anwenderreportage
Walter Multiply: Ganzheitliche Betrachtung
Schiess modernisiert die Fertigung mit den Spezialisten von Walter Multiply: Steigende Qualitätsanforderungen sowie eine sich verschärfende Kostensituation veranlassten die Schiess GmbH in Aschersleben die eigene Teilefertigung für das Produktprogramm der Großbearbeitungszentren komplett zu modernisieren. Da eine solche Maßnahme viel Kapazität bindet und technologisches Know-how erfordert, holte das Unternehmen seinen langjährigen Werkzeugpartner Walter mit ins Boot. Autor: Richard Läpple / Freier Redakteur

Frank Merz, Fertigungsleiter bei Schiess (links) und Klaus Kollmann (rechts), Verkaufsleiter Walter Deutschland GmbH.


TC sorgt für kurze Projektzeiten
Walter Multiply ist die Kompetenzmarke der Walter AG für sämtliche Dienstleistungen rund um den Zerspanungsprozess: für die Produktionsplanung, die Produktion selbst, die Werkzeuglogistik bis zur Instandhaltung und für Software. Auf dieser Basis begleitet Walter Multiply auch Schiess beim Neuaufbau der Fertigung.
Ein wichtiger Baustein des Dienstleistungsangebots ist das Technology Center (TC) in Tübingen. Mit seiner modernen Maschinenausstattung bietet es die Möglichkeit, Fertigungsprozesse im Vorfeld zu erproben und einzufahren. Das ist auch für Schiess geschehen. „Die im TC vollständig ausgearbeiteten und getesteten Prozesse brauchten wir Vorort in Aschersleben nur noch zu implementieren, das heißt die Maschinen beim Kunden wurden nicht durch Tests blockiert. Mit dieser Vorgehensweise sind wir in der Lage, Projektzeiten und Prozessanlaufkurven sehr kurz zu halten“, so Matthias Angelstein, Manager Technology Walter Multiply.
Die Großbearbeitungszentren von Schiess aus Aschersleben zählen zu den größten Werkzeugmaschinen der Welt. Die Energieindustrie fertigt damit beispielsweise Bauteile für Windkraftanlagen und Wasserturbinen. Ein weiteres Einsatzfeld ist der Schiffsbau. „Der weltweite Jahresbedarf solcher Großmaschinen beträgt etwa 60 bis 80 Stück“, schätzt Fertigungsleiter. So gut wie jede Maschine wird nach Kundenwünschen ausgelegt. Arbeitshöhe, die Abmessungen des Maschinenbetts, verschiedene Bearbeitungsoptionen und andere Dinge orientieren sich immer an den zu fertigenden Produkten. Die Lieferzeit ab Auftragseingang kann bis zu achtzehn Monate betragen.
Leicht nachvollziehbar, dass solche Riesen für viele Dienstjahre angeschafft werden, in denen sie möglichst häufig zum Einsatz kommen sollen. Die Betreiber verlangen daher, neben einer immer höheren Qualität, zunehmend eine flexible Verwendbarkeit – das heißt Optionen für unterschiedliche Einsatzfälle. Diese Marktentwicklung veranlasste Schiess bereits in den 90er Jahren, die Maschinen neu zu konstruieren. Es war daher nur konsequent, auch die Weichen in der Fertigung in Aschersleben entsprechend zu stellen und in aktuelle Fertigungsmittel zu investieren. Auch die Neugestaltung der Hallenlayouts und die Anpassung der internen Logistik wurden in Angriff genommen. Alles in allem ein anspruchsvolles Großprojekt – der Startschuss dafür fiel Ende 2010.


Matthias Angelstein
Manager Technology Walter Multiply
„
Mit Walter Multiply stellen wir die Prozesse unserer Kunden in den Fokus. Statt konventioneller Werkzeugoptimierung nehmen wir Ihren Gesamtprozess unter die Lupe. Von der Beschaffung über die Bereitstellung und den Einsatz bis hin zur Wiederaufbereitung der Werkzeuge – Multiply sichert Ihnen die maximale Produktivität und die Möglichkeit, sich auf Ihre Kernkompetenzen zu konzentrieren.“
Toleranzen mit weniger als 10µm
„Um die richtigen Entscheidungen bei der Anschaffung neuer Bearbeitungsmaschinen zu treffen, nahmen wir zunächst unsere so genannten Präzisionsteile unter die Lupe, darunter beispielsweise Spindeln und Bearbeitungsköpfe“, erinnert sich Frank Merz. Diese Teile bestimmen maßgeblich die Qualität des Endprodukts und repräsentieren damit das Know-how des Herstellers. „Genauso wie ein Uhrmacher von seiner kleinen Drehbank die höchst mögliche Präzision an der Schneide verlangt, verlangen das auch die Betreiber unserer Maschinen. Viele der Präzisionsteile haben Toleranzen unterhalb von 10 µm, trotz ihrer teilweise beachtlichen Abmessungen.“
Eine zuvor durchgeführte Marktanalyse verschaffte Schiess einen Überblick, welche Maschinenoptionen künftig verlangt werden. Daraus lies sich ableiten, welche Präzisionsteile in welcher Ausführung einen Referenzcharakter aufweisen. Der Fertigungsleiter wertete vorhandene Konstruktionen und Arbeitspläne aus, und machte auf diese Weise die Kosten der Einzelprozesse transparent. Viele Werkstücke mussten häufig umgespannt werden, weil Komplettbearbeitungen nicht möglich waren. Werkzeuge bzw. Schnittwerte hinkten dem aktuellen Stand teils weit hinterher. Transport-, Liege- und Rüstzeiten verlängerten die Durchlaufzeiten zusätzlich. „Nach dieser Bestandsaufnahme konnte es nur ein Ziel geben: die häufig zerklüfteten Prozesse möglichst durch Komplettbearbeitungen auf modernen Maschinen zu ersetzen“, so der Fertigungsleiter.

Eine spannungsarm geglühte Frässpindel vor dem Fertigdrehen im Dreh-Fräszentrum. Diese typischen Präzisionsteile erfordern neben Dreh- auch Fräs- und Bohroperationen.

Das Dreh-Fräszentrum erlaubt nach dem Drehen der Frässpindel auch das Fräsen eines Langlochs.

Frank Merz
Leiter Fertigungsbereiche und Sonderprojekte Technik bei Schiess
„Uns gefiel, dass das Angebot von Walter Multiply, das neben Werkzeugen auch sämtliche Begleitprozesse wie die CAM-Programmierung und eine umfangreiche Vorort-Schulung umfasste.“
Walter Multiply fokussiert den Gesamtprozess
Im nächsten Schritt fragte Schiess bei mehreren Herstellern Werkzeugsätze inklusive Zeitstudien für die Referenzbauteile an. Das Unternehmen entschied sich am Ende für das Gesamtpaket von Walter Multiply. „Uns gefiel, dass das Angebot von Walter Multiply neben Werkzeugen auch sämtliche Begleitprozesse wie die CAM-Programmierung und eine umfangreiche Vorort-Schulungen umfasste“, so Frank Merz. „Die Schulungen waren für uns ein wesentlicher Punkt, schließlich wollten wir innerhalb kurzer Zeit auf komplexe Mehrachsbearbeitungen umsteigen.“ „Der Grundgedanke von Walter Multiply, unserer Dienstleistungs-Kompetenzmarke, ist die Betrachtung des Gesamtprozesses. Insofern deckt unser Angebot sämtliche Punkte ab, die mit der Zerspanung zu tun haben und passt damit sehr gut zum Anforderungskatalog von Schiess“, erläutert Klaus Kollmann, zuständiger Verkaufsleiter bei der Walter Deutschland GmbH.
Für die Bearbeitung von Frässpindeln etwa, typische Präzisionsteile mit hauptsächlich Dreh-, aber auch Fräs- und Bohroperationen, schaffte Schiess unter anderem ein Dreh-Fräszentrum des Typs CTX gamma 2000 TC von DMG MORI an. Die Spezialisten von Walter Multiply entwickelten einen neuen Komplettprozess mit um die Hälfte reduzierten Arbeitsschritten. Bei einer exemplarischen Spindel mit 800 mm Länge und einem maximalen Durchmesser von 130 mm aus Vergütungsstahl 30CrMoV9 verkürzte sich die Durchlaufzeit von ca. 70 auf 6 Stunden. Die von Schiess definierte Zielvorstellung von 14 Stunden wurde damit sogar weit unterschritten. In der Hauptsache geht die Zeiteinsparung auf die Komplettbearbeitung zurück. Neben dem Löwenanteil der Drehbearbeitung übernimmt die neue Maschine auch die Fräs- und Bohroperationen. Ein besonders aufwändiger Prozess war früher die Herstellung der Verzahnung. Bedingt durch den Maschinenpark wurde diese komplett geschliffen. Im neuen Prozess erledigt ein Fräser die Vorarbeit. Die Spindel gelangt nach dem Spannungsarmglühen und Nitrieren nur noch zur Finishbearbeitung auf die Schleifmaschine.
Auch nehmen sämtliche Drehprozesse aufgrund des Umstiegs auf den modernen Schneidstoff Tiger•tec® Silver bedeutend weniger Zeit in Anspruch. „Spantiefen von 4 bis 6 mm und Schnittgeschwindigkeiten von 250 bis 300 mm, wie inzwischen möglich, waren mit den alten Drehmaschinen und Werkzeugen nicht denkbar“, blickt der Fertigungsleiter zurück, „... bei den Vorschüben liegen wir heute teilweise um den Faktor 3 höher.“

Auf dem Dreh-Fräszentrum ebenfalls möglich: das Vorfräsen einer Verzahnung.
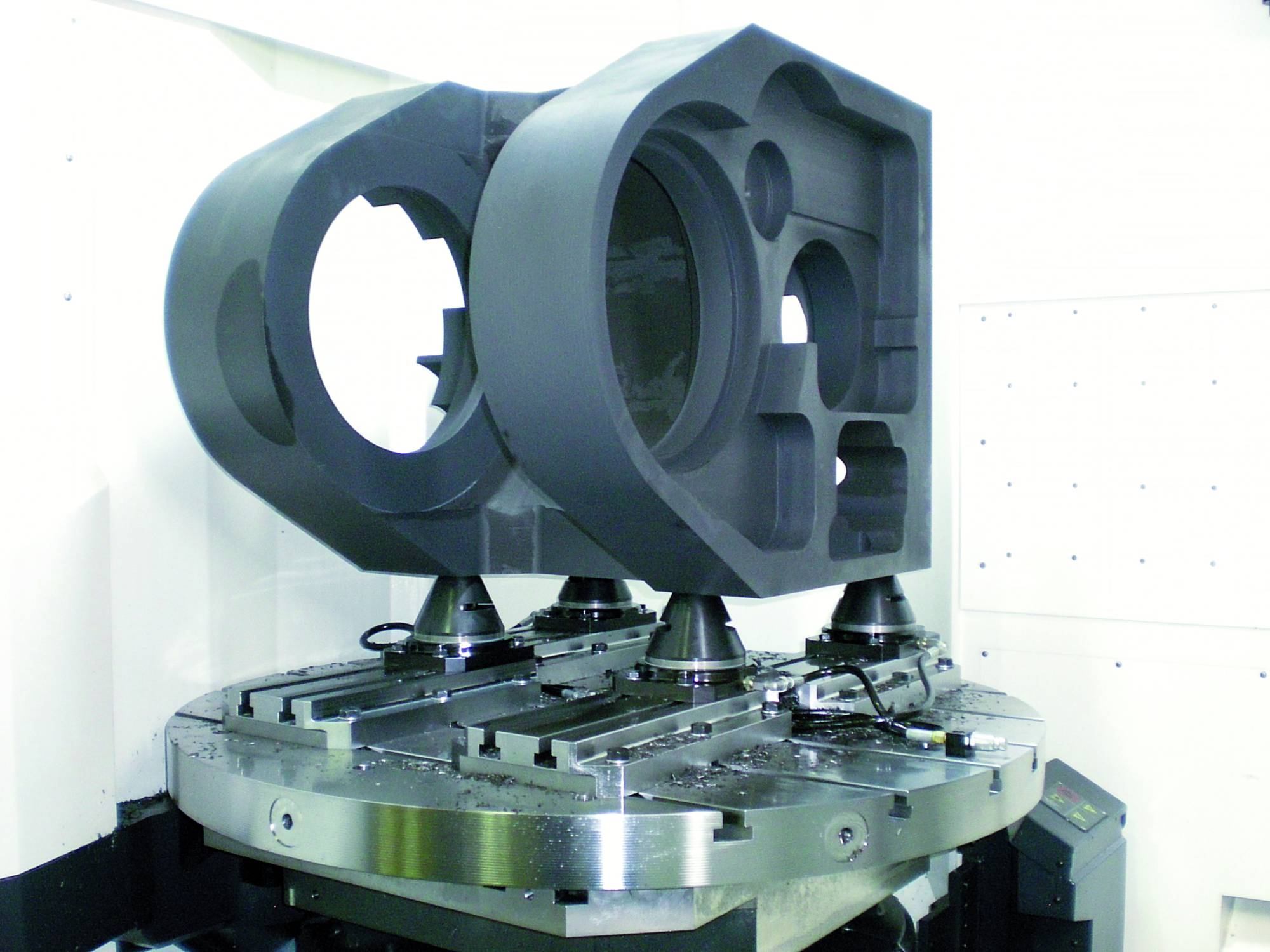
Für die Komplettbearbeitung von Universalfräsköpfen entwickelte Walter ein spezielles Nullpunkt-Spannsystem.


Infos zum Anwender
Die heutige Schiess GmbH in Aschersleben ist nach der Wende aus dem Zusammenschluss der Schiess AG in Düsseldorf und der Werkzeugmaschinenfabrik Aschersleben (WEMA) hervorgegangen. Das Unternehmen blickt auf über 150 Jahre Erfahrung im Bau von Großbearbeitungsmaschinen zurück. Schiess ist seit 2004 hundertprozentige Tochter der Shenyang Machine Tool Group (SYMG), des größten chinesischen Werkzeugmaschinenherstellers. Der Mutterkonzern unterstützte die Großmaschinen-Spezialisten in Aschersleben bei der umfassenden Modernisierung ihrer Fertigung.
Spanntechnik inklusive
Ähnliche Ergebnisse erzielten die Großmaschinenbauer bei Bohr- und Fräsköpfen aus Sphäroguss. Diese werden inzwischen auf einer 5-Achs-BAZ der Typs DMU 125 von DMG MORI bearbeitet. Der alte Prozess nahm für einen Bohrkopf mit den Abmessungen 960 x 980 x 960 mm rund 185 Stunden in Anspruch. Die neue Maschine benötigt nur noch 25 Stunden. „Wir ersetzten Karusselldrehoperationen, die früher auf einer eigens dafür vorgesehenen Maschine durchgeführt wurden, durch Interpolationsdrehen. Diese Technologie ist vielen Zerspanern noch wenig bekannt. Sie setzt aber voraus, dass die Hauptspindel als Drehachse genutzt werden kann und erweitert damit die Möglichkeiten eines Bearbeitungszentrums beträchtlich“, erklärt Matthias Angelstein, Manager Technology Walter Multiply bei Walter. „Auf diese Weise realisieren wir mit einem Sonderwerkzeug Freidrehungen und rückseitige Plandrehprozesse mit 350 bis 680 mm Durchmesser.“ Als Schneidstoff kommt die für die Gussbearbeitung optimierte Tiger•tec® Silver Sorte WKK20S zum Einsatz. Ein so anspruchsvoller Prozess wie das Interpolationsdrehen erfordert eine gewisse Zeit für das Einfahren. Es genügt nicht, eine laufende Fertigung zu unterbrechen und den Schalter umzulegen. Walter erprobt deshalb komplexe Bearbeitungen vor ihrer Einführung in der Regel im Technology Center (TC) in Tübingen. Das ist auch in diesem Falle geschehen.
Doch das NC-Programm ist neben der Maschine erst die halbe Miete. Um die Komplettbearbeitung letztendlich zu ermöglichen, entwickelten die Experten bei Walter noch ein auf die Bohrköpfe zugeschnittenes Spannsystem. Dieses besteht aus einer Rohteil-Spannvorrichtung und einem flexiblen Nullpunkt-Spannsystem für die Fertigbearbeitung nach der zwischenzeitlichen Wärmebehandlung. Das Nullpunkt-Spannsystem erlaubt sowohl eine stehende als auch eine liegende Spannlage, folglich die Bearbeitung aller sechs Seiten der Gabelköpfe. „Die besondere Herausforderung für die Vorrichtungskonstrukteure bestand darin, das Spannsystem für die gesamte Bauteilfamilie auszulegen“, erklärt Angelstein. Schiess fertigt verschiedene Varianten und Baugrößen.
„Mit unseren ersten Referenzteilen haben wir uns zusammen mit Walter eine gute Basis geschaffen, um weitere Bauteile und Prozesse auf ähnliche Weise zu optimieren“, resümiert Frank Merz. Der Fertigungsleiter denkt dabei auch an die Abläufe an der Peripherie, etwa an das Toolmanagement. So mancher AV-Prozess bietet noch Optimierungspotenzial. In Sachen CAM-Programmierung sei der Entscheidungsprozess für das künftige Programmiersystem ebenfalls noch nicht abgeschlossen.
Teilen: · · Zur Merkliste