Schwäbische Werkzeugmaschinen BA 322: Viele Technologien – eine Maschine
Mehrspindlige Bearbeitungszentren reduzieren Aufwand um bis zu 75 Prozent: Schneller, höher, weiter – das gilt in Zeiten von Globalisierung, ständiger Rekordjagd und internationalem Wettbewerb nicht nur für die Leistung des Menschen, sondern auch und vor allem für die der Maschinen. Die Schwäbische Werkzeugmaschinen GmbH hat es sich daher zur Aufgabe gemacht, mit ihren Mehrspindelbearbeitungszentren die Effizienz in der Produktion zu steigern. Die gleichzeitige Bearbeitung von zwei, drei oder sogar vier Werkstücken auf einer Maschine ist für die Großserienproduktion eine Möglichkeit, ihre Prozess- und Durchlaufzeiten zu verringern und so bares Geld einzusparen.

Eine Maschine – viele Technologien: In derselben Zeit, die ein einspindliges Standard-BAZ für ein Teil benötigt, werden auf einer mehrspindligen SW-Maschine bis zu vier Werkstücke gleichzeitig bearbeitet, wodurch sich die Bearbeitungszeit pro Werkstück um rund zwei Drittel reduziert.

Edwin Lück
Leiter Technologieentwicklung bei SW
„In derselben Zeit, die ein einspindliges Standard-BAZ für ein Teil benötigt, werden auf einer SW-Maschine bis zu vier Werkstücke gleichzeitig bearbeitet, wodurch sich die Bearbeitungszeit pro Werkstück um rund zwei Drittel reduziert. Zudem ersetzt ein Mehrspindel-BAZ mehrere Maschinen, was den Energieverbrauch und den Platzbedarf verringert, sodass die Produktivität pro Quadratmeter Hallenfläche höher ausfällt.“
„Die SW-Mehrspindelbearbeitungszentren wurden speziell für die Serienfertigung im Hinblick auf eine kurze Bearbeitungszeit mit bestmöglicher und prozesssicherer Qualität entwickelt. Bearbeitet werden können damit alle Werkstücke aus Aluminium, Magnesium, Titan, Gusseisen, Stahl sowie vielen weiteren Materialien. An solche Zentren werden hohe Anforderungen in Bezug auf eine Komplettbearbeitung eines Werkstücks gestellt“, berichtet Edwin Lück, Leiter Technologieentwicklung bei SW. Deshalb sind alle Maschinen mit einem patentierten Monoblock Qube ausgestattet, der die Grundlage für die Stabilität und Genauigkeit bildet. Der Doppelschwenkträger ermöglicht ein hauptzeitparalleles Be- und Entladen und sorgt mit Direktantriebstechniken in allen Achsen für eine hohe Dynamik in der Werkstückbearbeitung.
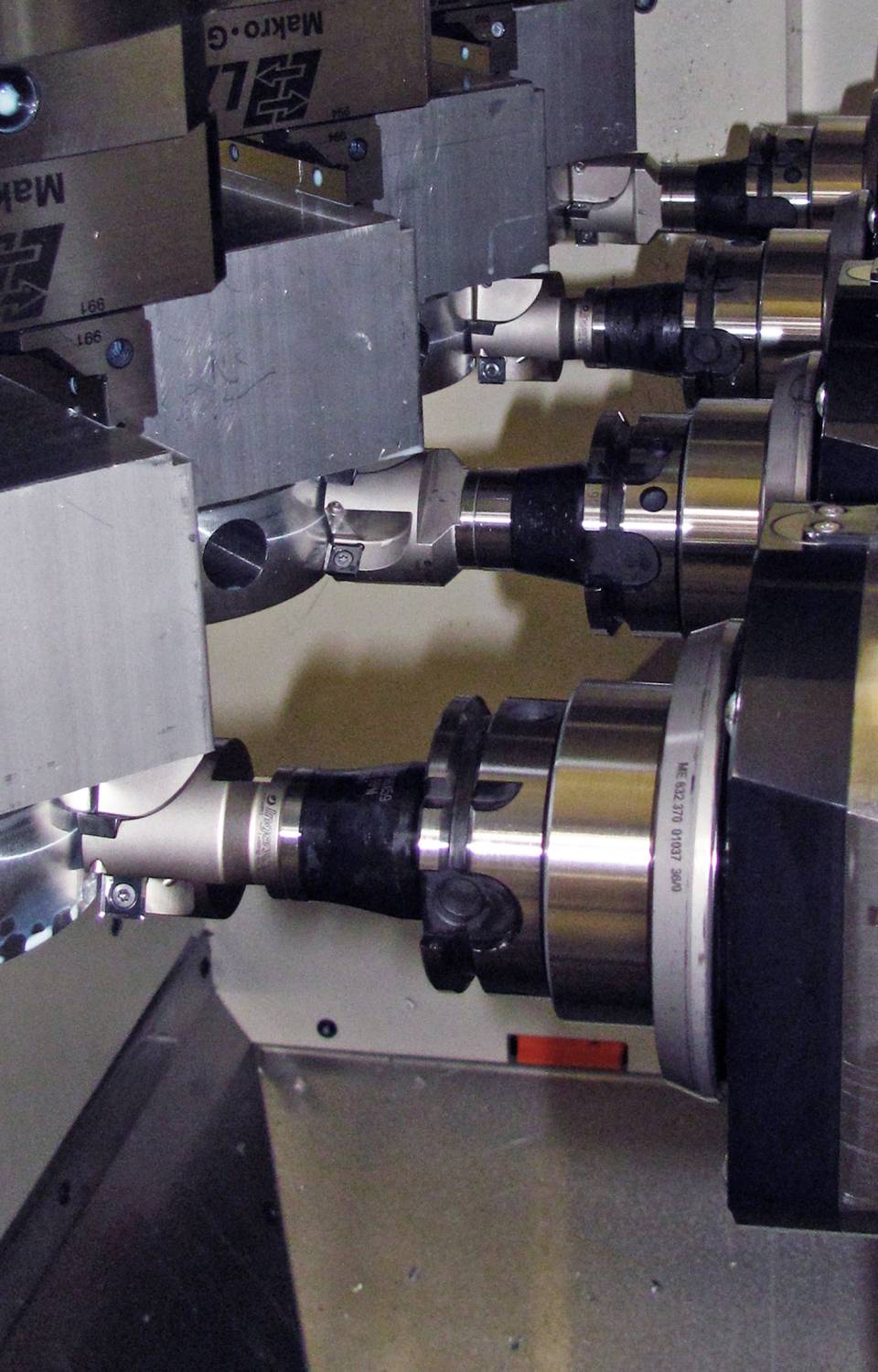
Für die Fertigung eines Pumpengehäuses kann beispielsweise ein Zylinder mittels Drehfräsen auf einem 4-Spindel-BAZ BA W04-42 bearbeitet werden.
Individuelle Zerspanungskonzepte
Je nachdem, welche Anforderungen der Kunde an die Bearbeitung hat, entwickelt die Schwäbische Werkzeugmaschinen GmbH durch die Anwendung beziehungsweise Kombination diverser Technologien ein individuelles Zerspanungskonzept. Bei der jeweiligen Bearbeitung kommen die verschiedensten Verfahren zum Einsatz, die von jedem SW-BAZ, in denen die Arbeitsspindeln horizontal angeordnet sind, sicher angewendet werden können: Standardmäßig zählen dazu Fräsen, Bohren, Aufbohren mit Feinstspindeln und Reiben. Damit ist in manchen Fällen jedoch keine Komplettbearbeitung möglich, weshalb weitere Verfahren ergänzt werden müssen, um einen Bearbeitungsprozess komplett und prozesssicher durchführen zu können. „Grundsätzlich können fast alle Zerspanungsverfahren auf einer SW-Maschine, die in ihrer Dynamik und Genauigkeit explizit dafür entwickelt wurde, angewendet werden“, ergänzt Edwin Lück.
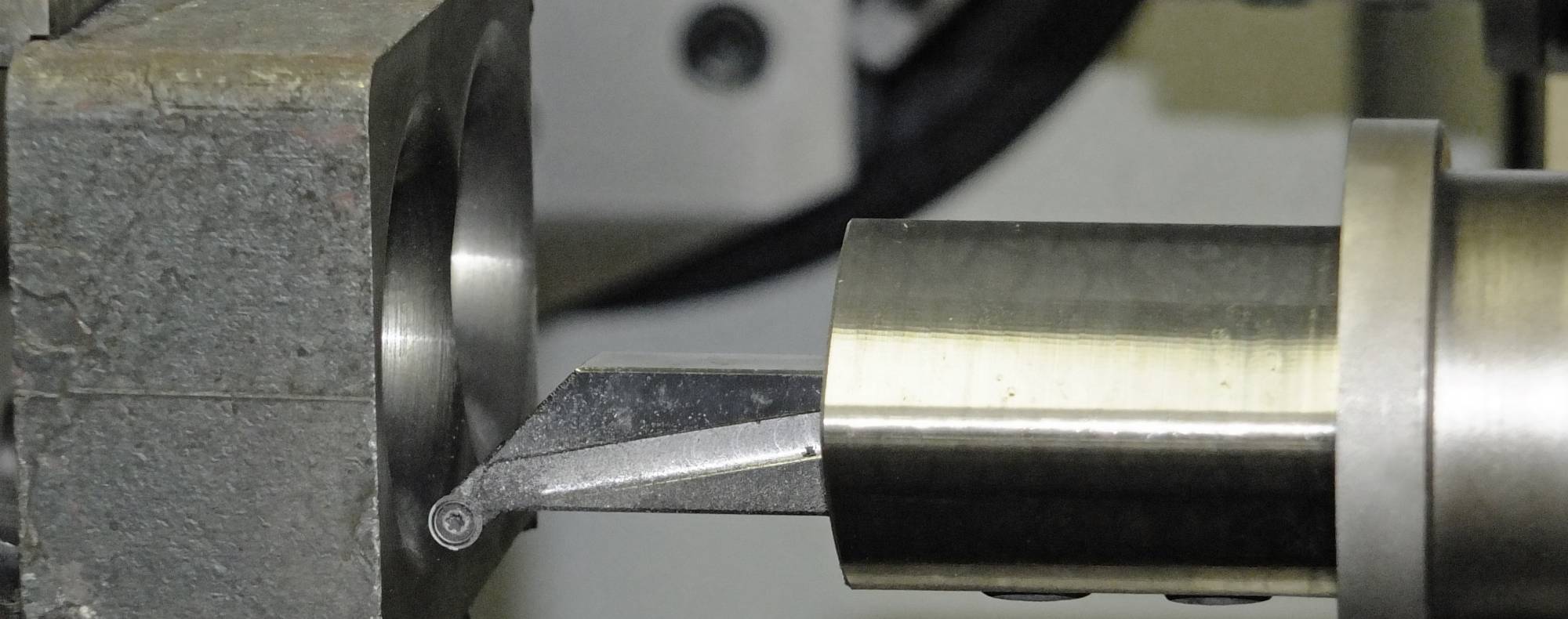
Für das Interpolationsdrehen bei der Bearbeitung von Turbinengehäusen bei Turboladern wird die Hauptspindel des Bearbeitungszentrums BA 422 zu einer Achse umgeschaltet, die sich anschließend wie eine Drehachse steuern lässt.
Drehfräsen mit vier Spindeln
Für die Fertigung eines Pumpengehäuses kann beispielsweise ein Zylinder mittels Drehfräsen auf einem 4-Spindel-BAZ BA W04-42, das sich besonders für nicht-magnetische Werkstoffe wie zum Beispiel Aluminium eignet, bearbeitet werden. Da die Maschine mit Direktantriebstechnik sowohl in der X-, als auch der Y- und der Z-Achse sowie den Rundachsen ausgestattet ist, kann die Zerspanung von Leichtmetallwerkstücken mit nur minimalen Nebenzeiten erfolgen.
Pluspunkt beim Drehfräsen sind die kleineren Werkzeuge, wodurch automatisch auch kleinere Drehmomente entstehen und große Werkstück-Durchmesser bearbeitet werden können. Weiterhin ist das Werkzeugmagazin effizienter nutzbar, da keine freien Nachbarplätze wie bei übergroßen Werkzeugen benötigt werden. Die Bearbeitung erfolgt auf einem 5-Achs-Planetentisch, welcher die Vorschubgeschwindigkeit durch die Planetendrehzahl bestimmt.
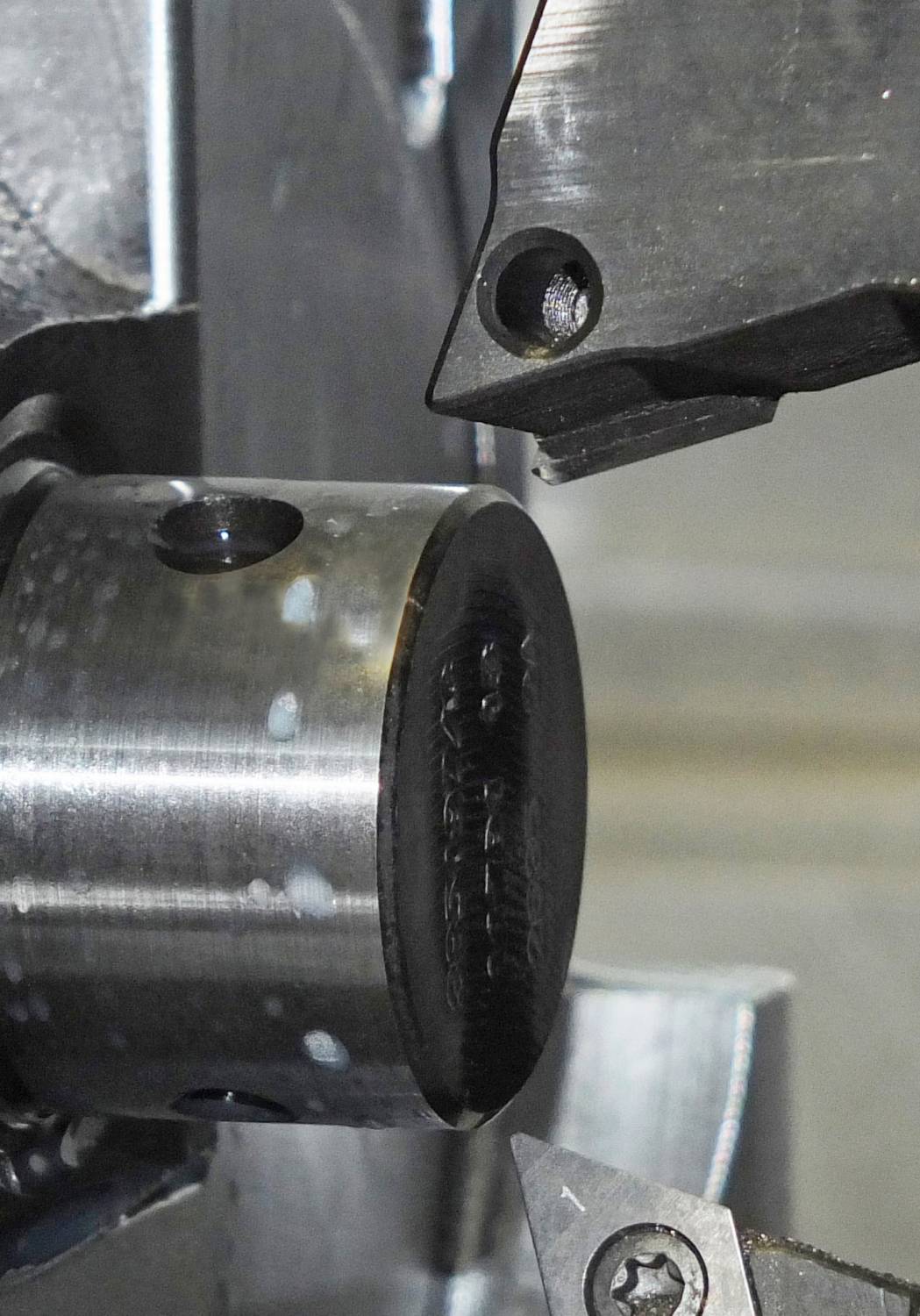
Bei gehärteten Bauteilen wird die Fertigbearbeitung in vielen Fällen mit CBN-Schneiden und in Kombination mit Schleifen durchgeführt, wie das etwa bei der Zapfenbearbeitung der Fall ist. Diese kommt bei der Bearbeitung von Kipphebellagerböcken für größere Dieselmotoren zum Einsatz. Hierfür empfiehlt sich eine BA 322.
Konturdrehen mit zweispindligem BAZ
Eine weitere Option kann das Interpolationsdrehen als Einstichdrehen, als Konturdrehen oder als Flächeninterpolationsdrehen darstellen. Diese Bearbeitungsform wird beispielsweise für Turbinengehäuse für Turbolader gewählt. Für das Interpolationsdrehen wird die Hauptspindel des Bearbeitungszentrums BA 422 zu einer Achse umgeschaltet, die sich anschließend wie eine Drehachse steuern lässt. Während die Hauptspindel in der X- und Y-Achse auf einer Kreisbahn geführt wird, orientiert sich das Werkzeug immer radial zur aktuellen Bahnposition. Gleichzeitig kann, wie beim Konturdrehen, zusätzlich noch eine Zustellung des Werkstücks in der Z-Achse erfolgen.
Aus dem Zusammenspiel der X-, Y- und Z-Achse sowie der Hauptspindel mit einer optimalen Werkzeugauslegung können sich Drehzahlen von bis zu 1.000 min-1 ergeben. Die Vorteile dieses Drehverfahrens liegen in der Nutzung einfacher Werkzeuge und der Tatsache, dass keine zusätzlichen Investitionskosten für eine weitere Drehmaschine benötigt werden.
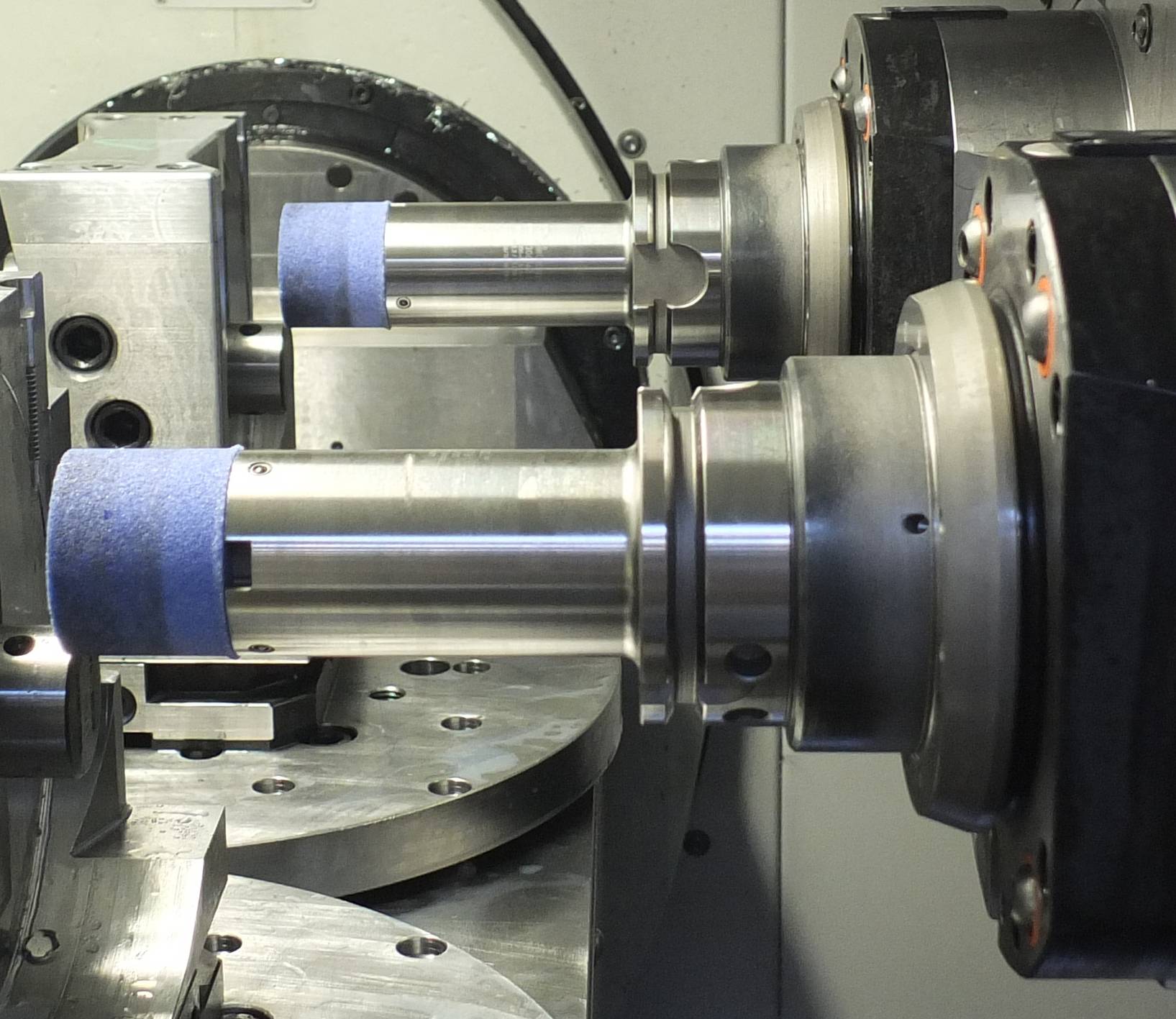
Das Finish erfolgt mittels Außenrundschleifen. Mit diesem Verfahren werden Rundheiten am Zapfen von < 5 µm erreicht. Hier sind zwei Spindeln auf einer BA 322 zu sehen.
Semifinish mit CBN-Schneiden
Bei gehärteten Bauteilen wird das Finish in vielen Fällen mit CBN-Schneiden und in Kombination mit Schleifen durchgeführt, wie das etwa bei der Zapfenbearbeitung der Fall ist. Diese kommt unter anderem bei Kipphebellagerböcken für größere Dieselmotoren zum Einsatz. Der Zapfen ist dabei gehärtet > 60 HRC. Hier empfiehlt sich eine BA 322. Die Semifinish Operation wird mit einem Überdrehwerkzeug z = 2, mit Feineinstellung und CBN-Schneiden durchgeführt.
Das Finish erfolgt mittels Außenrundschleifen. Mit diesem Verfahren werden Rundheiten am Zapfen von < 5 µm erreicht. Der Unterschied in den Durchmessern von Spindel 1 zu Spindel 2 beträgt dabei weniger als 1 µm. Somit kann zum einen das Rohteil komplett im weichen Zustand bearbeitet und zum anderen die Fertigbearbeitung nach dem Härteprozess auf der gleichen SW-Maschine durchgeführt werden.
Fazit
„Alternativ zu den Mehrspindelbearbeitungszentren wäre die Bearbeitung der genannten Werkstücke auf separaten Maschinen möglich. Der Vorteil dabei bestünde darin, dass bei sehr großen Serien ein Schnittpunkt für die Wirtschaftlichkeit entsteht. Wesentlich höhere Investitionen, ein größerer Flächenbedarf für die einzelnen Maschinen sowie eine aufwändigere Automation müssten dabei jedoch in Kauf genommen werden. Die Hauptvorteile mehrspindliger Bearbeitungszentren liegen in deutlich geringeren Stückkosten durch eine höhere Ausbringung mit nur einer Maschine, der Einsparung von Platz, Personal und Energie“, fasst Edwin Lück abschließend zusammen.
Teilen: · · Zur Merkliste