anwenderreportage
Starrag Group HEC 1000: Wenn‘s wirklich groß wird
„Spezial-BAZ“ überzeugt bei Eisenbeiss: Als Hersteller kundenspezifischer Industriegetriebe setzt die Eisenbeiss GmbH verstärkt auf einen hohen Eigenfertigungsanteil. Mit einem genau auf den Einsatzzweck angepassten Heckert HEC 1000 Bearbeitungszentrum von Starrag sind die Oberösterreicher jetzt auch bestens für die Zerspanung großer Getriebegehäuse gerüstet. Von Georg Schöpf, x-technik

Aufgrund des geringen Platzangebotes musste man für die Konfiguration der X-Achse auf ein Heckert HEC 1000 Grundsystem aufbauen. Die anderen Achsen werden aus Komponenten der Heckert HEC 1250 gebildet.

Johann Panzenböck
Gruppenleiter kubische Fertigung bei der Eisenbeiss GmbH
„Die hohe Flexibilität von Starrag bei der Konzeption und Umsetzung der Maschine hat uns absolut überzeugt. Dass die Inbetriebnahme und Anlaufphase dann auch noch so reibungslos lief, ist natürlich sehr zufriedenstellend.“
Wer technisch anspruchsvolle Industriegetriebe benötigt, kommt an der Eisenbeiss GmbH aus Enns fast nicht vorbei. Das 1911 gegründete Traditionsunternehmen hat sich zu einem der führenden Anbieter von Spezialgetrieben für unterschiedlichste Einsatzgebiete entwickelt. Sowohl Kunststoff-, Lebensmittel-, Stahl- und Aluminiumindustrie als auch die Energietechnik zählen zu den Kunden des Nischenanbieters.
Zur Kapazitäts- und Produktivitätssteigerung hat man bei Eisenbeiss in ein Bearbeitungszentrum HEC 1000 von Starrag Heckert zu investieren.

Arno Berger
Vertriebstechniker bei Starrag
„Die Konfiguration der Maschine an die sehr begrenzten räumlichen Verhältnisse anzupassen, war eine besondere Herausforderung. Dass es schließlich so gut geklappt hat, ist der wirklich guten Zusammenarbeit zu verdanken.“
Fertigungstiefe weiter ausbauen
Ein wichtiger Geschäftsbereich des oberösterreichischen Unternehmens ist die Herstellung von Extrudergetrieben. Durch eine hohe Fertigungstiefe erreicht man höchstmögliche Flexibilität, um trotz verschiedenster individueller Kundenanforderungen in kurze Durchlaufzeiten zu erreichen. Zur Kapazitäts- und Produktivitätssteigerung, hat man sich bei Eisenbeiss 2015 entschlossen, in ein großes Bearbeitungszentrum zu investieren. Eine bestehende, über 20 Jahre alte Maschine sollte dem neuen Bearbeitungszentrum Platz machen. „Wir haben bei uns im Hause beschränkte Platzressourcen. Es war eine besondere Herausforderung, ein Maschinenkonzept zu finden, das in die vorgesehene Gebäudenische passt, um auch den Produktionsprozess optimal weiter zu gestalten. Zusätzlich war zu entscheiden, ob wir ein Bearbeitungszentrum mit vier oder fünf Achsen wählen. Zu diesem Zweck haben wir uns 2015 auf der EMO in Mailand einen Überblick über die verfügbaren und infrage kommenden Maschinen verschafft. Wir haben uns sechs Konzepte unterschiedlicher Hersteller näher angesehen, von denen letztlich nur zwei in die engere Wahl kamen“, erinnert sich Johann Panzenböck, Gruppenleiter kubische Fertigung bei Eisenbeiss.
Für die Maschinenbeurteilung kam eine Reihe von Kriterien zum Ansatz. Auf der beschränkten Aufstellfläche von lediglich 8,5 x 7,5 m mussten das eigentliche Bearbeitungszentrum, ein großes Werkzeugmagazin und ein Rüstplatz untergebracht werden. Dabei sollte idealerweise noch genug Handlingraum für die großen Werkstücke zur Verfügung stehen. „Für uns war jedoch das wesentliche Kriterium, dass wir auf der neuen Maschine ein spezielles Getriebegehäuse – das intern unter der Bezeichnung ‚Teil 7‘ läuft – bearbeitet werden kann. Diese Rahmenbedingungen haben wir an die infrage kommenden Maschinenhersteller weitergegeben und dazu aufgefordert, ein geeignetes Raumkonzept vorzulegen“, so Panzenböck weiter.

Zusätzlich wurde bei der Eisenbeiss-Maschine noch eine 125 mm Pinole mit 500 mm Verfahrweg als zusätzliche Zp-Achse implementiert.

Mit einem Bearbeitungsumfang von (X/Y/Z) 1.700 x 1.500 x 1.850 mm bietet das System genug Platz für große Getriebegehäuse.


Infos zum Anwender
Seit über 100 Jahren fertigt die Firma Eisenbeiss GmbH Maschinenbauteile. Seit 1954 hat sich das Unternehmen auf Zahnräder und Getriebe spezialisiert und zu einem der weltweit führenden Anbieter von Industriegetrieben entwickelt. Das Unternehmen bedient dabei die Sparten Schwerindustrie, Extruder, Energie und Getriebeservice. Am Standort Enns in Oberösterreich beschäftigt Eisenbeiss circa 200 Mitarbeiter und betreibt zusätzlich eine Serviceniederlassung mit sechs Mitarbeitern in Sacramento (USA).
Modular zu großen Teilen
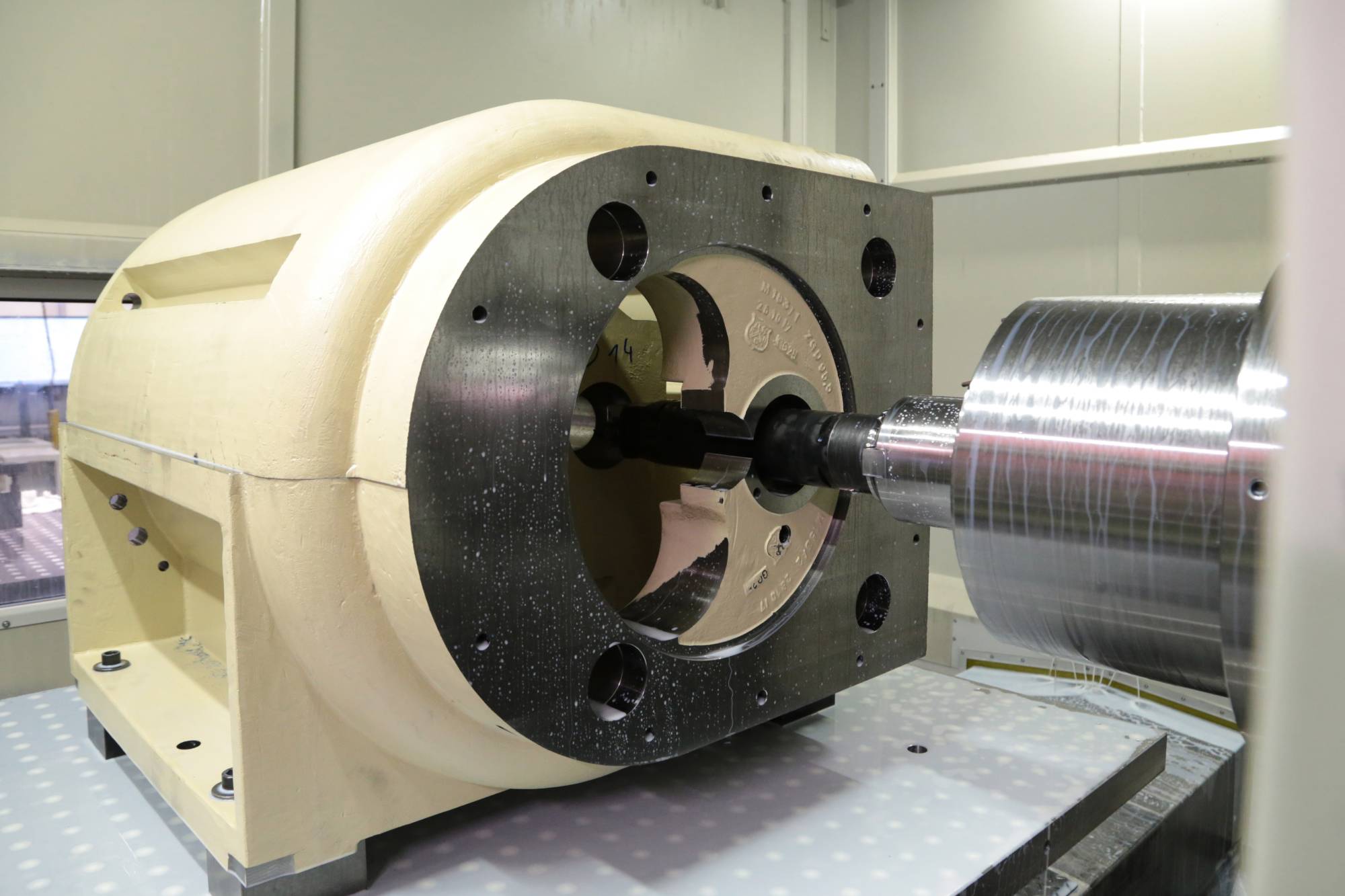
Bei dem geschilderten Benchmark-Teil handelt es sich um ein Getriebegehäuse, das als Gussrohteil bereitgestellt wird. Mit 2.000 kg Aufspanngewicht und einer Größe von 1.715 x 1.200 x 800 mm weist es einen Flugkreis von 2.000 mm auf. Die Anforderung bestand darin, dass das Teil auf der Maschine komplett gedreht werden muss. „Wir haben bei der Beurteilung der Anforderungen sehr schnell gemerkt, dass wir diese mit einer Standardausführung unserer Maschinen nicht umsetzen können. Darum haben wir als Grundlage für unser Konzept die Heckert Maschine ausgewählt, die sich modular auf die Bedürfnisse unserer Kunden abstimmen lässt. Da man für die Teilegröße eigentlich eine Heckert HEC 1250 gebraucht hätte, dies der Aufstellraum aber nicht zuließ, wurde als Trägersystem für unsere Konfiguration eine X-Achse der Heckert HEC 1000 verwendet und um die Y- und Z-Achse der 1250er ergänzt, was zu einem Bearbeitungsumfang von (X/Y/Z) 1.700 x 1.500 x 1.850 mm führt. Die Aufspannfläche beträgt 800 x 1.000 mm bei 1.650 mm Höhe und das maximale Werkstückgewicht kann bis zu 4.000 kg betragen. Außerdem wurde noch eine 125 mm Pinole mit 500 mm Verfahrweg als zusätzliche Zp-Achse implementiert“, beschreibt Arno Berger, Vertriebstechniker bei Starrag, deren Konzept.
„Die als Basis verwendete Heckert HEC 1000 konnte standardmäßig nicht die geforderte Störkreisdimension bieten. Das wurde dadurch umgangen, dass das Beschickungstor beim Drehen des Bauteils geöffnet wird. Dafür wurde programmtechnisch ein Sicherheitsschritt eingefügt, der das Drehen bei geschlossenem Tor verhindert. Der Maschinenbediener muss beim Bearbeitungsbeginn aktiv bestätigen, dass ein Teil keine Übergröße hat, um beim Drehen das Tor geschlossen zu lassen. Außerdem wurde der vorgelagerte Rüstplatz zusätzlich mit einer Zugangssicherung versehen, sodass eine Teilebewegung bei Betreten des Sicherheitsbereiches sofort angehalten wird“, geht Berger ins Detail.
Ergänzt wird das System durch ein Turmmagazin, das über 300 Werkzeugen Platz bietet. Diese können bis zu 340 mm Durchmesser und 800 mm Länge haben. Mit einer Spindelleistung von 55 kW und einem Drehmoment von 2.470 Nm, die über eine SK50 Schnittstelle auf das Werkzeug übertragen werden, verfügt die Maschine über genug Leistungsreserven. Der Rüstplatz ermöglicht die Teilevorbereitung auf zwei Plätzen. Zwei Längs- und ein Querspäneförderer sorgen schließlich für einen reibungslosen Spanabtransport an die Stirnseite der Maschine.
Dank ihrer konstruktiv erwirkten Steifigkeit kann die Heckert HEC 1000 von Starrag auch hinsichtlich Präzision absolut überzeugen.

Senkung der Nebenzeiten: Die HEC 1000/1250 ist mit einem separatem Spannplatz ausgestattet. Somit können Werkstück-Rüstarbeiten hauptzeitparallel durchgeführt werden.
Flexibles Steuerungskonzept erforderlich
Gesteuert wird die Maschine über eine Siemens SINUMERIK 840D Steuerung mit Shopmill-Funktion. „Wir haben nicht nur vorab programmierte Teile zu bearbeiten. Es kommt bei uns auch häufig vor, dass wir für Service und Reparaturen kurzfristig Teile zur Sonderbearbeitung bekommen. Diese müssen dann vom Maschinenbediener direkt an der Maschine programmiert werden. Da bietet die Shopmill-Software umfangreiche und einfache Möglichkeiten. Auch die Werkzeugdifferenzliste von Starrag liefert dabei eine wertvolle Hilfestellung für den Bediener“, erklärt Panzenböck. Zusätzliche Genauigkeit in der Bearbeitung erreicht man auf der neuen Maschine durch eine hochgenaue B-Achse sowie ein Warmlaufprogramm und eine Kühlmitteltemperierung.

Das Turmmagazin bietet über 300 Werkzeugen mit einer Länge bis zu 800 mm Platz.

Der Späneförderer musste aufgrund des geringen Platzangebots in Querausführung installiert werden.

Das Referenzteil für die Anwendung ist ein Gussteil mit 2.000 kg Rohteilgewicht. Im Bild Arno Berger (li.) und Johann Panzenböck.
Genau angepasste Konfiguration
Die genau auf die Anforderungen bei Eisenbeiss abgestimmte Konfiguration hat schließlich dazu geführt, dass man sich Mitte 2016 für das Konzept von Starrag entschieden hat. „Letztendlich hat uns die hohe Flexibilität überzeugt, die Starrag bei der Konzeption der Maschine gezeigt hat. Für das Benchmark-Teil hatten wir eine Vorgabezeit, die zwischen 27 und 30 Stunden liegt. Dabei kommen in nahezu 300 Arbeitsschritten bis zu 100 verschiedene Werkzeuge zum Einsatz. Das Teil 7 bewältigen wir auf der neuen Maschine in der Regel unter 23 Stunden. Derzeit konnten wir 17 Teile auf der neuen Maschine fertigen, von denen wir viele bislang fremdvergeben mussten. In Zukunft werden es aber vermutlich etwa 100 verschiedene Teile sein, die wir auf der Maschine abwickeln“, begründet der Bereichsleiter den Entscheidungsprozess.
„Wir haben uns für die Implementierung der Maschine bewusst ein Jahr Zeit genommen, um die baulichen Vorbereitungsmaßnahmen auch sauber abwickeln zu können. Es musste schließlich auch ein entsprechendes Fundament für die neue Maschine eingebaut werden. Im Juni 2017 wurde die neue Maschine in Betrieb genommen und am 1. Juli 2017, gut zwei Wochen vor Plan, abgenommen. Es gab erstaunlicherweise überhaupt keine Anlaufschwierigkeiten und wir haben seither auch nicht ein einziges Mal den Herstellerservice in Anspruch nehmen müssen“, freut sich Johann Panzenböck abschließend.
Teilen: · · Zur Merkliste