anwenderreportage
Sandvik Coromant Silent Tools: Dämpfung zahlt sich aus
Silent Tools Technologie garantiert höchste Genauigkeiten und Oberflächenqualitäten: Mit „einfachen“ Aufgaben hat man es bei der Steirischen Hage Sondermaschinenbau kaum zu tun. Spezialisiert auf die Herstellung komplexer Bearbeitungsanlagen und Automatisierungslösungen ist auch das Teilespektrum in der mechanischen Fertigung dementsprechend anspruchsvoll. Ganz deutlich wird das im Fall eines zweiachsigen Fräskopfes, dessen Toleranzen und Winkeligkeiten sich im µ-Bereich befinden. Herzustellen unter anderem nur durch den Einsatz der Silent Tools Technologie mit integrierter Schwingungsdämpfung von Sandvik Coromant. Von Ing. Robert Fraunberger, x-technik

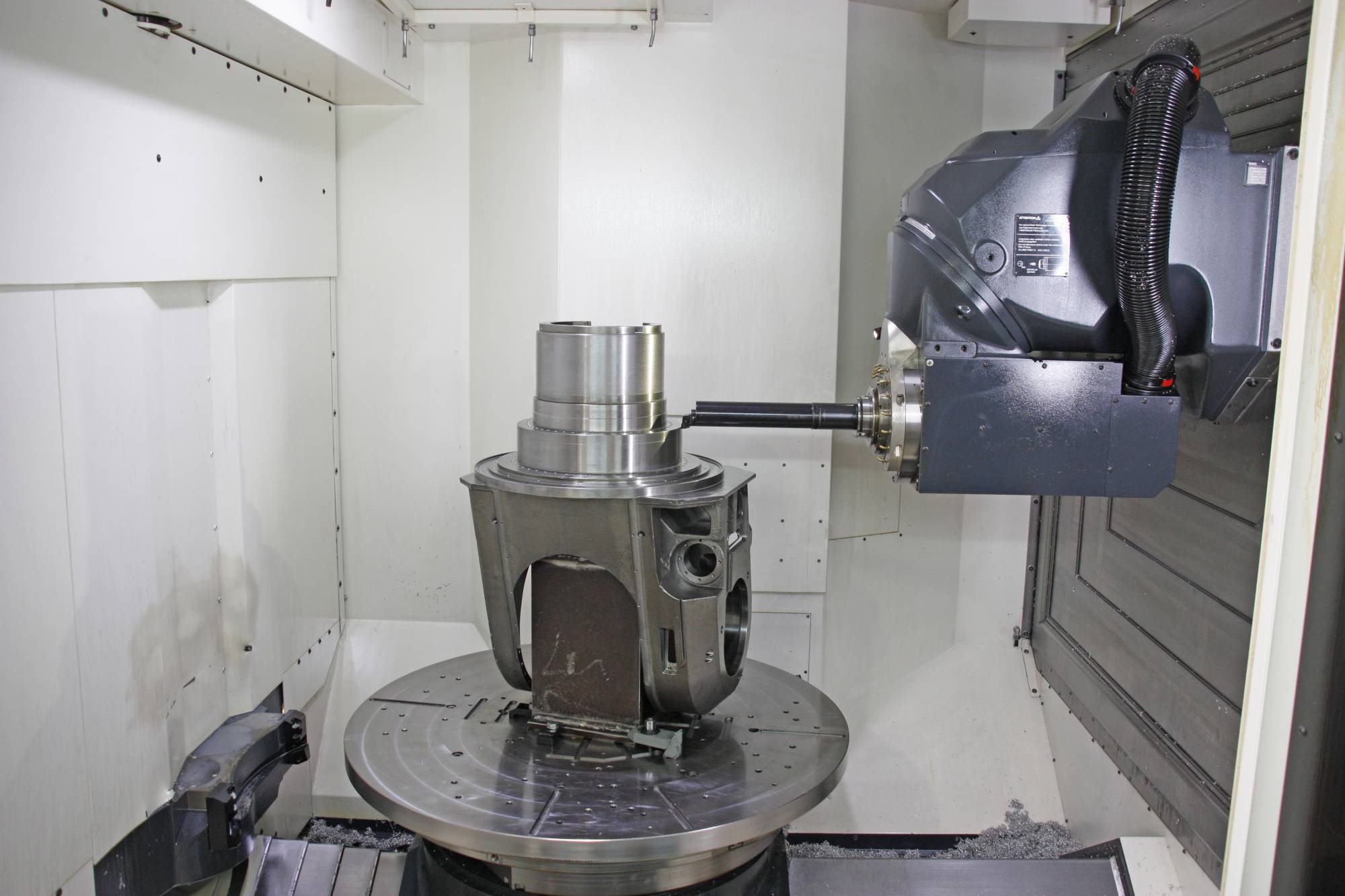
Silent Tools Bohrstangen und Adapter von Sandvik Coromant ermöglichen eine hohe Oberflächenqualität und enge Toleranzen – wie im Fall HAGE – auch bei Überhängen bis 14 x Bohrstangendurchmesser. (Alle Bilder x-technik)
Eingesetzte Werkzeuge - Drehbearbeitungen
• Grundaufnahme: C6-390.410-100 110A
• Silent Tool (Schwingungsgedämpfte Bohrstange): C6-570-3C60 295-40R
• Kopf: R571.31C-403227-12
• Wendeplatten (Schruppen): CNMG 120412-KR GC3210
• Wendeplatten (Schlichten): CNMG 120404-KF GC3215
Unternehmen, die in Ihrem Geschäftsbereich weltweit als Top-Player gelten, sind in Österreich gar nicht so selten anzufinden, wie man vielleicht meinen mag. Einer dieser Vorzeigebetriebe sitzt im steirischen Obdach. Das 1982 gegründete Familienunternehmen HAGE Sondermaschinenbau GmbH & Co. KG (HAGE) hat sich neben dem Sondermaschinenbau und der Zerspanungstechnik vor allem auf die Entwicklung von Automatisierungslösungen spezialisiert. Konstruiert und gefertigt werden anspruchsvolle Sondermaschinen, Vorrichtungen, Werkzeuge und verkettete Fertigungs- und Schweißlinien. Unter den Produktnamen HAGEmatic (Portalbearbeitungszentren), HAGEcut (Sägeanlagen), HAGEwood (Holzbearbeitung) und HAGEmatic FSW (Bearbeitungszentren zum Zerspanen und Schweißen) werden die Anlagen weltweit vertrieben. „Aktuell erstellen wir unter anderem vier Anlagen für Russland, zwei für China und je eine für Magna und AVL“, freut sich DI Stefan Hampel, Geschäftsführender Gesellschafter bei HAGE.
Etwa 100 qualifizierte Mitarbeiter entwickeln technisch innovative und anspruchsvolle Lösungen nach Kundenbedarf und erzielten dabei einen Umsatz von 13,0 Mio. EUR (2011). HAGE-Lösungen sind weltweit bei namhaften Industrieunternehmen aus der Automobil-, Bau-, Flugzeug-, Schienen-, Stahl- und Holzindustrie sowie dem allgemeinen Maschinenbau im Einsatz. „Wir realisieren kreative Ideen durch Automatisierung von Arbeitsabläufen. Mit unserem hohen technischen Know-how garantieren wir dabei eine zielorientierte Umsetzung, sichern den Wettbewerbsvorteil unserer Kunden mit visionären und innovativen Anlagenkonzepten und liefern maßgeschneiderte Lösungen aus einer Hand unter Berücksichtigung ökonomischer und ökologischer Rahmenbedingungen“, beschreibt der Geschäftsführer sein Unternehmen.


3D-Drucker von HAGE
Mit dem Prototyp HAGE3Dp-A2 fasst das erfahrene Automatisierungsteam von HAGE Sondermaschinenbau Fuß in der aufstrebenden Welt des 3D-Drucks. Der stabile 3D-Drucker für hochdynamische FDM rapid prototyping Prozesse, verspricht Detailgenauigkeit und höchste Präzision auf einer DIN A2 großen Druckfläche.
Alles aus einer Hand
Das Leistungsportfolio von HAGE erstreckt sich von der Entwicklung über die Konstruktion, Produktion und Montage bis hin zu Service- und Wartungsarbeiten auf der ganzen Welt. Die Bearbeitungsmöglichkeiten reichen von der Zerspanung über das Erodieren, Schweißen, den Werkzeugbau bis hin zur entsprechenden Messtechnik. Auch die Montage und elektrische Installationen sind integriert. Durch die hohe Fertigungstiefe und die breite Branchenaufstellung ist auch die Weltwirtschaftskrise 2008/2009 nahezu spurlos an den Steirern vorübergegangen.
HAGE ist seit der Firmengründung durch Ing. Gerfried Hampel auch immer der Zerspanung treu geblieben. Ein moderner Maschinenpark mit CNC-gesteuerten Bearbeitungsmaschinen ermöglicht ein hochgenaues und -qualitatives Fertigen von mechanischen Komponenten aller Art. „Durch unseren vielseitigen Maschinenpark sind wir in der Lage ein großes Fertigungsspektrum abzudecken, hauptsächlich für unseren Eigenbedarf. Darüber hinaus bieten wir aber auch Lohnfertigung an“, bringt sich Johann Kern, Leiter Fertigung bei HAGE ein, dessen Abteilung rund 25 Zerspanungstechniker (drei Lehrlinge) im Zwei-Schicht-Betrieb beschäftigt.

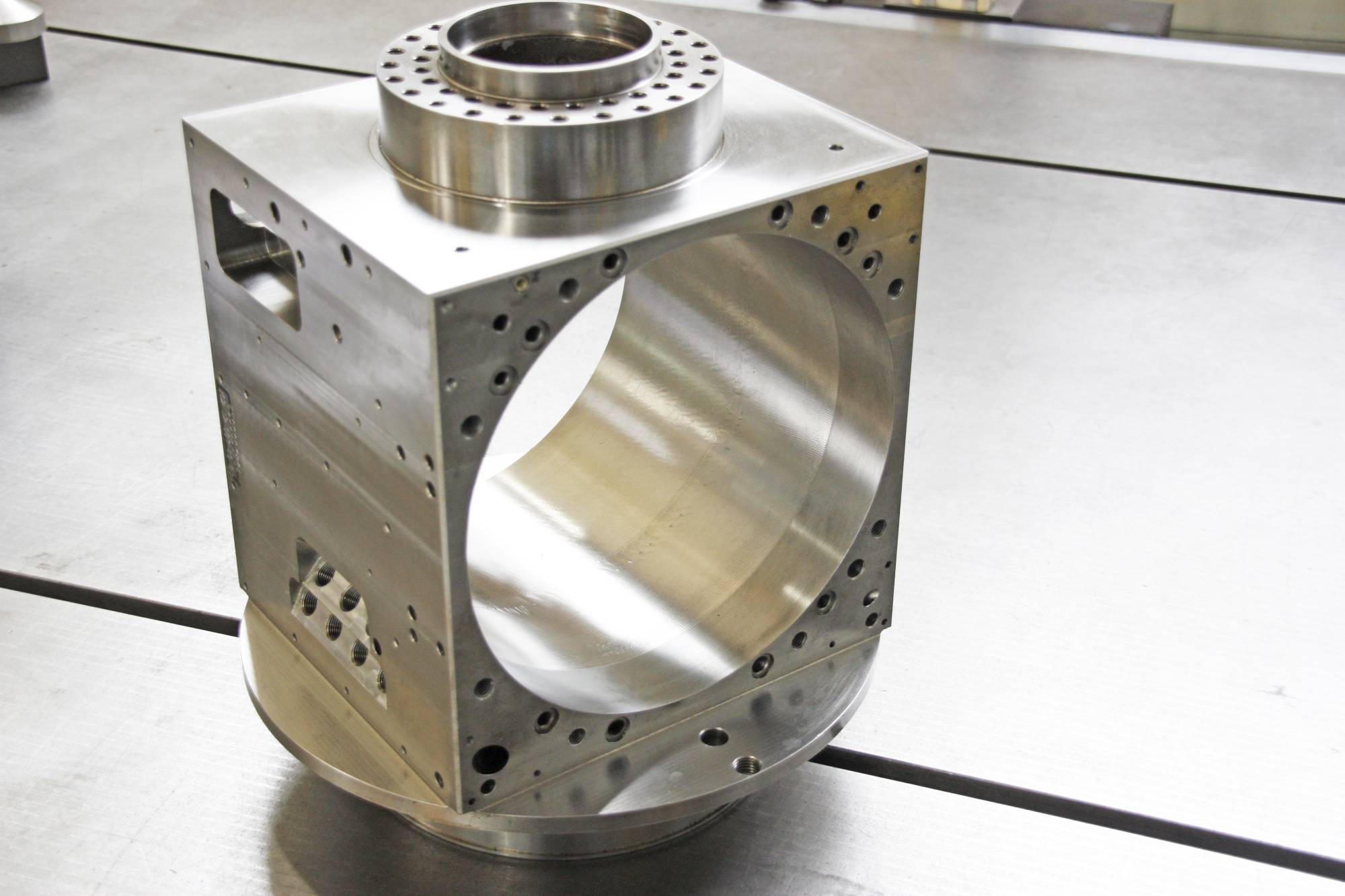
Die Bearbeitungszeit für die Bauteile aus GGG60 beträgt rund 150 Stunden. Winkeligkeiten zwischen 5µ bis 8µ und Bohrungen in H7 bzw. H6 sind zu lösen.

DI Stefan Hampel
Geschäftsführender Gesellschafter HAGE Sondermaschinenbau GmbH & Co KG
„Wir haben die Zeichnungen zuerst kritisch betrachtet und sind eigentlich zum Schluss gekommen, dass die drei Teile des Fräskopfes aufgrund der angegebenen Toleranzen und Winkeligkeiten – durchwegs im µ-Bereich – nicht wirtschaftlich herstellbar sind. Mit der Silent Tools Technologie konnten wir jedoch die Schwierigkeiten lösen.“
Projekt: Fräskopf
Wie bereits angedeutet ist die Fertigungstiefe bei HAGE sehr hoch. Nahezu alle kritischen und komplexen Teile werden im Haus selbst gefertigt. Nur einen Standard-Fräskopf für die Portalbearbeitungszentren HAGEmatic hat man bis dato vom der Firma Tramec GmbH, einem deutschen Fräskopfhersteller, bezogen. Dieser wusste um die hohe Qualität der mechanischen Fertigung bei HAGE Bescheid und gab nach Zulieferproblemen nun HAGE den Auftrag den größten Fräskopf AC6 zu fertigen.
„Wir haben die Zeichnungen zuerst kritisch betrachtet und sind eigentlich zum Schluss gekommen, dass die drei Teile des Fräskopfes aufgrund der angegebenen Toleranzen und Winkeligkeiten – durchwegs im µ-Bereich – nicht wirtschaftlich herstellbar sind“, erinnert sich DI Hampel. Trotzdem hat man einen Versuch gestartet um die drei Einzelteile aus GGG60 (Anm.: C-Achse, Fräskopfgabel und A-Achse) herzustellen. „Aufgrund des guten Maschinenparks und dem entsprechenden Know-how unserer Mitarbeiter haben wir trotz der Schwierigkeiten auf Anhieb eine zufriedenstellende Bearbeitung hinbekommen – bis auf ein paar Kleinigkeiten hat nach dem Zusammenbau alles gepasst. Vor allem die Geometrie, die bei dem Fräskopf natürlich das Wichtigste ist“, so der Geschäftsführer weiter. Wenngleich Johann Kern noch Optimierungspotentiale einräumt.

Johann Kern und Andreas Pichler haben sich auf das für die Bearbeitung größtmögliche Silent Tool Werkzeug geeinigt, denn auch bei den Drehoperationen, wo so eine lange Auskragung nicht notwendig wäre, lieferte die ausgewählte Bohrstange perfekte Ergebnisse.

Johann Kern
Leiter Fertigung HAGE Sondermaschinenbau GmbH & Co KG
„Aufgrund zum Teil sehr langer Auskragungen beim Innendrehen und der geforderten Genauigkeiten und Oberflächenqualitäten kam für mich nur die Silent Tools-Technologie von Sandvik Coromant in Frage.“
Toleranzen und Fertigungsabfolge
Wesentliche Kriterien der drei Komponenten sind die bereits angesprochenen Toleranzen und Winkeligkeiten, die sich allesamt im Tausendstel-Bereich (5µ bis 8µ) befinden. „Auch die Fertigungsabfolge und die Aufspannsituation waren ein zu lösendes Detail, um die Komponenten reproduzierbar fertigen zu können“, so Hampel weiter.
Da man in nahezu weiser Voraussicht kürzlich in ein Fräs-Drehzentrum DMC 125 FD von DMG MORI SEIKI investiert hatte, war die passende Maschine leicht gefunden: „Wir wollten technologisch am Stand der Technik bleiben und auch in die Komplettbearbeitungstechnologie einsteigen. Das war genau die richtige Entscheidung, wie man an diesem Projekt gut erkennen kann“, ergänzt Fertigungsleiter Kern, denn neben zahlreichen Fräs- und Bohrbearbeitungen ist an den drei Komponenten der Drehanteil relativ hoch. Und ein Umspannen kam für den Zerspanungsexperten aufgrund der geforderten Genauigkeiten nicht in Frage.
Ein weiterer Vorteil der neuen Maschine ist die sehr gute Temperaturkompensation, denn das Maschinenbett und der Maschinenraum werden konstant auf 20° gehalten. Über den automatischen 2-Paletten-Werkstückwechsler werden die heiklen Teile zusätzlich auch über Nacht klimatisiert.


Andreas Pichler
Verkaufstechniker Lackner & Urnitsch GmbH
„Die Bauteile sind aufgrund der hohen Präzision sicherlich grenzwertig und genau hier bieten Werkzeuge von Sandvik Coromant höchste Performance.“
Silent Tools – Beseitigung von Vibrationen beim Innendrehen
Ein wesentlicher Baustein stellte für Kern natürlich auch der Einsatz der richtigen Werkzeuge dar. Hierfür kontaktierte er Andreas Pichler, Verkaufstechniker bei Lackner & Urnitsch, einem von vier Sandvik Coromant-Händlern in Österreich. „Aufgrund zum Teil sehr langer Auskragungen beim Innendrehen und der geforderten Genauigkeiten und Oberflächenqualitäten kam für mich nur die Silent Tools-Technologie von Sandvik Coromant in Frage“, begründet Johann Kern.
Außerdem kannte der Fertigungsleiter die Bohrstangen und Adapter zur Vibrationsvermeidung von Sandvik Coromant bereits und hat ausschließlich gute Erfahrungen damit gemacht. „Die Silent Tools Werkzeuge sind zwar nicht gerade günstig, aber letztendlich jeden Cent wert. Ohne diese speziellen Werkzeuge wäre es nicht möglich gewesen, die geforderten Genauigkeiten zu erreichen.“ Andreas Pichler kann dem natürlich nur beipflichten: „Die Bauteile sind aufgrund der hohen Präzision sicherlich grenzwertig und genau hier bieten Werkzeuge von Sandvik Coromant höchste Performance.“



Infos zum Anwender
Im 1982 gegründeten Familienunternehmen HAGE entwickeln etwa 90 qualifizierte MitarbeiterInnen technisch innovative und anspruchsvolle Lösungen nach Kundenbedarf. HAGE-Sondermaschinen stehen weltweit im Einsatz bei namhaften Industrieunternehmen. Im Bild das Portalbearbeitungszentrum HAGEmatic FSW – ein hybrides System, das Fräs- und Rührreibschweißprozesse (Friction Stir Welding) in einer Anlage vereint.
Reichweite bis 14xD
Das Vermeiden von Vibrationen gehört zu den grundlegenden Maßnahmen bei jeder Bearbeitung, denn diese können zu nicht akzeptabler Bauteilqualität, erhöhtem Ausschuss und Bearbeitungsproblemen durch schnellen Wendeplattenverschleiß und Schneidkantenbruch führen. „Werden alle Grundvoraussetzungen für eine optimale Stabilität des Zerspanungsprozesses (Temperatur, Werkstück- bzw. Werkzeugspannung) getroffen, bietet sich mit Silent Tools eine effektive Lösung zur Vermeidung von Vibrationen“, ist Andreas Pichler überzeugt und er ergänzt: „Silent Tools Bohrstangen und Adapter ermöglichen eine hohe Oberflächenqualität und enge Toleranzen. Mit unseren schwingungsgedämpften hartmetallverstärkten Bohrstangen können sogar wie im Fall HAGE Überhänge bis 14 x Bohrstangendurchmesser bearbeitet werden.“
Erreicht wird das durch den laut Pichler einzigartigen Dämpfungsmechanismus sowie die innere Kühlschmierstoffzufuhr durch die Stange. Ergänzend wurde eine Direktaufnahme Capto C6 verwendet. Auch die Schnittdaten der Bearbeitung konnten dank der unterdrückten Schwingungen beträchtlich erhöht werden. Die beiden Techniker haben sich letztendlich auf das für die Bearbeitung größtmögliche Silent Tool Werkzeug geeinigt, um damit auch zukünftig flexibel zu sein. „Denn auch bei den Drehoperationen, wo so eine lange Auskragung nicht notwendig wäre, lieferte die ausgewählte Bohrstange perfekte Ergebnisse. Darum war es nicht nötig, mehrere Abmessungen zu bestellen“, begründet Kern. Die Auswahl der richtigen Wendeplattengeometrien war aufgrund der Erfahrungswerte bei HAGE kein Problem.

Aufgrund der guten Performance sind Folgeaufträge zu erwarten: Das Projektteam besteht aus (v. l. n. r.:) Gerald Löschenkohl (Sandvik Coromant Österreich), Johann Kern und DI Stefan Hampel (beide HAGE) sowie Andreas Pichler (Lackner & Urnitsch).
Gute Zusammenarbeit als Erfolgsfaktor
Aufgrund der ausgezeichneten Ergebnisse hat man nun bereits drei Fräsköpfe hergestellt, deren Bearbeitungszeit jeweils rund 150 Stunden beträgt. Und der zufriedene Kunde Tramec hat bereits weitere Fräskopfgrößen bei HAGE angefragt.
Abschließend bleibt noch zu sagen, dass auch Sandvik Coromant unterstützend, in Person von Gerald Löschenkohl, der sich schon seit vielen Jahren für das Händlergeschäft verantwortlich zeichnet, seinen Beitrag zum Erfolg geleistet hat. „Andreas Pichler von Lackner & Urnitsch hat dieses sehr interessante Projekt aufgrund der jahrelangen Zusammenarbeit mit uns und regelmäßigen Trainings bei Sandvik Coromant alleine abgewickelt. Unterstützend haben wir die Bohrstangen für die ersten Versuche selbstverständlich zur Verfügung gestellt“, so Gerald Löschenkohl, der nicht unerwähnt lässt, dass dies in der Branche nicht alltäglich ist: „Aufgrund das hervorragenden Know-hows bei HAGE und der ausgezeichneten Arbeit von Andreas Pichler, konnte ich das getrost verantworten.“
„Eine erfolgreiche Zusammenarbeit funktioniert nur über die Qualität der handelnden Personen“, bestätigt auch DI Stefan Hampel, der sicher ist, dass so ein Projekt zwar nur mit den besten Maschinen und Werkzeugen erfolgreich gestaltet werden kann, aber letztlich die Komponente Mensch als die wichtigste einschätzt.
Teilen: · · Zur Merkliste