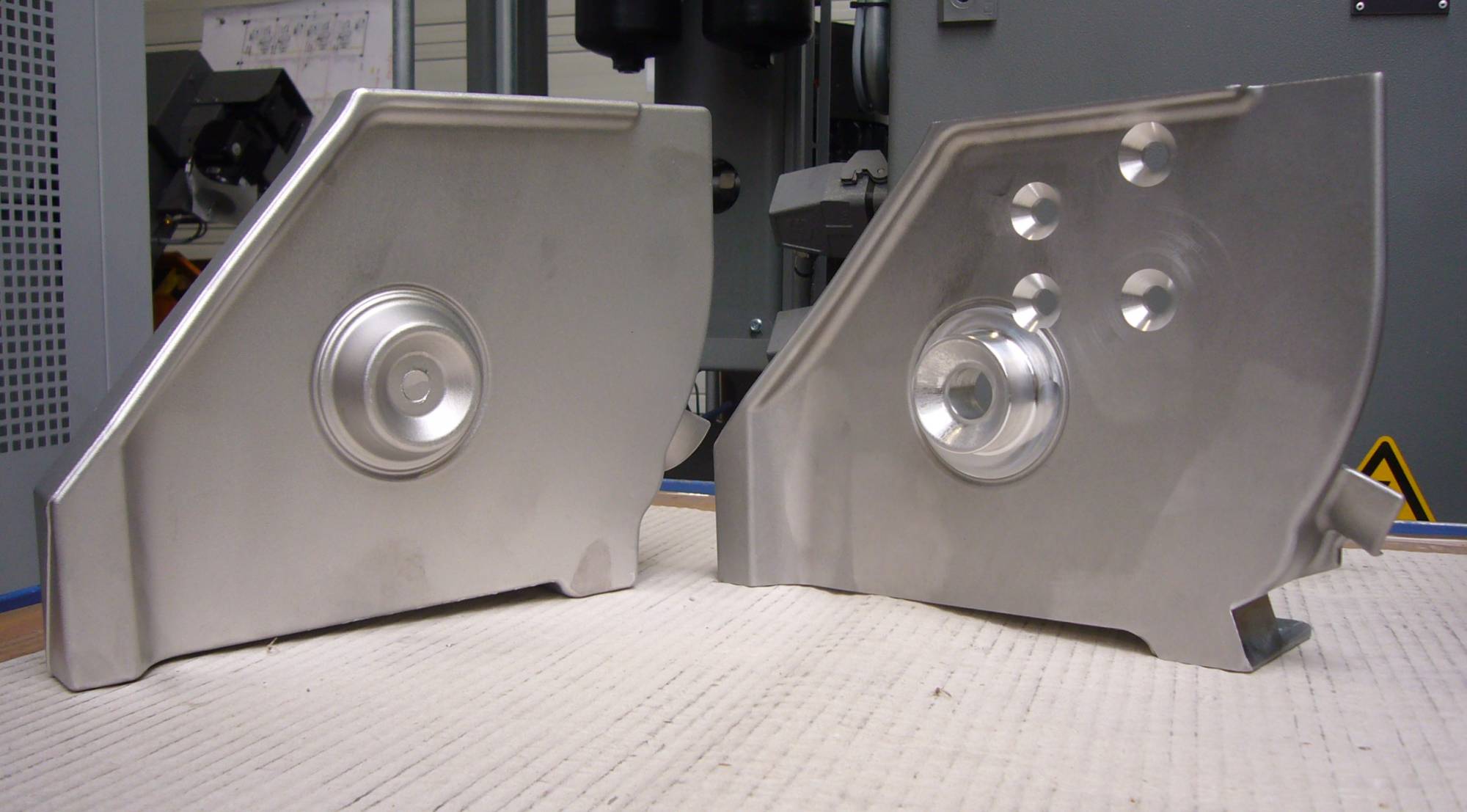
Starrag Group HEC 400: Sicherheitsteile für Motorräder
Heckert Bearbeitungszentren veredeln innovative Aluminiumschmiedeteile: In der im Mai 2012 bezogenen neuen Halle der Aluminiumtechnik Radebeul GmbH arbeiten bereits drei Heckert-Bearbeitungszentren des Typs HEC 400 Dynamic – die vierte HEC 400 Dynamic steht kurz vor der Auslieferung. Die schnelle Investition in Bearbeitungszentren signalisiert die beispielhafte Entwicklung der Radebeuler Aluminiumtechnik.

Das Heckert-Bearbeitungszentrums HEC 400 D im neuen Design.

Stephan Schneider
Geschäftsführender Gesellschafter
„Aufgrund der für uns optimalen technischen Möglichkeiten, einfache Bedienbarkeit, passende Automation und höchster Zuverlässigkeit haben wir uns für die HEC 400 Dynamic entschieden.“
Bis etwa 1990 wurden in Radebeul Schmiedeteile für Hochspannungsarmaturen produziert. Im März 2006 folgte die Gründung der Aluminiumtechnik Radebeul GmbH, in der jetzt Werkzeugbau und die mechanische Bearbeitung der Bauteile bis hin zu Oberflächenveredlungen und Montagen zu Baugruppen erfolgen. Das Team um den Geschäftsführenden Gesellschafter Stephan Schneider und Geschäftsführer Mike Müller hat es in wenigen Jahren geschafft, die Teile auch selbst mechanisch zu bearbeiten und wunschgemäß einbaufertige Präzisions- und sicherheitsrelevante Teile sowie montagefertige Baugruppen nicht nur für die Automotivindustrie zu fertigen.

Das Aufspannen der Rohteile auf die Spanneinrichtungen erfolgt mit voreingestelltem Drehmoment mit Hilfe eines Akkuschraubers.
Konsequente Ausrichtung der Fertigung
Für die Sicherung der Unternehmenszukunft wurden 2006 zwei Grundsatzentscheidungen gefällt: das war erstens die konsequente Ausrichtung der Fertigung von Gesenkschmiedeteilen aus Aluminium und zweitens die Spezialisierung auf kleinere und mittlere Stückzahlen. „Unser spezifisches Know-how, dünnwandige Teile aus Aluminium zu schmieden, haben wir uns mit jedem neuen Auftrag nach und nach selbst erarbeitet“, betont Stephan Schneider, „und wir freuen uns heute, Teile, die zum Teil als Gussteile konstruiert waren, schmieden zu können. Damit haben sich die Umformtechnik und Aluminiumtechnik Radebeul ein Alleinstellungsmerkmal in Europa erarbeitet.“
Geschmiedete Aluminiumteile erreichen im Vergleich zu gegossenen Teilen eine höhere Festigkeit. Letztendlich bedeutet das erhebliche Gewichtseinsparungen. Darüber hinaus ist das Restrisiko beim geschmiedeten Rohteil deutlich kleiner als beim Gussteil. „Beim Schmieden“, hebt Stephan Schneider hervor, „gibt es keine Einschlüsse. Durch eine ausgeklügelte Gestaltung der Gesenkform und der Materialbearbeitung kann man sicherstellen, dass das Werkstück keinen Faltenlauf hat. Diese Technologie bietet damit die beste Voraussetzung, auch sicherheitsrelevante Teile für die Automotivindustrie zu fertigen.“
Fertigten wir anfangs ausschließlich geschmiedete Aluminiumteile für die Automotivindustrie, so beträgt der Anteil unserer Produkte für die Automobilindustrie heute unter 50 %. Die verbleibenden gut 50 % verteilen sich auf 14 andere Branchen. Ohne die rechtzeitige Erweiterung unseres Produktspektrums wären wir in den Krisenjahren 2009 und 2010 nicht über die Runden gekommen.
Zum Produktspektrum gehören unter anderem Bindungen für Tourenskier, spezielle patentierte Feuerwehr-Schlauchkupplungen und andere Teile für Feuerwehrfahrzeuge (im Bild), Teile für den Schaltanlagenbau, Verbinder für Erdkabel oder Armaturen für Kühlaggregate.
Erhöhung der Fertigungstiefe
„Neben der Vergrößerung unseres Produktspektrums“, fügt Stephan Schneider hinzu, „bemühten wir uns, die Wertschöpfung im eigenen Haus zu erhöhen. Unser Ziel war es, auf Kundenwunsch nicht nur Rohteile, sondern auch einbaufertige Teile und vormontierte Baugruppen liefern zu können. So haben wir ab 2007 die mechanische Bearbeitung der Teile angeschoben. Wir kauften drei Bearbeitungszentren und zwei Drehmaschinen. Die drei Bearbeitungszentren bestellten wir bei drei unterschiedlichen Herstellern. Wir wussten, wir brauchen noch mehr, wollten aber im konkreten Fertigungsalltag prüfen, welche Maschine unsere Anforderungen am besten erfüllt und sich am komfortabelsten bedienen lässt, sowie welcher Lieferant den besten und schnellsten Service bietet. Aufgrund dieser Erfahrungen kauften wir noch zwei weitere HEC 400 Dynamic aus Chemnitz. Wir haben diese Maschinen nicht nur schnell bekommen, wir konnten sie auch schnell in den Produktionsprozess eingliedern. So konnte Heckert die erste Maschine der Nachbestellung innerhalb von vier Wochen liefern. Die nächste Maschine haben wir bereits fünf Monate später in Betrieb genommen. Die vierte Maschine gleicher Bauart wird demnächst geliefert und das fünfte Bearbeitungszentrum ist ebenfalls bereits in Planung.“

Insgesamt bearbeiten bereits fünf HEC 400 Dynamic bei der Aluminiumtechnik Radebeul GmbH rund um die Uhr geschmiedete Aluminiumteile.
Verfügbarkeit als wichtiger Faktor
Vielfältige Faktoren nehmen Einfluss auf die Wirtschaftlichkeit eines Fertigungsprozesses. Die Leistungsparameter einer Maschine stehen in der Rangfolge ganz oben. „Die mechanische Fertigung“, so Stephan Schneider, „arbeitet im Drei-Schichtsystem – d. h., die Service-Leistung hat einen entscheidenden Einfluss auf die Verfügbarkeit einer Maschine. Da bietet das zuverlässige Service von Heckert einen ganz wesentlichen Vorteil. Dennoch war es uns wichtig, dass Wartungen und Kleinreparaturen von unseren Mitarbeitern sofort erledigt werden können. Da passte es bestens, dass uns Heckert die Möglichkeit gab, einige unserer Mechatroniker entsprechend ausubilden.“ Darüber hinaus steht allen Kunden eine Heckert-Service-Hotline 24 Stunden am Tag und 7 Tage die Woche zur Verfügung. Darüber können Service-Leistungen und Ersatzteile angefordert werden.
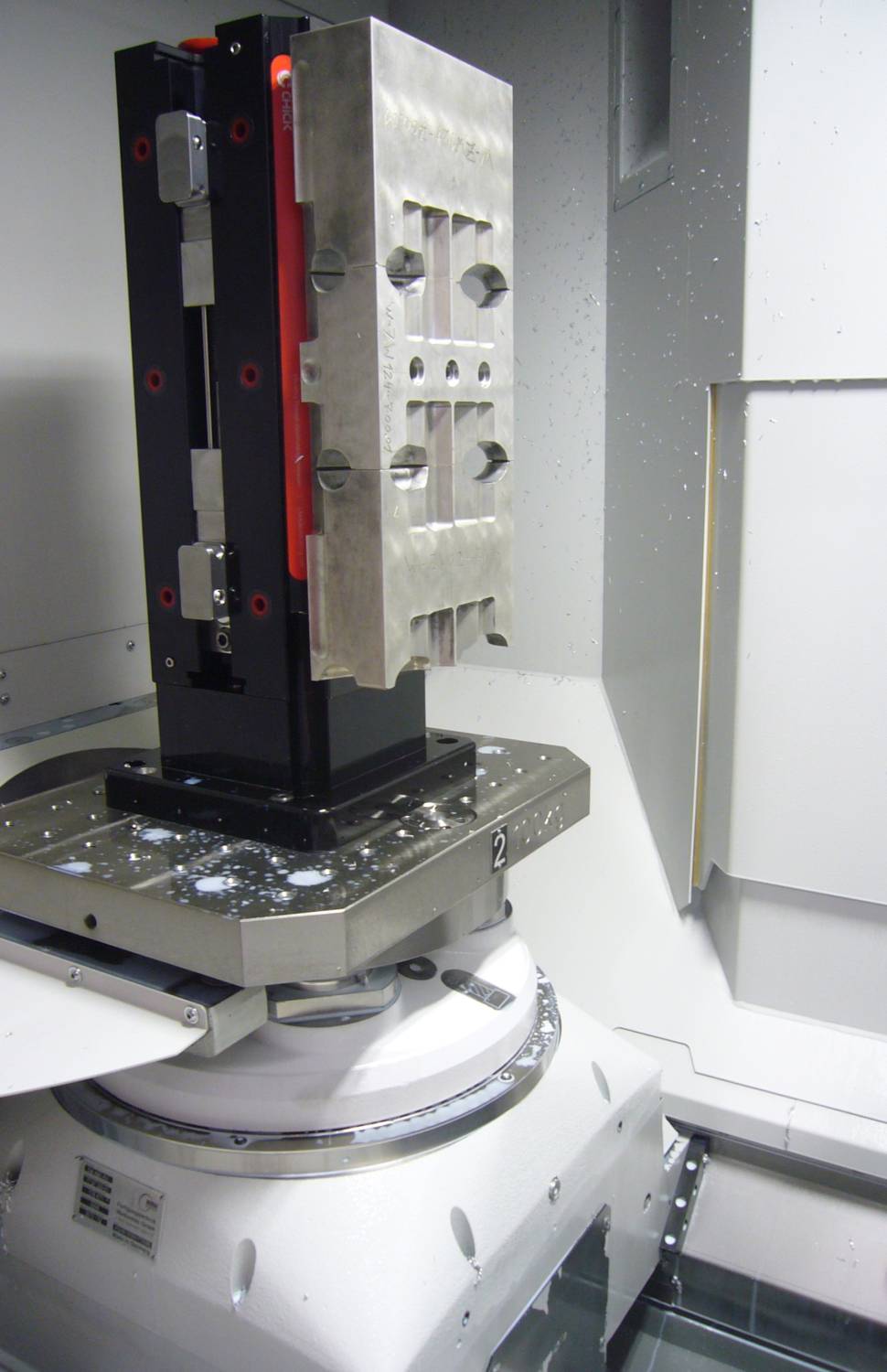
Die HEC 400 D ist mit einem Störkreisdurchmesser von 750 mm und einer Aufspannfläche der Paletten auf dem NC-Drehtisch von 400 x 500 mm ausgestattet.
Wirtschaftliche Fertigung
Wie die hochdynamischen Horizontal-Bearbeitungszentren HEC 400 D individuell an die Fertigungsaufgabe anpassbar sind, zeigen die drei Maschinen in Radebeul: Während die Version für die Leichtmetallbearbeitung in Standardausführung eine Motorspindel mit 15.000 U/min besitzt, verfügt eine der drei HEC 400 D über eine hochdynamische Motorspindel mit 48 kW im S1-Betrieb und einer Drehzahl von 20.000 U/min. Eine Option sind Spindeln mit Drehzahlen von 24.000 U/min.
Zur produktiven Zerspanung tragen die hohen Eilgänge und kurzen Werkzeugwechselzeiten der HEC 400 D bei. Leistungsstarke, digitale AC-Servoantriebe mit vorgespannten Kugelgewindetrieben in allen Linearachsen ermöglichen stufenlose Vorschubgeschwindigkeiten von 0,001 bis 60 m/min bei max. Beschleunigungen von 7 m/s². Der Werkzeugwechsler mit seinem Doppelgreifer realisiert Span-zu-Span-Zeiten mit Werkzeugen bis zu 10 kg Gewicht in nur drei Sekunden.
In der Standardausführung besitzen die Werkzeug-Kettenmagazine 60 Plätze (optional 80) für Werkzeuge mit Durchmessern bis 160 mm, Längen bis 350 mm und Gewichte bis 10 kg – und es werden max. 30 l/min Kühlschmiermittel mit einem Druck von max. 80 bar durch die Spindelmitte bereitgestellt. Da bei Aluminiumbauteilen ein Wärmeeintrag ungewünscht hohe Maßänderungen zur Folge hätte, wird der Schneidbereich zusätzlich durch ein Düsensystem gekühlt. Dazu dient die äußere Kühlmittelzuführung von 50 Liter bei einem Druck von 2 bar.

Während die Version für die Leichtmetallbearbeitung in Standardausführung eine Motorspindel mit 15.000 U/min besitzt, verfügt eine andere HEC 400 D über eine hochdynamische Motorspindel mit 48 kW im S1-Betrieb und einer Drehzahl von 20.000 U/min. Eine Option sind Spindeln mit Drehzahlen von 24.000 U/min.
Keine Maschinenstillstandzeiten
Werkstückhandling und Spannprozesse beeinflussen sowohl die Qualität der Fertigung als auch die Produktivität. Das Auf-, Um- und Abspannen der Werkstücke erfolgt hauptzeitparallel. In der Regel werden die Werkstücke in zwei Aufspannungen an vier Seiten bearbeitet. Die Heckert-Bearbeitungszentren HEC 400 D besitzen einen Palettenwechsler mit jeweils zwei Maschinenpaletten, auf die sich die Werkstücke direkt aufspannen lassen bzw. über Spannvorrichtungen mit den Paletten verbunden werden.
Eine hydraulische Hub- und Schwenkeinrichtung wechselt die Paletten vom Spannplatz- zum NC-Drehtisch im Arbeitsraum und zurück. Der Wechsel von Vorrichtungen und Werkstücken bis zu einer Gesamtmasse von 500 kg erfolgt in nur 8 Sekunden. „Unser Werkzeugbau“, erwähnt Stephan Schneider, „stellt nicht nur die Schmiedegesenke selbst her, sondern auch alle Spannmittel. Das Aufspannen von geschmiedeten, dünnwandigen Aluminiumteilen erfordert viel Erfahrung und Gefühl fürs Material. Deshalb erfolgt auch das Aufspannen der Rohteile auf die Spanneinrichtungen mit voreingestelltem Drehmoment mit Hilfe eines Akkuschraubers. Die Bearbeitung erfolgt in der Regel in zwei Spannlagen. Da die Bearbeitungszeiten einen Bereich von zwei bis 20 Minuten umfassen und fürs Auf- und Abspannen maximal bis zwei Minuten gebraucht werden, entstehen durchs Werkstückhandling in der Regel keine Maschinenstillstandzeiten.“
Abschließend ist der Geschäftsführer zu Recht ein wenig stolz: „In der gesamten Fertigungskette ist es uns gelungen, sicherheitsrelevante Bauteile für Motorräder zu fertigen und zu verkaufen.“
Teilen: · · Zur Merkliste