie in allen Punkten gerecht.“
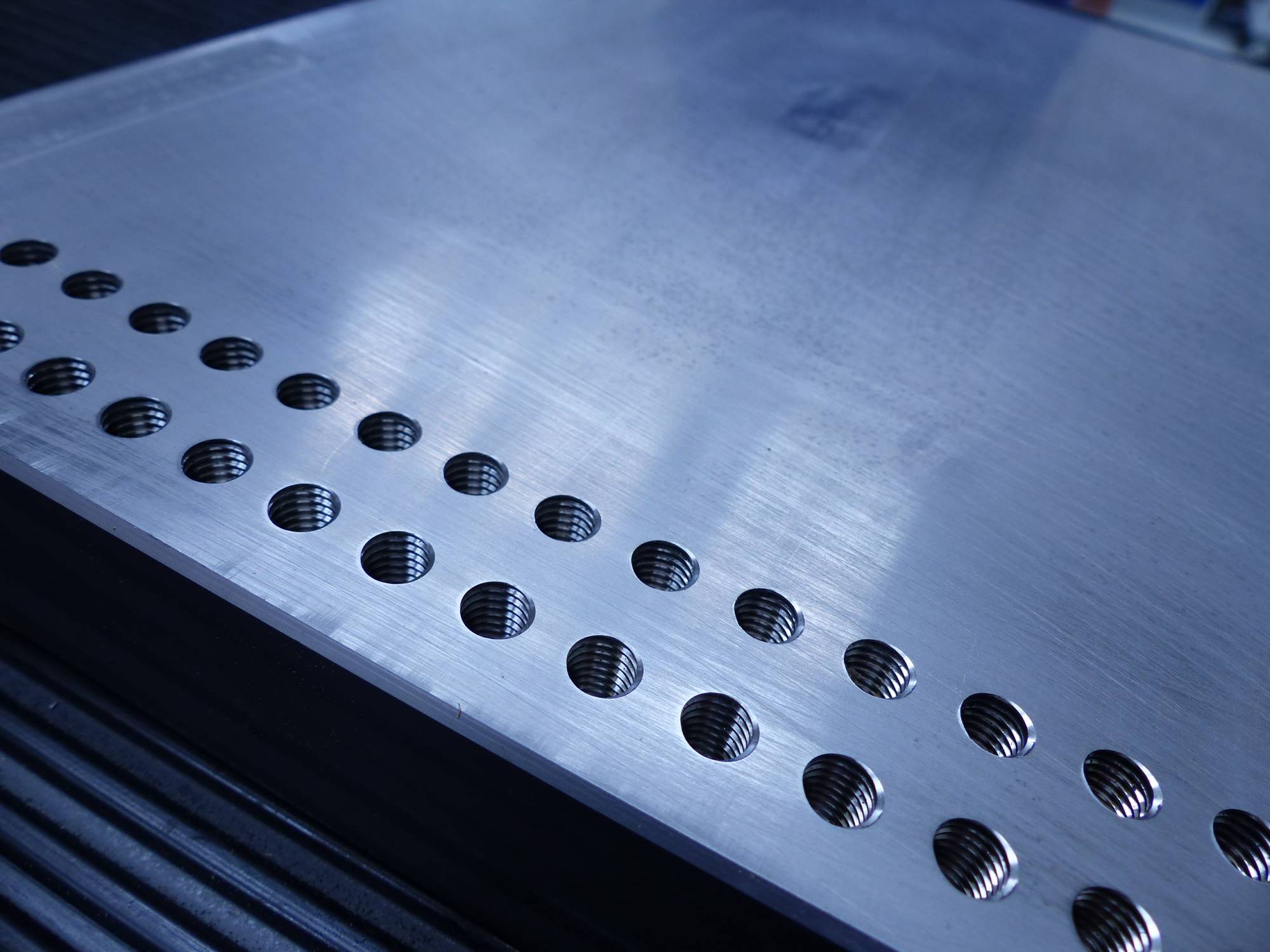
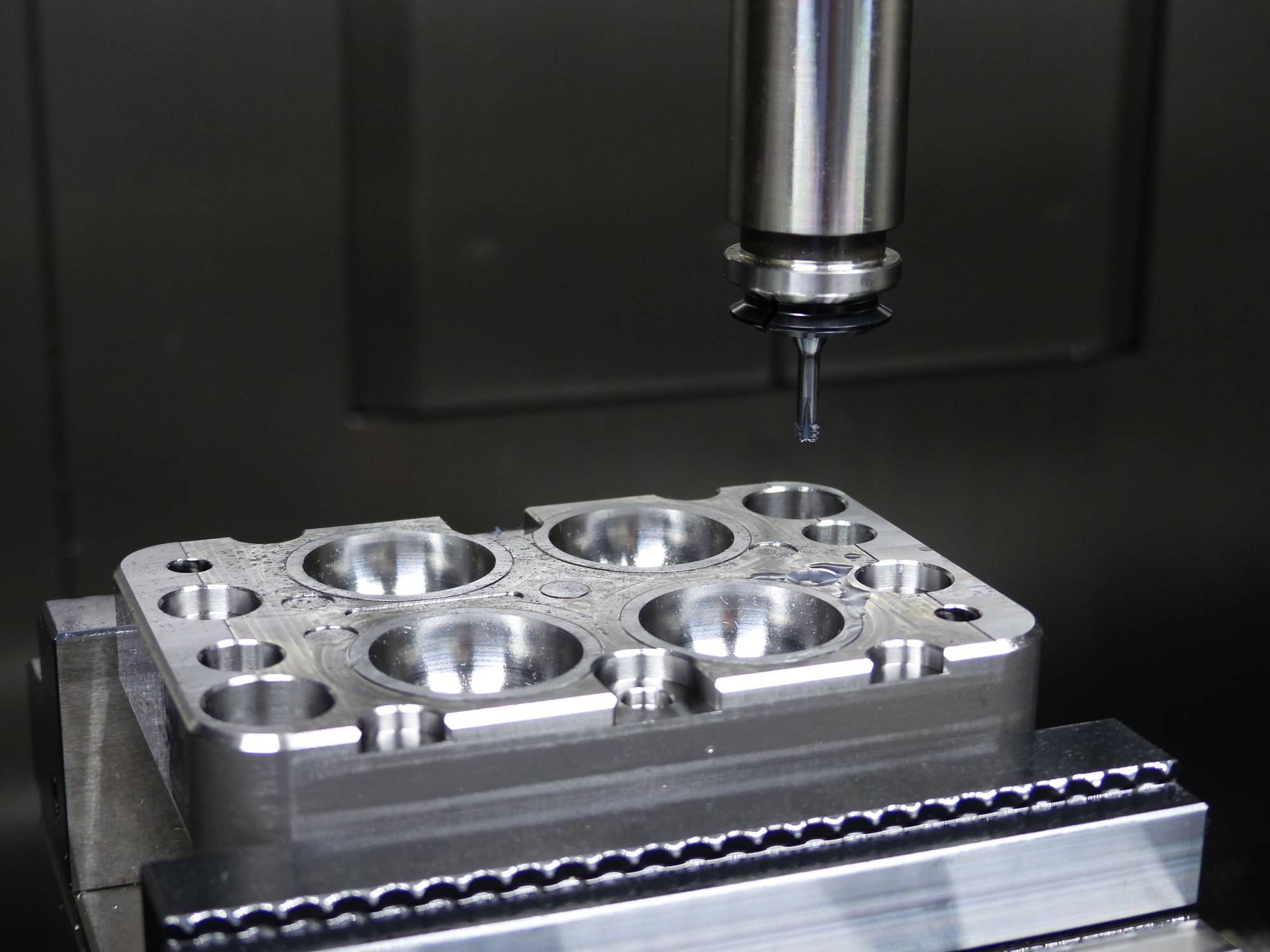
Für den Test hatte man eine Platte aus 1.2379 mit HRC 60 für 40 Gewinde vorbereitet. Danach entschied man sich sehr schnell, in das komplette Programm, von M3 bis M10, zu investieren.

In das komplette Programm investiert
Für den Test hatten Dominik Gach und Kollegen eine Platte aus 1.2379 mit HRC 60 für 40 Gewinde vorbereitet. Der OSG-Gewindefräser lief von Beginn einwandfrei und so entschied man sehr schnell, in das komplette Programm, von M3 bis M10, zu investieren. Dabei spielte die Zeiteinsparung durch das Eliminieren des Bohrens nur eine Nebenrolle. Viel wichtiger waren den Verantwortlichen die Prozesssicherheit bei den kostenintensiven Bauteilen, die reduzierte Lagerhaltung und die vielseitigen Einsatzmöglichkeiten.
Der WH-EM-PCN wird sowohl bei legierten wie unlegierten Stählen als auch bei Aluminium eingesetzt. Mittlerweile sind die Gewindefräser seit sechs Monaten im Einsatz. Auf Grund der unterschiedlichen Werkstoffe lassen sich bislang die Standzeiten zwar nicht exakt definieren aber mit dem M8 sind es bislang sicher schon 80 Gewinde, die problemlos hergestellt wurden. Problemlos aber wohl auch deshalb, weil die Kollegen als relativ junges Team an der Maschine den neuen Gewindefräsern sehr offen gegenüber standen.
Die von OSG angebotene Software ThreadPro zur Erzeugung von NC-Programmen für das Gewindefräsen wurde in Schörfling allerdings nicht benötigt, weil die verwendete 5-Achs-Maschine von Alzmetall über den entsprechenden Zyklus verfügt. Die von OSG parallel dazu erhältliche Gewindelehre DCT dagegen wird derzeit bei Gewinden M8 getestet.
Teilen: · · Zur Merkliste