FANUC D21iA5: Zum Klassen-Primus entwickelt
FANUC ROBODRILL High-Speed-CNC-Bearbeitungszentren in drei verschiedenen Größen: Bewährtes verfeinern um Geschwindigkeiten, Präzision und Prozess-Sicherheit zu erhöhen, aber Betriebskosten zu senken: dieser Forderung sind die Ingenieure bei Fanuc in Japan gefolgt (Anm.: in Österreich durch die precisa CNC-Werkzeugmaschinen GmbH vertreten), als sie die Baureihe der FANUC ROBODRILL High-Speed-CNC-Bearbeitungszentren weiterentwickelten.
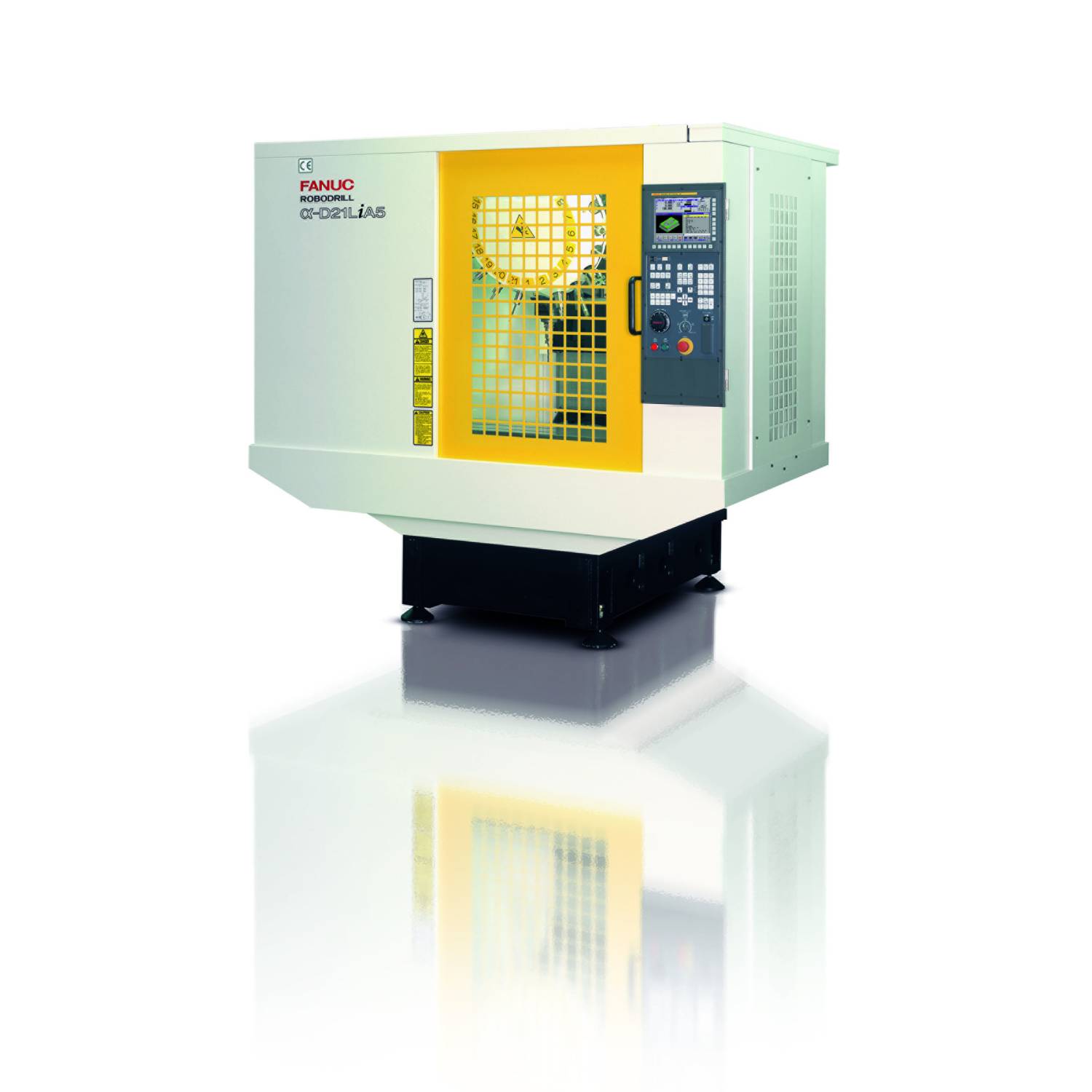
Der Anwender kann aus insgesamt drei Modellen – mit 21 Werkzeugen im Werkzeugwechsler – in drei Größen, nämlich S (small), M (medium) und L (large), die passende für seine Produktion wählen. Anders als die durchschnittlich 10 µm vergleichbarer Systeme in ihrer Klasse weist die neue Generation eine sichere Positioniergenauigkeit von 6 µm auf. Auch ist ihr „Footprint“ (Abmessungen inkl. Wartungsflächenbedarf) mit 3.100 x 3.000 mm geringer und ihr Gewicht mit 2.000 kg vergleichsweise leichter.
Auch in punkto Leistungsaufnahme ist sie laut Fanuc Klassenbeste. Im Einklang mit den Verbesserungen der Maschinentechnik bzw. der Software wurden Energiesparpotenziale identifiziert und umgesetzt. Ein leuchtendes Beispiel ist die Beleuchtung im Maschinenraum: Neon gehört der Vergangenheit an, die stromsparende LED-Helligkeit ist jetzt Standard.
Die wesentlichen Anwendungs-Vorteile der ROBODRILL -D21iA5 Baureihe sind in der neuen FANUC 31i-B5 CNC-Steuerung zu finden. Der Anwender verfügt über ein Maschinen-Management aus einer Hand, das mit einer 15 % schnelleren Reaktionszeit und einer Verfügbarkeit von 99,99 % aufwartet. Neu sind die Achsverstärker für schnellere und präzisere Ansteuerung. Dies bedeutet höhere Beschleunigungszeiten der Spindel und der Achsmotoren und damit eine deutlich verbesserte Prozess-Dynamik mit kürzeren Reaktionszeiten der Maschine bzw. der Steuerungselemente. Dabei wurde das bewährte Manual Guide i zur Dialog-Programmierung beibehalten.
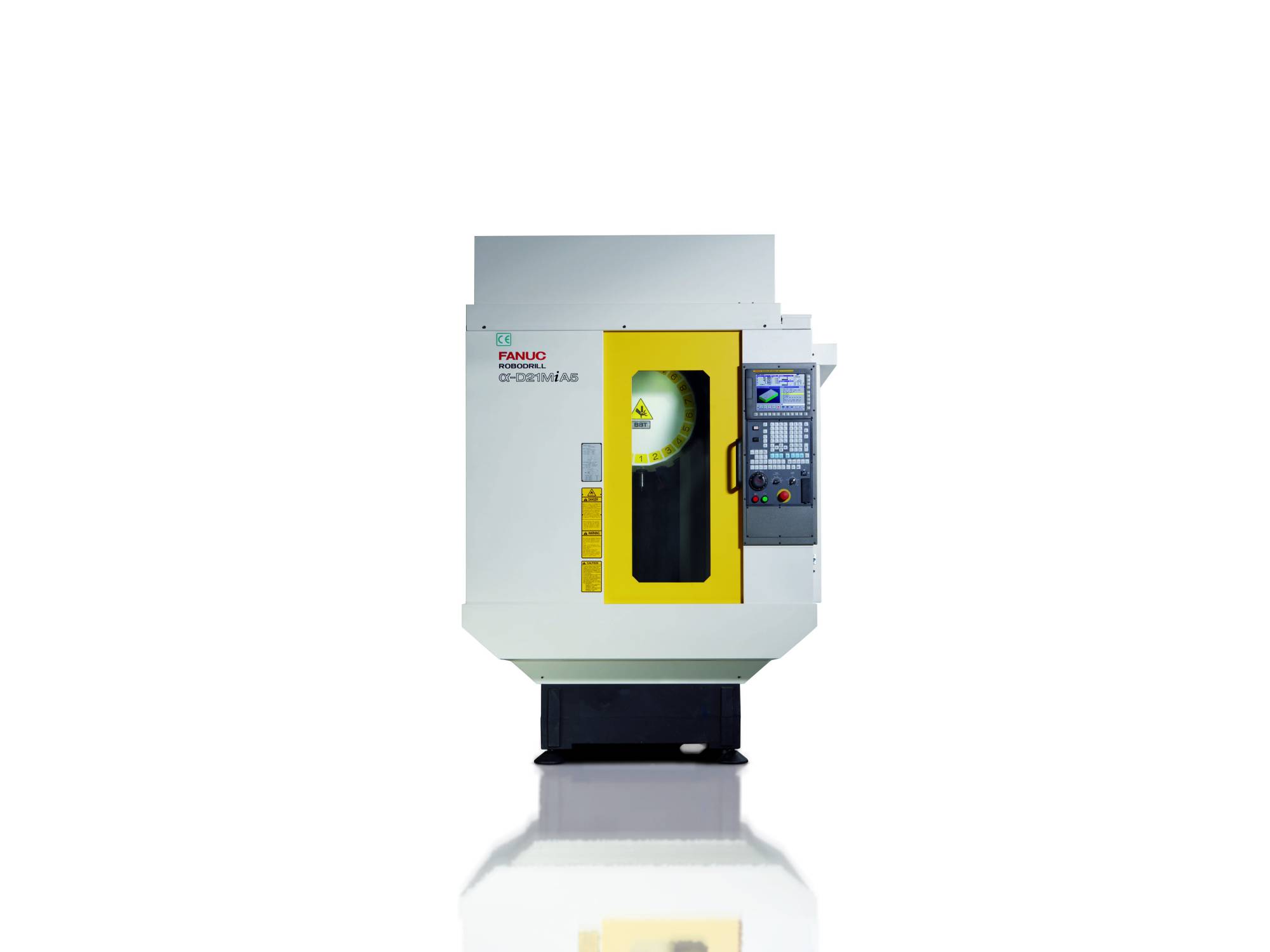
Bewährtes verfeinern: bei allen drei Modellen der FANUC ROBODRILL High-Speed-CNC-Bearbeitungszentren D21iA5 wurde das bewährte Manual Guide i zur Dialog-Programmierung beibehalten. Der Anwender kann aus insgesamt drei Modellen – mit 21 Werkzeugen im Werkzeugwechsler – in drei Größen, nämlich S (small), M (medium) und L (large), die passende für seine Produktion wählen.
Fehleranalysen mit Beseitigungshinweisen
Hinter der so genannten Smart Trouble Shooting Funktion wartet eine Fehler-Analyse und –Beseitigung. Der Bediener kann den jeweiligen Status am Bildschirm abrufen und erhält hier im Eventualfall Details über Ursachen sowie Hinweise zur Behebung, ohne lange im Bedienerhandbuch suchen zu müssen.
Hinzugekommen ist auch die Fehleranalyse namens Leakage Detection Funktion, um allen Eventualitäten vorzubeugen. Sie erkennt sofort anormale Kabel- bzw. Übertragungs-Situationen. Bei sehr häufigen Achsbewegungen werden selbst Kabel höchster Qualität mit der Zeit Materialermüdung und Verschleiß ausgesetzt. Eine Bildschirmseite der LD-Funktion zeigt im Eventualfall den jeweiligen Ort und Zustand sofort an und gibt Hinweise zur Lösung bis hin zur Bestell-Nummer des Ersatzteils.

High-Speed nach Wimpernschlag
Merklich stärker ist nun die Leistung des Spindelmotors: sein Drehmoment wurde von 70 auf 78 Nm erhöht. Das Modell mit einer 24.000 min-1- Spindel erhielt eine Leistungsverbesserung von 11 auf 26 kW. Innerhalb des Spindel-Programms sind eine Hochbeschleunigungsspindel mit 10.000 min-1 sowie eine Hochgeschwindigkeitsspindel mit 24.000 min-1 neu hinzugekommen. Die Hochbeschleunigungsspindel erreicht ihren Spitzenwert in nur 0,2 seks (!). Dies ist besonders wirkungsvoll bei ständigen Bewegungs- und Richtungswechseln, wie sie beispielsweise beim Gewindeschneiden üblich sind.
Mit Hilfe der FFSB High-Speed-Verbindung mit neuem Bus-System wird eine schnellere Ansteuerung und höchst präzise Synchronisation beim Gewindeschneiden erzielt. FFSB verhindert sämtliche Abweichungen der Spindelsteigung zur Drehzahl und erhöht damit die Standzeiten der Werkzeuge erheblich.
Im so genannten Rapid Traverse Block Overlap wird – bei unterschiedlichen Achsbewegungen – nicht am Stillstand bzw. Nullpunkt gestoppt. RTBO führt zu Überschneidungen der Bewegungen und optimiert somit die Positionierzeiten. Diese Funktion ist besonders attraktiv bei der Fertigung von Teilen in mittleren und großen Serien.
Das Machine Mode Setting ist insbesondere für den Werkzeugbau interessant. Ohne Eingriff in die Parametrierung kann der Bediener per Soft-Keys auswählen, welche Option gewünscht ist – anfänglich grob vorschruppen bis hin zum Finishing in sehr hohen Qualitätsstufen.
Teilen: · · Zur Merkliste