anwenderreportage
Walter B4213: Garantierter Spanabfluss
Vollbohren in schwer zerspanbaren Werkstoffen: Drehkegelventile bestehen aus schwer zerspanbaren Werkstoffen und stellen höchste Ansprüche an die Bearbeitung. Die Walter AG setzt bei VETEC Ventiltechnik mit ihrem neuen Xtra•tec® Insert Drill B4213 Maßstäbe beim Vollbohren. Der deutlich erleichterte Abfluss der Späne garantiert sichere Prozesse bei der Bearbeitung der besonders anspruchsvollen Werkstoffe.
VETEC bohrt alle Ventile mit Walter Vollbohrern. Die eingesetzten Durchmesser reichen von 12,5 mm bis 70 mm.
Infos zum Anwender
Die VETEC Ventiltechnik GmbH in Speyer entwickelt und produziert Regelarmaturen und pneumatische Stellantriebe für industrielle Anwendungen. Das mittelständische Unternehmen fertigt mit seinen 120 Mitarbeitern anspruchsvolle Einzelstücke und kleine Serien – bis zu 5.000 Ventile/Jahr.
www.vetec.de
Die VETEC Ventiltechnik GmbH entwickelt und produziert Regelarmaturen und pneumatische Stellantriebe für industrielle Anwendungen. Von der Öl- und Gasindustrie über die Raffinerien in Petrochemie und Großchemie, dem Anlagenbau bis hin zur Metall-, Papier- und Lebensmittelindustrie bietet man Lösungen für die Regelung von Dampf-, Gas-, Flüssigkeits- und Feststoffströmen.
VETEC fertigt überwiegend Drehkegelventile in allen gängigen Werkstoffen. Neben Standards bei Stahlguss- und Edelstahlgusssorten bietet das Unternehmen Stähle und Edelstähle für Tief- und Hochtemperaturanwendungen sowie Sonderwerkstoffe an. Dazu zählen z. B. Hastelloy, Duplex und Superduplex, Monel, Titan, Zirkonium und Bronzelegierungen für Sauerstoff oder Seewasser. „Der modulare Aufbau und die Variantentiefe unserer Drehkegelventile machen das Produkt universell und für alle Anwendungen einsetzbar“, erklärt Alexander Helm, Alexander Helm, Leiter der mechanischen Fertigung. Zur Bearbeitung dieser technisch sehr anspruchsvollen Aggregate und ihrer einzelnen Komponenten benötigt VETEC präzise und hochwertige Werkzeuge. Dabei verlässt sich das Unternehmen seit vielen Jahren auf die Produkte der Walter AG.
Bisher beschränkte sich die Fertigung bei VETEC auf das Premiumsegment. „Derzeit ist aber eine eigene neue Baureihe in der Entwicklung, die mit höheren Stückzahlen eine größere Zahl von Kunden ansprechen soll. „Für die Herstellung der Prototypen setzen wir wieder auf bewährte Walter-Werkzeuge“, ergänzt Helm.

Beim neuen Walter Xtra•tec® Insert Drill Bohrer fließen die Späne immer ab. Der neue Vollbohrer für Wendeschneidplatten mit vier Schneiden erfüllt die gestellten Anforderungen optimal.
Vollbohren in teuren Einzelanfertigungen
Bei der Fertigung der Drehkegelventile ist das Vollbohren von entscheidender Bedeutung. „Bisher fuhren wir mit dem Walter Stardrill immer die höchsten Schnittwerte“, betont der langjährige Betriebsleiter Norbert Eberhard. „Außerdem werden immer große Magazine bei neuen Werkzeugen eingesetzt, um geringe Rüstzeiten zu haben und somit schneller zu arbeiten. Da wir meist teure Einzelanfertigungen realisieren, dürfen wir uns keine Fehler leisten, denn die kämen uns teuer zu stehen.“ Entscheidend für den Erfolg sind für den Betriebsleiter und sein Team deshalb sichere und stabile Prozesse.
Um bei den aktuellen sowie den neu geplanten Ventilen weiter konkurrenzfähig zu bleiben, arbeitet man bei VETEC kontinuierlich an der weiteren Verbesserung der Prozesse. Um die anspruchsvollen und häufig schwer zerspanbaren Werkstoffe für die Ventile noch sicherer bearbeiten zu können, präsentierte Walter den neuen Walter Xtra•tec® Insert Drill.

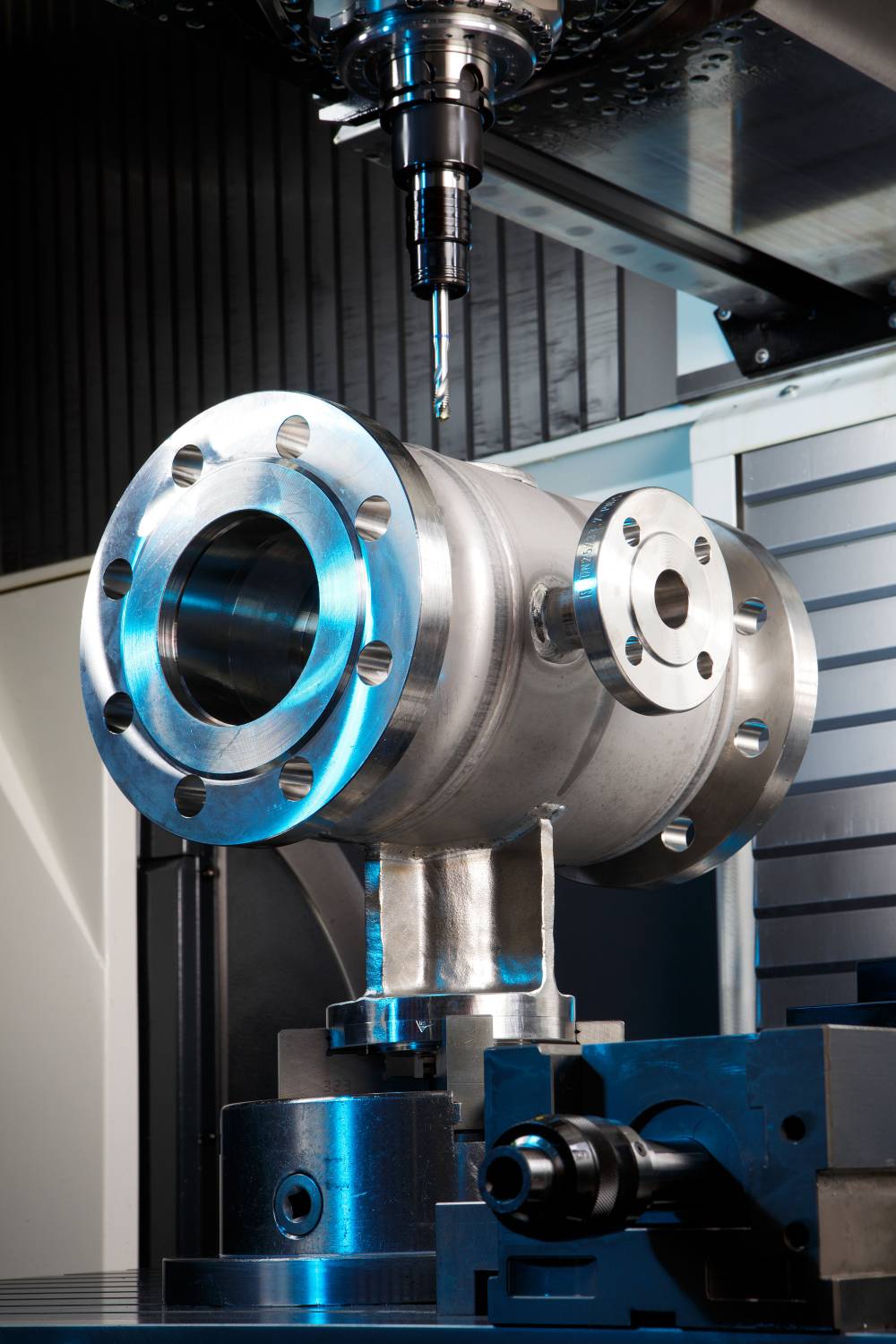
Bei der VETEC Ventiltechnik GmbH werden unterschiedlichste Ventilgehäuse aus schwer zerspanbaren Werkstoffen gefertigt.

Norbert Eberhard, Betriebsleiter von VETEC, Michael Diesel, Technische Beratung und Verkauf der Walter Deutschland GmbH, und Maik Neumann Technischer Einkauf, der VETEC Ventiltechnik GmbH, besprechen den Einsatz von Walter Werkzeugen bei der Bearbeitung von schwer zerspanbaren Werkstoffen für Ventile.
Walter Xtra•tec® Insert Drill setzt Maßstäbe
Der neue Vollbohrer für Wendeschneidplatten mit vier Schneiden erfüllt die Anforderungen noch besser als sein Vorgänger. Bei VETEC eingesetzt wird der Walter Xtra•tec® Insert Drill B4213 mit der Außenplatte P4840P-8R-E67 WSP45 und der Zentrumsplatte P4840C-8R-E67 WXP45. Die Durchmesser beim Bohren betragen bis zu 59 mm.
VETEC bohrt alle Ventile mit Walter Vollbohrern. Die eingesetzten Durchmesser reichen von 12,5 bis 70 mm. Besonderes Augenmerk ist bei der Bearbeitung den unterschiedlichen, schwer zerspanbaren Materialien zu widmen. Dazu werden Bohrer mit hoher Verschleißfestigkeit und hoher Standzeit benötigt. Bearbeitet werden unterschiedlich dimensionierte und geformte Gehäuse. Bei großen Gehäusen werden Vollbohrer eingesetzt, die bis zu 700 mm tief bohren.
Die meisten Anwendungen betreffen kleinere Gehäuse mit Durchmessern von 5 x D oder 6 x D. Der Walter Xtra•tec® Insert Drill besitzt eine gedrallte Spannut und führt deshalb die Späne noch besser ab als das Vorgängermodell. „Beim jetzt eingesetzten neuen Walter Xtra•tec® Insert Drill Bohrer fließen die Späne immer ab, was bei dem vorher eingesetzten Bohrer technisch nicht garantiert war“, lässt Norbert Eberhard einfließen. „Durch den jetzt erleichterten Späneabfluss ist der Prozess sicherer geworden, gerade bei den exotischen Stählen und anderen Materialsorten. Die Investition in die Walter-Produkte hat sich für uns noch immer amortisiert, denn der Walter-Prozess ist am stabilsten und rentabelsten“, schließt Alexander Helm.
Teilen: · · Zur Merkliste