anwenderreportage
Röders RXP 601 DSH: Perfekt gerüstet für die Ansprüche von morgen
Mindestens 30 % Effizienzgewinn dank neuer Maschinen: Die österreichische Niederlassung der Binder-Gruppe, einem führenden Hersteller von Rundsteckverbindern, dient dem deutschen Headquarter nicht nur als Vertriebsstandort und Tor zu den osteuropäischen Märkten, sondern auch als verlängerte Werkbank. Um die in Wien vorhandene, insgesamt fast 2.000 m² umfassende Fertigungsinfrastruktur auf dem modernsten Stand der Technik zu halten, wurde in den letzten Jahren kräftig investiert – u. a. in mehrere Bearbeitungszentren, bei denen die Georg Nemeth Werkzeugmaschinen GmbH als Lieferant und Hauptansprechpartner auftrat. Von Sandra Winter, x-technik

HSC-Fräsen in höchster Präzision: Die neue fünfachsige Röders RXP 601 DSH wird bei Binder Austria vornehmlich für die Elektrodenfertigung und das Hartfräsen eingesetzt.
Shortcut
Aufgabenstellung: zukunftssichere Fräs- und Erodierlösungen für den Bereich Werkzeug- und Formenbau.
Lösung: Röders RXP 601 DSH 5-Achs-Fräsbearbeitungszentrum, RCE-1 Palettenwechsler, SLC600G und AG60L von Sodick, Erowa Robot Compact 80 – alles bezogen über Georg Nemeth Werkzeugmaschinen GmbH.
Nutzen: Alles aus einer Hand. Die Georg Nemeth Werkzeugmaschinen GmbH trat nicht nur als Maschinenlieferant, sondern auch als Hauptansprechpartner bei der Auslegung und Realisierung der gewünschten Fräs- und Erodier-Lösungen auf.
1960 von Franz Binder als Werkstätte für Mechanik und Drehteile gegründet, entwickelte sich das nach wie vor inhabergeführte Familienunternehmen kontinuierlich weiter. Mittlerweile zählt es zu den Marktführern im Bereich Rundsteckverbinder für die Automatisierungstechnik. Dieser weltweite Erfolg liegt u. a. darin begründet, dass die Binder-Gruppe nicht nur mit einer breiten Produktpalette aus dem Katalog, sondern auch mit maßgeschneiderten Lösungen zu punkten weiß. „Kundenindividuelle Entwicklungen sind seit jeher Teil unserer DNA“, erklärt Peter Moser, Betriebsleiter bei Binder Austria. Und er muss es wissen: Denn er ist bereits seit 2002 für den deutschen Hersteller von Industriesteckverbindungen, Steckverbindungen für die Sensor-, Automatisierungs- sowie Medizintechnik und LED-Leuchten tätig. „Damals waren wir ein reiner Produktionsstandort. Wir dienten dem Headquarter mit Sitz im baden-württembergischen Neckarsulm als verlängerte Werkbank. Eine eigene für Österreich bzw. seit dem letzten Jahr zusätzlich auch noch für Osteuropa zuständige Vertriebsniederlassung, die nunmehrige Binder Austria GmbH, gibt es hingegen erst seit 2015“, beschreibt Peter Moser.
Gefertigt wird in Wien zweierlei: einerseits Buchsen- und Steckereinsätze, Kupplungshülsen und andere Kunststoffbauteile, die die Binder-Gruppe selbst für die Herstellung ihres Angebotsportfolios benötigt, andererseits maßgeschneiderte Sonderbaugruppen für externe Kunden. Für beides steht ein entsprechender Maschinenpark zur Verfügung. Ein u. a. mit vier vollautomatisierten Senkerodiermaschinen, zwei Drahterodiermaschinen und zwei 5-Achs-HSC-Fräsmaschinen ausgestatteter Werkzeug- und Formenbau ist ebenfalls ein wichtiger Bestandteil des Wiener Binder Werks. Einer, in den in den letzten Jahren erheblich investiert wurde.
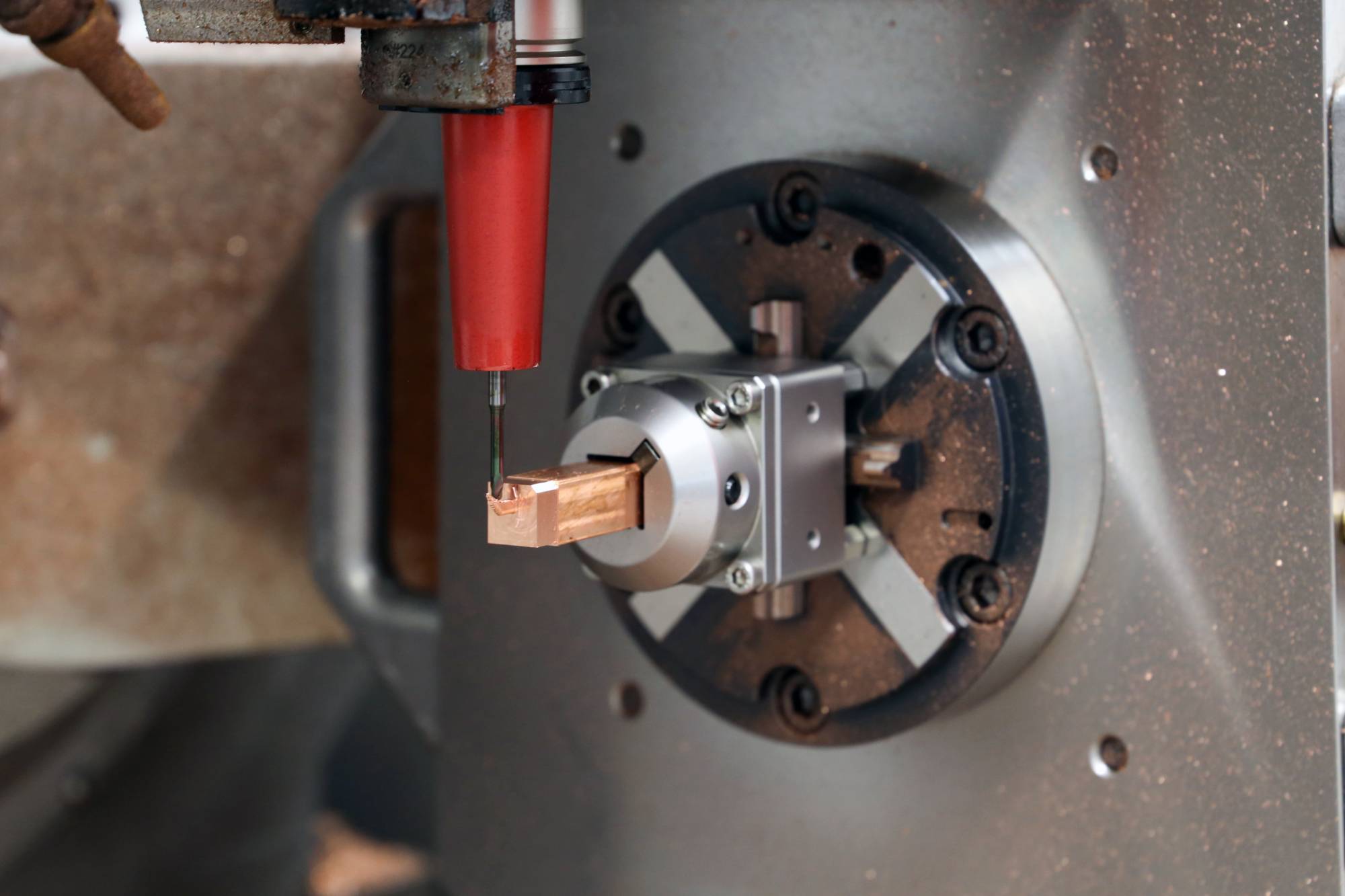
Obwohl mit der RXP 601 DSH von Röders auch Grafit gefräst werden könnte, fertigt Binder Austria vornehmlich Kupferelektroden für den nachfolgenden Senkerodier-Prozess.

Peter Moser
Betriebsleiter bei der Binder Austria GmbH
„Vor allem beim Senkerodieren profitieren wir enorm davon, dass wir mit der Firma Nemeth einen kompetenten Ansprechpartner an unserer Seite haben, der das Zusammenspiel der gesamten Anlage – sprich zwischen Certa Software, Sodick Maschine und Erowa Automation – für uns managt.“
Mindestens 30 % Effizienzgewinn
Insgesamt nahm die Binder-Gruppe rund eine Million Euro in die Hand, um am Produktionsstandort Wien bestmöglich für die Zukunft vorzusorgen. „Wir hatten unsere Kapazitätsgrenze erreicht, weil wir in den letzten Jahren kontinuierlich zulegten, in Summe um 250 % seit 2015“, kommentiert Betriebsleiter Peter Moser, was ihn 2018 nach einer dem letzten Stand der Technik entsprechenden Ergänzung der bestehenden Fertigungsinfrastruktur Ausschau halten ließ. Fündig wurde er bei der Georg Nemeth Werkzeugmaschinen GmbH. Die Oberwaltersdorfer konnten bei verschiedenen Testläufen mit den von ihnen angebotenen Qualitätsprodukten der Marken Röders, Sodick, Erowa und auch Ocean Technologies punkten. „Zugegebenermaßen verfügten wir beim Senkerodieren über einen gewissen Startvorteil, da wir zuvor schon eine linearmotorgetriebene Präzisions-Drahterodiermaschine, eine Sodick SLC600G Premium, an Binder geliefert hatten. Man hat uns also über mehrere Jahre hinweg als zuverlässigen und kompetenten Service-Partner kennengelernt und als wir dann bei den Versuchsreihen zusätzlich noch mit einer entsprechenden Abtragsleistung und Oberflächengüte überzeugten, war der Schritt in unsere Richtung nur noch ein kleiner“, bekennt Georg Nemeth, Geschäftsführer der Georg Nemeth GmbH.
Und auch beim finalen „Ja“ zu einem HSC-Fräsbearbeitungszentrum von Röders kam ihm zugute, dass die Binder Austria GmbH bereits zufriedene Besitzerin einer dreiachsigen Maschine desselben Herstellers war. „Wir fühlten uns immer sehr gut aufgehoben bei Röders. Von der Präzision her zählen diese Modelle zu den besten, die es am Markt gibt und auch in puncto Service und Wartung waren wir in der Vergangenheit stets hervorragend bedient. Demzufolge hat es sich förmlich angeboten, diesem Maschinenbauer treu zu bleiben. Außerdem passt die RXP 601 DSH mit einem Verfahrweg von 540 x 635 x 400 mm perfekt zu unserem Teilespektrum, da sie auch größeren Werkstücken genügend Platz bietet“, zeigt sich Peter Moser sichtlich zufrieden mit diesem Kauf, der vor allem die Elektrodenfertigung (egal ob Kupfer oder Grafit) und das Hartfräsen erheblich vereinfachen sollte. Ein Plan, der voll aufgegangen ist: „Seit wir die neue fünfachsige Röders haben, konnten wir unsere Fertigungskapazitäten um mindestens 30 % erhöhen“, freut sich Thomas Leber, Leiter Werkzeugbau bei Binder. Zumal diese mit einem 94 Plätze umfassenden Werkzeugmagazin und einem Röders RCE-1 Palettenwechsler ausgestattet wurde, der die Maschine vollautomatisiert mit drei bis zu 150 kg schweren Werkstücken versorgt, wie er ergänzend hinzufügt.

Mannlos durch die Nacht oder übers Wochenende – zwei neue Senkerodierzellen von Sodick in Kombination mit einem Erowa Robot Compact 80 für ein vollautomatisiertes Werkstück- und Elektroden-Handling machen es möglich.
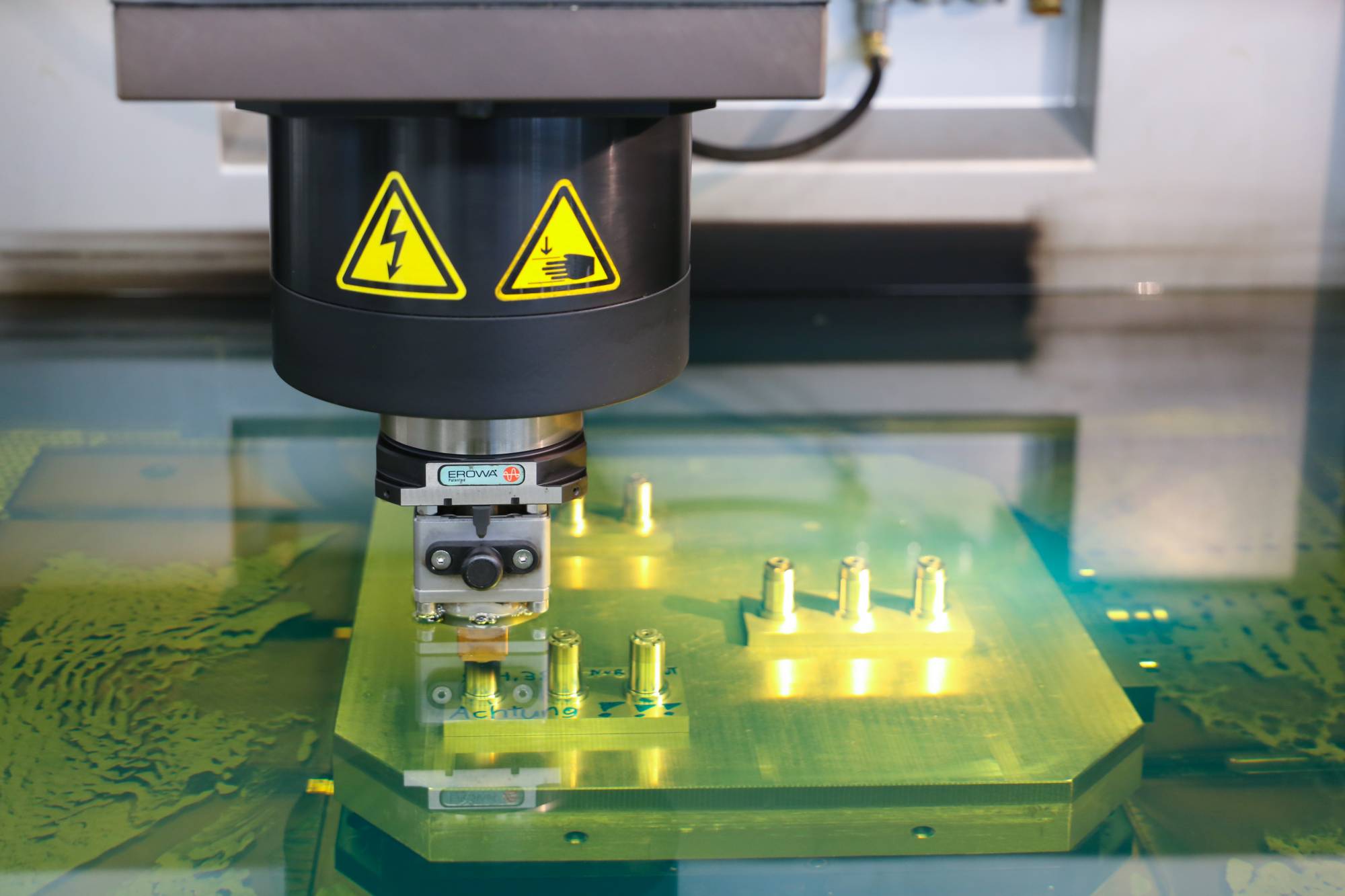
Perfekt geeignet für die präzise Bearbeitung von Steckverbindern und kundenspezifischen Modulbaugruppen: die lineare Senkerodiermaschine AG60L von Sodick.

Zwischen den beiden Unternehmen funktioniert nicht nur der direkte, sondern auch der persönliche Draht optimal (v.l.n.r.). René Jockl-Mokricky (Verkaufsingenieur bei Nemeth), Andreas Wolf (Erodierspezialist bei Binder), Thomas Leber (Leitung Werkzeugbau bei Binder), Georg Nemeth und Peter Moser (Betriebsleiter bei Binder).
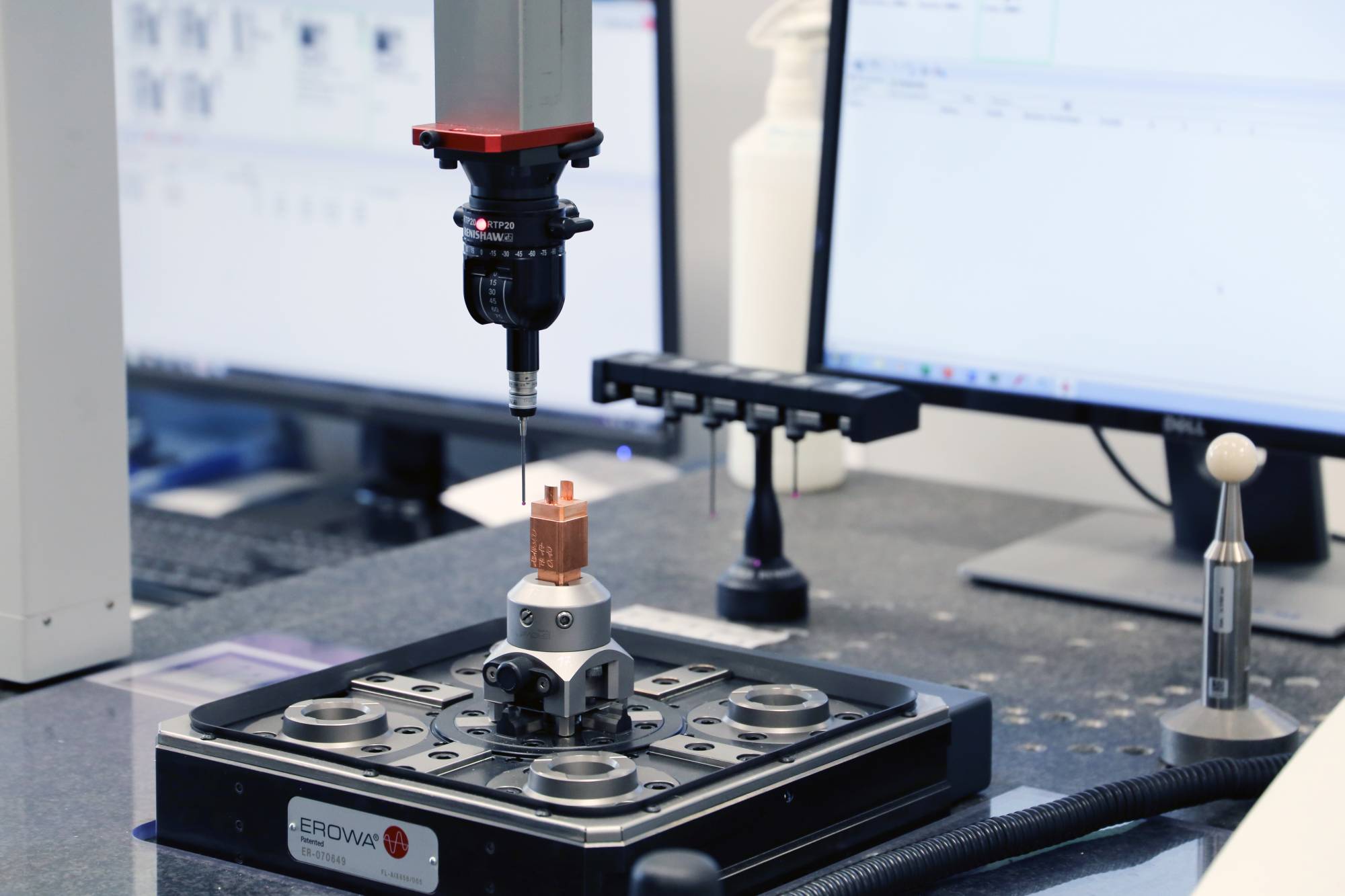
Bei der Voreinstellung und Ausmessung von Werkstücken und Elektroden setzt Binder Austria auf eine PreSet 3D CNC Messmaschine von Erowa.

Dank einer einfach und intuitiv bedienbaren Windows-basierten Steuerung hatte Robert Fischl die neue Röders Fräsmaschine innerhalb kürzester Zeit bestens im Griff.

Aufgrund der Linearmotortechnologie und vereinfachten Steuerungsmechanismen punktet die Senkerodiermaschine AG60L mit einer direkten Verbindung zwischen Antrieb und Steuerung. Schnellstmögliche Servo-Reaktionszeiten und ein optimaler Funkenspalt sind die anwenderfreundliche Folge.
Ein Ansprechpartner für alles
Beim Senkerodieren war es ebenfalls das Bestreben nach höchstmöglicher Produktivität und Effizienz, das zu einer Investition in eine mannlos betreibbare Fertigungszelle führte. „Hier war definitiv eine funktionierende Automatisierung das wichtigste Entscheidungskriterium, weil ein händischer Elektrodenwechsel sehr zeitintensiv ist. Außerdem wollten wir alles aus einer Hand haben“, erklärt Thomas Leber, warum die Firma Nemeth die Hauptverantwortung für die Ausgestaltung der gesamten Senkerodierstation übernehmen musste. „Wir wollten einen zentralen Ansprechpartner, der in unserem Auftrag als eine Art Projektleiter fungiert und für ein perfektes Zusammenspiel zwischen Maschine, Software, Automatisierung und Voreinstellgerät bzw. Messsystem sorgt“, präzisiert Betriebsleiter Peter Moser die Erwartungshaltung an den Oberwaltersdorfer Werkzeugmaschinenhändler.
Ganz konkret ging es in diesem Fall darum, zwischen drei verschiedenen Technologielieferanten – Sodick (EDM-Maschinen), Erowa (ERC 80 für das Werkstück- und Elektrodenhandling, PreSet 3D-CNC als Voreinstellgerät und Allround-Messmaschine) und Certa (Softwarelösung für die Prozessleittechnik) – zu vermitteln und das Ganze zu einer stimmigen Gesamtlösung zu kombinieren. „Durch unsere jahrelange Erfahrung konnten wir die erforderlichen Verknüpfungen und Netzwerkverbindungen herstellen und die Maschinen für die speziellen Bedürfnisse der Firma Binder feintunen“, betont Georg Nemeth, dass es für ihn und sein Team selbstverständlich ist, die Kunden sowohl mit technischer als auch mit anwendungsbezogener Expertise umfassend zu unterstützen. „Wann immer ich einen Tipp benötige, beispielsweise wie auf kleinen Oberflächen größere Rauheitswerte erzielt werden können, nutze ich den Telefon-Joker, den direkten Draht zu Andreas Stöckl“, lobt Andreas Wolf, Senkerodierspezialist bei der Binder Austria GmbH, dass er sich bei Bedarf jederzeit mit dem Anwendungs- und Servicetechniker seines Vertrauens kurzschließen kann.

Auch beim Drahtschneiden setzt Binder Austria mit der Sodick SLC600G auf eine EDM-Maschine mit Linearmotortechnologie.
Wenn Andreas Wolf bei bestimmten Erodieraufgaben externe Unterstützung benötigt, nutzt er „seinen Telefonjoker“ – die Expertise von Andreas Stöckl, Service- & Anwendungstechniker bei der Firma Nemeth.

Andreas Wolf, Senkerodierspezialist bei der Binder Austria GmbH: „Unsere neue Senkerodierlösung läuft größtenteils vollautomatisch. Da im Speicher sechs Werkstückpaletten und 99 Elektroden Platz finden, muss ich nur noch alles entsprechend vorbereiten, auf „Start“ drücken und den Rest, inklusive Prioritätenmanagement, erledigt die Maschine.“

Thomas Leber
Leiter Werkzeugbau bei der Binder Austria GmbH
„Wir sind jetzt weitaus produktiver im Werkzeug- und Formenbau. Durch das neue 5-Achs-Fräsbearbeitungszentrum von Röders konnten wir unsere Effizienz um mindestens 30 % steigern und bei den Sodick-Maschinen brachte vor allem das Poliererodieren eine riesige Arbeitserleichterung sowie Zeitersparnis für uns.“
Mannlose Schichten möglich
Andreas Wolf möchte die neue Senkerodierstation nicht mehr missen. Vor allem die Poliererodier-Funktion, die ein manuelles Nachpolieren hinfällig macht und der integrierte Roboter, der bei beiden Sodick AG60L Maschinen das Werkstück- und Elektrodenhandling vollautomatisch managt, stellen für ihn eine spürbare Verbesserung dar. „Der Erowa Robot Compact 80 hält die Anlage auch über Nacht oder übers Wochenende am Leben. Da in seinem Speicher bis zu 99 Elektroden und sechs Werkstückpaletten Platz finden, reicht es jetzt, wenn ich ihn entsprechend bestücke, die Tür schließe und auf Start drücke – schon wird vollautomatisch in höchster Präzision senkerodiert“, beschreibt er. Die Reihung der einzelnen Bearbeitungsaufträge gibt die Job-Management-Software von Certa vor.
Für die Voreinstellung bzw. Vermessung von Werkstücken steht bei Binder Austria mittlerweile eine universell einsetzbare Allrounderin, eine PreSet 3D-CNC Messmaschine zur Verfügung. „Alles in allem sind wir mit unseren neuen Maschinen viel schneller geworden. Somit sind wir bereit für eine anspruchsvolle, höchste Effizienz und Qualität fordernde Zukunft“, resümiert Betriebsleiter Peter Moser abschließend.
Infos zum Anwender
Die Franz Binder GmbH & Co. Elektrische Bauelemente KG wurde 1960 gegründet und zählt mittlerweile zu den Marktführern im Bereich Rundsteckverbinder für die Automatisierungstechnik. Das inhabergeführte Familienunternehmen ist mit rund 1.800 Mitarbeitern an 16 Standorten weltweit tätig. Die Firmenzentrale befindet sich im deutschen Neckarsulm. Binder Austria dient nicht nur als Vertriebsstandort, sondern auch als verlängerte Werkbank des Headquarters. In Wien Liesing werden verschiedene Bestandteile von Rundsteckverbindern für Binder selbst, aber auch maßgeschneiderte Sonderbaugruppen für Kunden produziert. Dazu verfügt die österreichische Niederlassung über einen bestens ausgestatteten eigenen Werkzeug- und Formenbau sowie über 24 2K-Kunststoffspritzgussmaschinen mit einer Schließkraft von bis zu 300 Tonnen.
Teilen: · · Zur Merkliste