Weingärtner TMU 400: Trochoidal-Fräsen im großen Stil
Weingärtner Maschinenbau bringt das Trochoidal-Fräsen als Complete Solution für das Nutenfräsen von sogenannten Tannenbaumnuten auf seine Multi-Task-Maschinen. Unter Complete Solution versteht man bei Weingärtner Maschinenbau Applikationslösungen – all inclusive von der Werkzeugempfehlung, über das passende Softwaremodul bis zur Bearbeitungseinheit auf der passenden Maschinenplattform. Zur Anwendung kommen diese Frässtrategien auf großen Rotoren für Gasturbinen und Dampfturbinen.
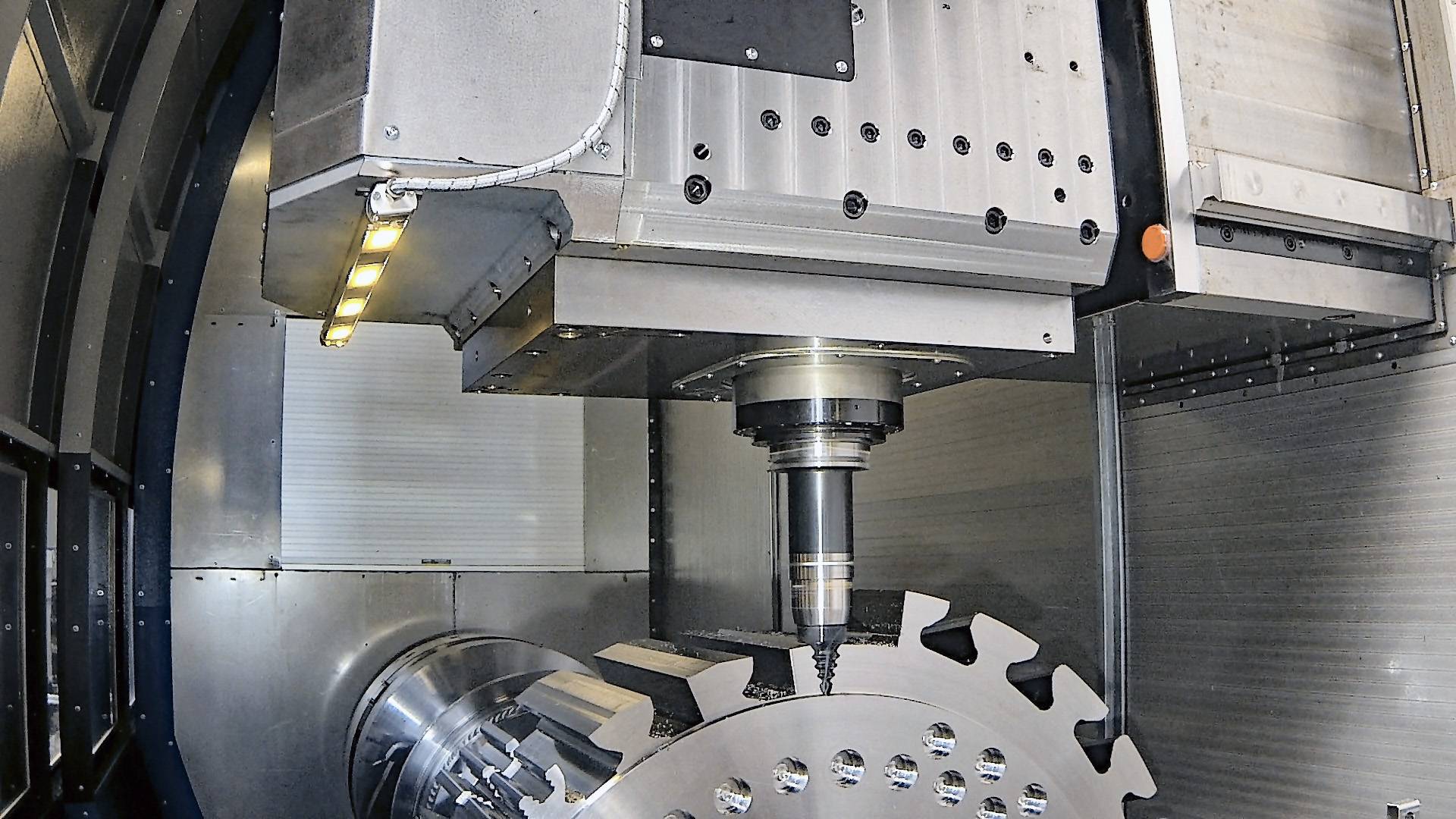
Mit der Trochoidal-Fräseinheit TMU 400 bringt Weingärtner Maschinenbau das Trochoidal-Fräsen als Complete Solution für das Nutenfräsen von Tannenbaumnuten auf seine Multi-Task-Maschinen.

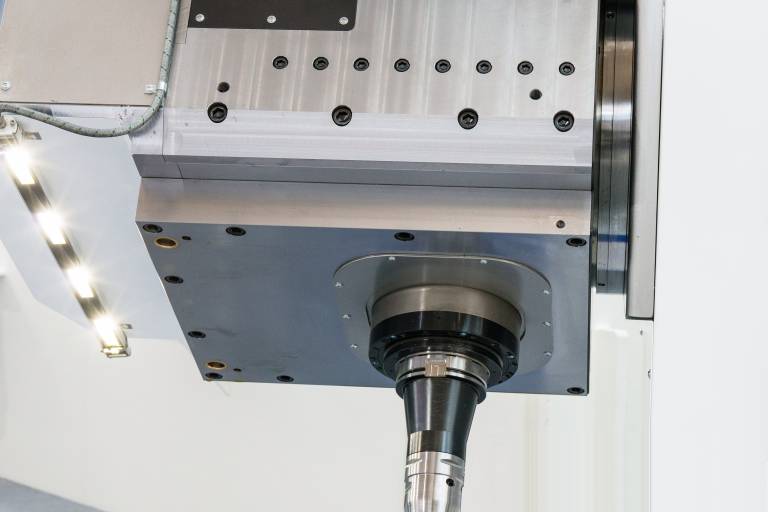
Trochoidal-Fräseinheit TMU 400
• Frässpindel Betrieb S1: 25 kW / 200 Nm bis 1.200 U/min
• Spindeldrehzahl max.: 6.000 min-1
• Verfahrgeschwindigkeit: 15 m/s
• Vorschubkraft: 16 kN
Das Trochoidal-Fräsen kennt man bereits seit vielen Jahren. Doch was bisher an den Fertigungsbedingungen gescheitert ist, wird mit den neuen Maschinengenerationen möglich. Zum ersten wäre da die erhöhte Rechnerleistung auf modernen Bearbeitungszentren zu nennen. Denn Trochoidal-Fräsen verläuft auf komplexeren Bearbeitungsbahnen als das klassische Schruppfräsen. Um diese zu berechnen, braucht man sehr viel Rechnerkapazität.
Komplexe Bearbeitungsbahnen auf Werkzeugmaschinen benötigen zusätzlich intelligente Software, die sie steuert. Leistungsfähige CAD/CAM-Systeme der neuesten Generation erlauben heute sogar eine Offline-Programmierung dieser komplexen Bearbeitungsbahnen und sind noch dazu auf bestehenden Maschinensystemen nachrüstbar.
Der dritte Erfolgsfaktor im Comeback des modernen Trochoidal-Fräsens ist das Fräswerkzeug selbst. Beim Trochoidal-Fräsen taucht das Fräswerkzeug komplett in das Werkstück ein. Deswegen sind die Schneiden beim Trochoidal-Fräswerkzeug an der ganzen Schaftlänge des Werkzeuges angeordnet und nicht nur an der Spitze. Hohe Radialkräfte auf das Werkzeug erfordern eine stabile Kerngeometrie. Der Hartmetaleinsatz im Fräser und die Oberflächenbeschichtung des Schneideinsatzes müssen sehr temperaturschockbeständig sein, um Haarrisse und Schneidbrüche zu vermeiden.

Konzipiert für die Maschinenplattform mpmc kann die Trochoidal-Fräseinheit wie jede andere Bearbeitungseinheit auf der mpmc automatisch von einer maschinenintegrierten Pick-Up Station bei Bedarf eingewechselt werden.
Einsatzfelder des Verfahrens
Beim Trochoidal-Fräsen bewegt sich der Fräser nicht hin und her wie bisher, sondern eher im Kreis. Genauer gesagt bewegt sich der Fräser auf ellipsenähnlichen Bahnen, die sich in der Vorwärtsbewegung überlagern. Dadurch wird der Eingriffswinkel der Schneidkante konstant gehalten, so dass der Fräser immer mit gleichbleibender Kraft und Geschwindigkeit durch das Material fahren kann. Das Resultat sind hohe Vorschubgeschwindigkeiten ohne Abbremsen bei Konturwechsel.
Deswegen macht dieses dynamische Bearbeitungsverfahren beim Fräsen von Konturen Sinn, zum Beispiel bei Nuten. Für große plane Flächen eignet sich eher das klassische Schruppverfahren mit parallelen Fräsbahnen. Des Weiteren sollte die Werkzeugmaschine auf der man Trochoidal-Fräsen anwendet, eine entsprechend hohe Achs-Dynamik besitzen. Ansonsten verliert man die Einsparung von Bearbeitungszeit auf den beim Trochoidal-Fräsen längeren Verfahrwegen.
Trochoidal-Fräsen kann also auf Maschinenkonzepten angewendet werden, die Frässpindeln sehr schnell bewegen können. Bei relativ übersichtlichen Werkstückgrößen auf kleineren bis mittleren Bearbeitungszentren ist das Trochoidal-Fräsen von Nuten also sinnvoll und unproblematisch.
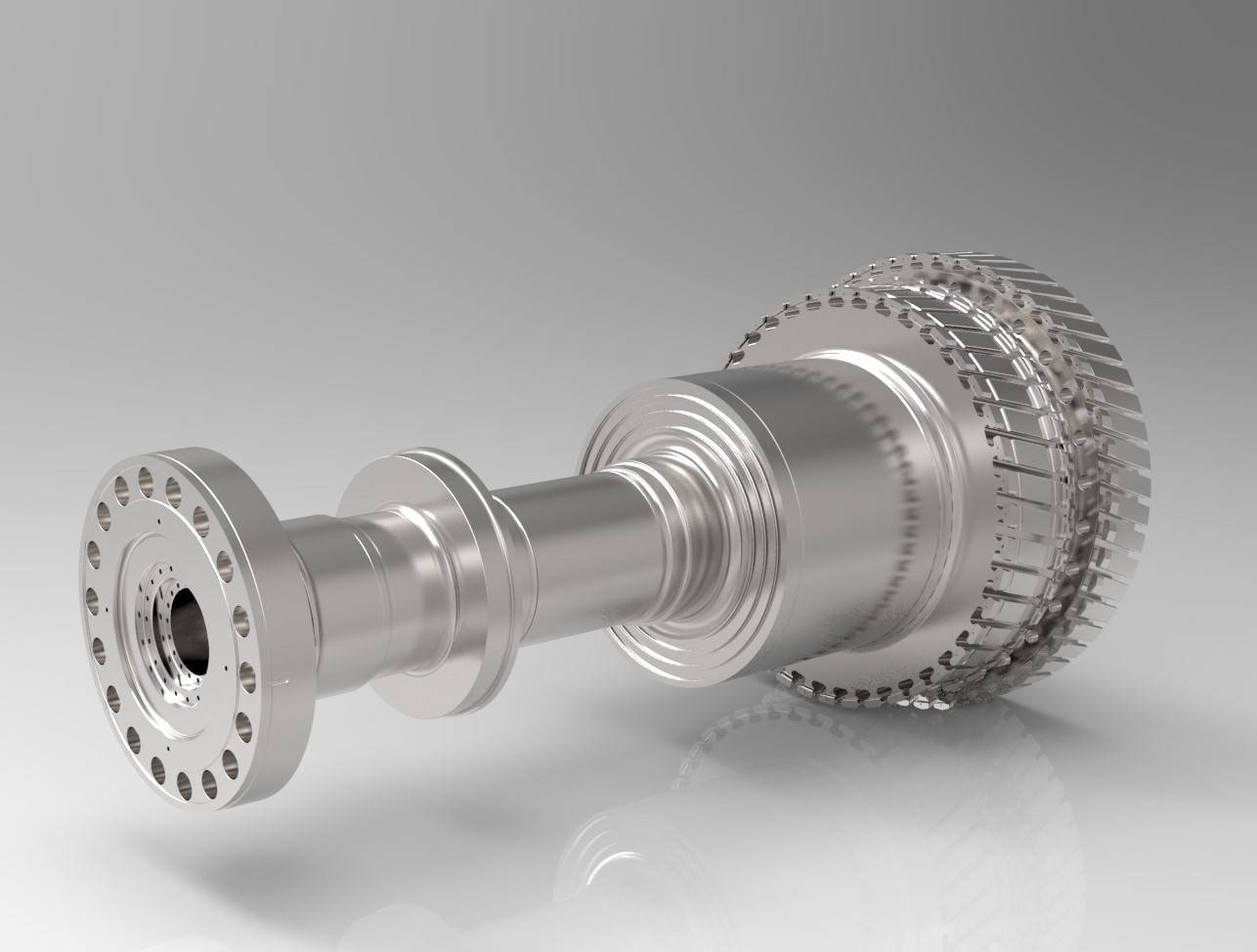
Anders verhält es sich aber bei der Fertigung von großen Werkstücken auf großen Fräs- und Drehzentren. Eine solche Applikation ist zum Beispiel das Fräsen von sogenannten Tannenbaumnuten auf Rotoren von Dampf- und Gasturbinen. Ein Fahrständer eines großen Fräs- und Drehzentrums kann bis zu zwei Meter Höhe haben und bis zu zwanzig Tonnen Gewicht wiegen. Solche Massen auf eine hochdynamische, zyklische Bearbeitungsbahn zu schicken, würde sehr schnell zum kompletten Verschleiß und Ausfall von Lagern und bewegten Teilen führen.

Entkoppelt von der Vorschubbewegung des Fahrständers kann die Fräseinheit im Trochoidal-Fräsmodus die Tannenbaumnuten auf Generatorwellen von Dampf- und Gasturbinen fräsen, ohne nennenswerten Verschleiß von Lagern und bewegten Teilen in der Einheit zu verursachen.

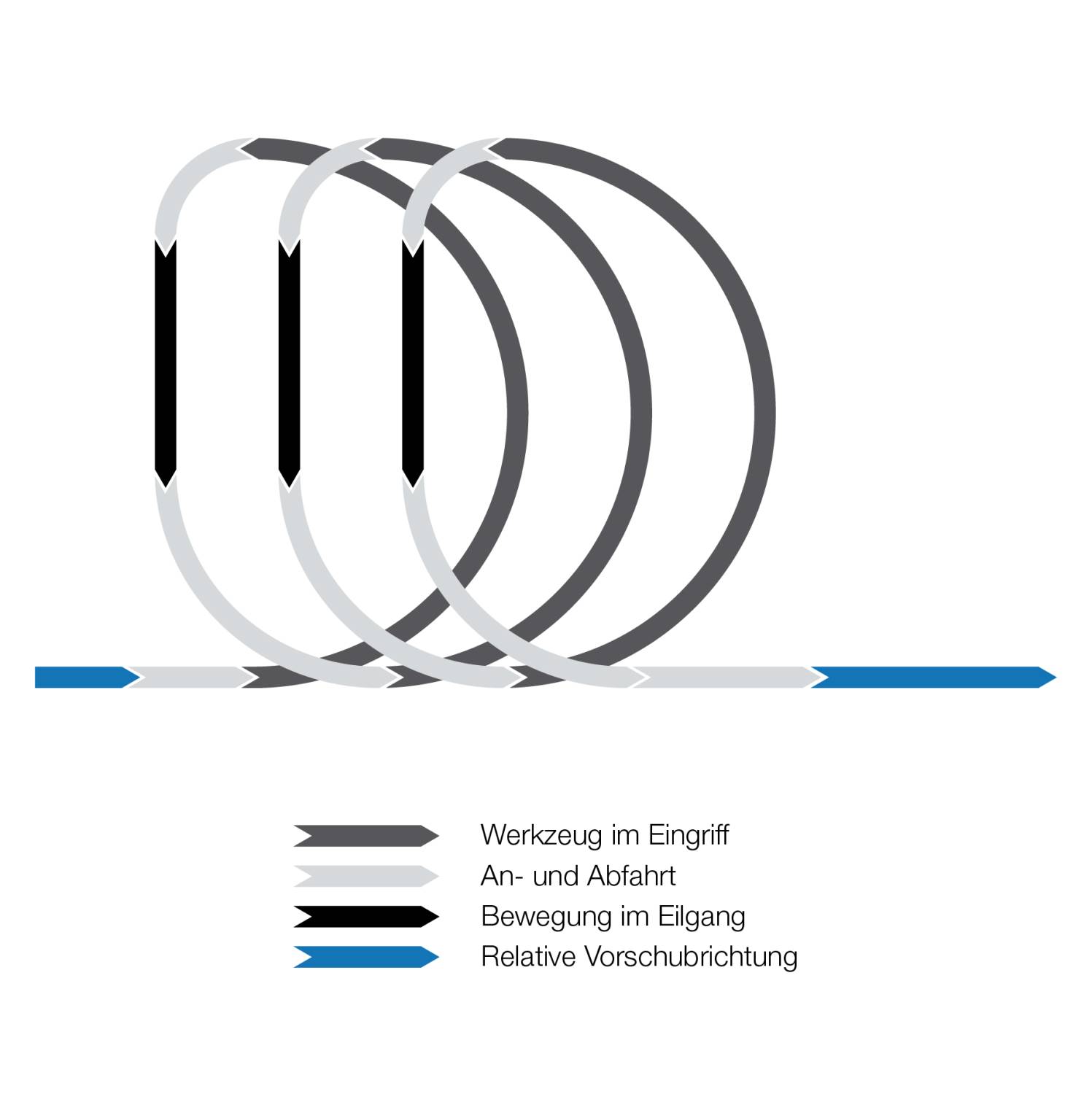
Verfahrweg beim Trochoidal-Fräsen: Der Fräser bewegt sich auf ellipsenähnlichen Bahnen, die sich in der Vorwärtsbewegung überlagern.
Trochoidal-Fräseinheit TMU 400
Hier setzt die jüngste Produktentwicklung von Weingärtner Maschinenbau an. Konzipiert für die Maschinenplattform mpmc, ebenfalls von Weingärtner Maschinenbau, kann die Trochoidal-Fräseinheit TMU 400 wie jede andere Bearbeitungseinheit auf der mpmc automatisch von einer maschinenintegrierten Pick-Up Station bei Bedarf eingewechselt werden.
Einmal auf der Schnittstelle des Fahrständers angedockt, wird die Trochoidal-Fräseinheit TMU 400 zur Bearbeitung am Werkstück positioniert. Der massive Fahrständer des Fräs-Drehzentrums mpmc startet dann seine relativ langsame Vorwärtsbewegung, während die Frässpindel der TMU 400 in der Fräseinheit selbst eine hoch dynamische, zyklische Bewegung durchführt. Entkoppelt von der Vorschubbewegung des Fahrständers kann so die Fräseinheit TMU 400 im Trochoidal-Fräsmodus die Tannenbaumnuten auf den Generatorwellen von Dampf- und Gasturbinen fräsen, ohne nennenswerten Verschleiß von Lagern und bewegten Teilen in der Einheit zu verursachen. So macht Weingärtner Maschinenbau die Trochoidal-Frässtrategie auch für Werkstücke mit großen Abmessungen für die Bearbeitung auf Fräs- und Drehzentren zugänglich.
Die Anschaffung oder das Upgrade auf eine neue CAD/CAM-Software entfällt bei den modernen Fräs-Drehzentren von Weingärtner Maschinenbau. Als complete Solution Werkzeugmaschinenhersteller hat man einen universellen Makro-Zyklus entwickelt, mit dem die Achsansteuerung simpel programmiert bzw. parametrisiert werden kann: unabhängig vom Programmierplatz, nicht länger als zwei Programmzeilen in der Steuerung.

Fräs-Drehzentrum mpmc von Weingärtner Maschinenbau.
Überzeugend in der Anwendung
Ein typischer Anwendungsfall für Nutenfräsen auf Generatorwellen oder -rotoren ist zum Beispiel eine 30 mm breite, 65 mm tiefe und 120 mm lange Nut in hochlegiertem Stahl. Die Bearbeitungszeit dieser Nut mit der Trochoidal-Fräseinheit TMU 400 auf einer Multi-Task Maschine mpmc von Weingärtner Maschinenbau ist prozesssicher unter 30 Sekunden möglich. Das entspricht einer Einsparung bei der Bearbeitungszeit von über 50 %.
Auch bei den Standzeiten der Fräswerkzeuge auf der neuen Fräseinheit TMU 400 werden die Erwartungen an das Trochoidal-Fräsen erfüllt. Hier werden speziell für das Fräsen von Tannenbaumnuten ausgelegte Werkzeuge eingesetzt, entwickelt in Zusammenarbeit mit langjährigen Partnern aus der Werkzeugindustrie. Das Resultat: höhere Standzeiten um den Faktor 10.
Teilen: · · Zur Merkliste