Dinamtrack: Integration von Stäubli-Roboter, CNC-Steuerung und 3D-Scanner
Der spanische Integrator eProject4 hat eine innovative Automatisierungslösung für die Metallbearbeitung realisiert. Das innovative „Dinamtrack“-System erlaubt die bildgesteuerte Bearbeitung von komplexen Bauteilen. Der Datenaustausch zwischen 3D-Scanner, Roboter und CNC-Steuerung erfolgt in Echtzeit über die uniVAL drive-Schnittstelle von Stäubli.

Das leistungsstarke und echtzeitfähige Interface ermöglicht die Kombination von Stäubli-Roboter-, CNC- und Scanner-Steuerung.
Die robotergestützte Automation hat sich in der Metallbearbeitung durchgesetzt. Hier übernehmen Roboter Aufgaben wie Fräsen und Entgraten. Oder sie setzen Bohrungen in komplexen Getriebegehäusen und schneiden anschließend mit hoher Präzision auch die Gewinde, damit die Gehäusehälften verschraubt werden können.
Zu den Voraussetzungen gehört in diesem Fall ein exaktes Einspannen und Fixieren des Werkstücks über den gesamten Prozess. Denn so vielseitig die Roboter auch sind: Wenn die Bearbeitung begonnen hat, läuft das in der Steuerung hinterlegte Programm ab. Eine Umfelderkennung – beim Menschen selbstverständlich – fehlt. Deshalb sind die Ausgangsbedingungen exakt definiert und dürfen nicht verändert werden.
Anders ist das bei dem „Dinamtrack“-System, einer Entwicklung der Ingenieurgesellschaft eProject4 in Berga bei Barcelona/Spanien. Das Unternehmen hat sich auf die Automation von Metallbearbeitungsprozessen spezialisiert und sich hier einen hervorragenden Ruf erarbeitet. Zum Beispiel hat eProject4 den „RobMill“ entwickelt: Eine CNC-Bearbeitungsstation, bei der ein Roboter Dreh- und Fräsaufgaben übernimmt und die Befehle direkt aus der CNC-Steuerung erhält. Damit wird eine Voraussetzung für die hervorragende Oberflächenqualität des Werkstücks geschaffen. Für dieses Projekt verwendet eProject4 Stäubli-Roboter vom Typ TX60. Ein Grund dafür ist die tiefe Integration der Roboter- mit der CNC-Steuerung über die von Stäubli entwickelte uniVAL drive-Schnittstelle.

Bohrungen sollen genauso präzise eingebracht werden, wenn das Getriebegehäuse nicht korrekt eingespannt wurde. Der Stäubli-Roboter TX60 muss hochpräzise arbeiten.
3D-Bildverarbeitung bringt Flexibilität
Im „Dinamtrack“-Projekt haben sich die Ingenieure nun mit eingangs erwähnter Aufgabe beschäftigt, das Einbringen von Bohrungen in Getriebegehäuse zu automatisieren – und dabei eine echte Innovation verwirklicht.
Grundgedanke war der Wunsch, den Prozess auch dann voll automatisiert und fehlerfrei ablaufen zu lassen, wenn die Ausgangsbedingungen nicht hundertprozentig dem definierten Zustand entsprechen. Auf das konkrete Projekt bezogen, heißt das: Die Bohrungen sollen genau so präzise eingebracht werden, wenn das Getriebegehäuse nicht korrekt eingespannt wurde.
Um das zu erreichen, müssen zwei Grundvoraussetzungen erfüllt sein: Eine 3D-Bildverarbeitung überwacht den Prozess und liefert der Steuerung die Ist-Daten, um den Prozess situativ abzuarbeiten. Der Roboter muss also quasi sehen können. Dazu wiederum muss das Getriebegehäuse mit Referenzpunkten versehen sein, die der Scanner erkennt.
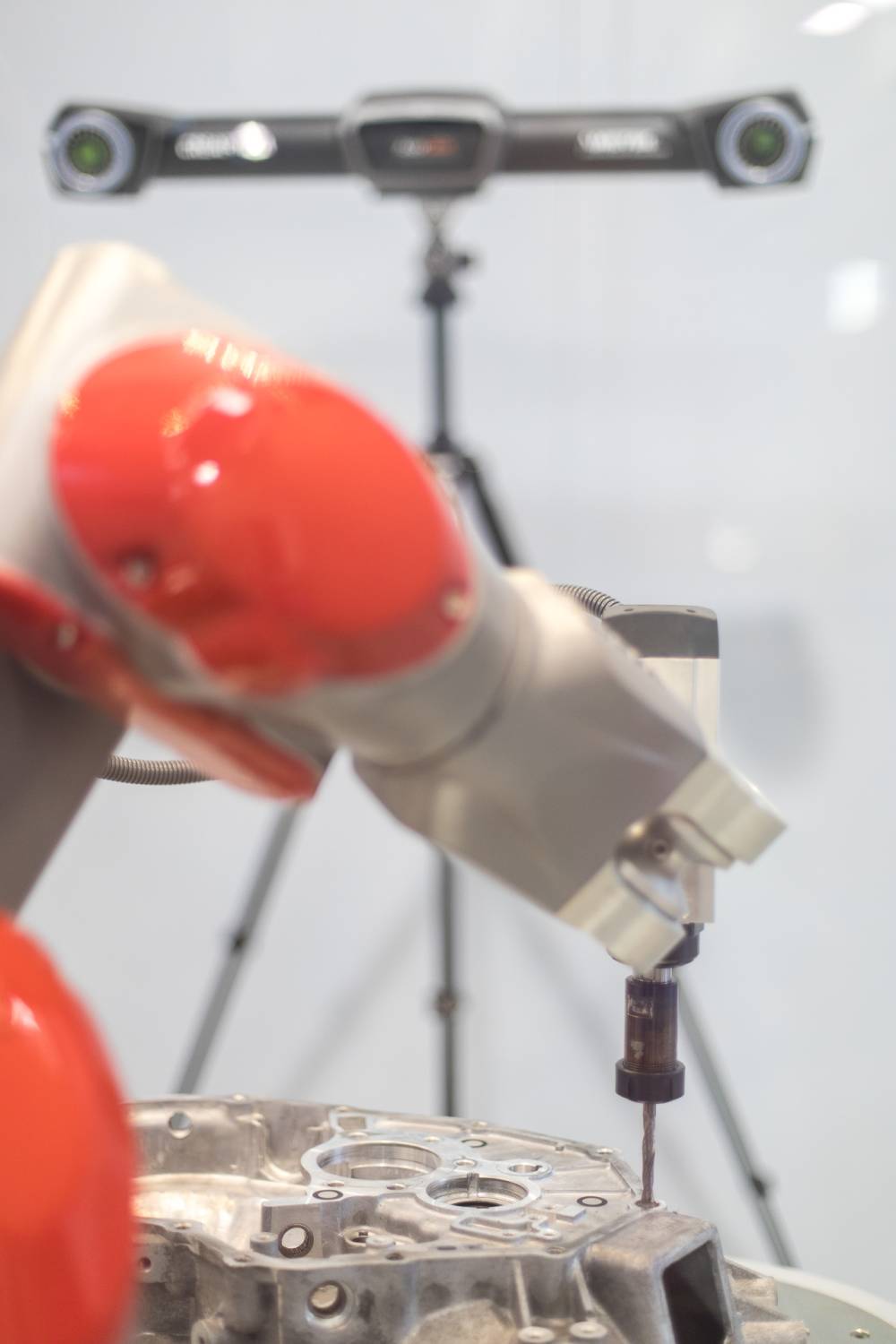
Ein exaktes, d. h. ein gerades Eintauchen in das Bohrloch, ermöglicht die Schrägstellung des Werkzeuges nach Empfang der 3D-Scannersignale.
Tiefe Integration von Roboter, CNC-Steuerung und 3D-Scanner
Diese Voraussetzungen hat eProject4 bei „Dinamtrack“ geschaffen – und auch zwei weitere Grundbedingungen erfüllt. Der Roboter muss hochpräzise arbeiten. Deshalb kommt auch beim ersten „Dinamtrack“-Prototypen ein Stäubli-Roboter aus der TX-Serie – in diesem Fall ein TX60 – zum Einsatz. Und es muss eine direkte Echtzeit-Verbindung zwischen Scanner, CNC-Steuerung und Robotersteuerung sichergestellt sein.
Diese Anforderung lässt sich mit der einzigartigen uniVAL drive-Schnittstelle von Stäubli erfüllen. Sie ermöglicht dem Anwender die Programmierung und Steuerung des Roboters über Funktionsbausteine einer SPS oder CNC-Steuerung. Diese übergeordnete Steuerung wiederum kann über einen Standard-Feldbus an andere Steuerungen angebunden sein – in diesem Fall an den 3D-Scanner. Für die Praxis und das „Dinamtrack“-Projekt bedeutet das: Über diese ebenso einfache wie leistungsfähige Architektur kann der Roboter seine Bewegungsabläufe an die in Echtzeit übermittelten Signale aus dem 3D-Scanner anpassen.

Gesamtaufbau „Dinamtrack“-Projekt: Eine 3D-Bildverarbeitung überwacht den Prozess und liefert der Steuerung die Ist-Daten.

„Dinamtrack“-Projekte sind auch mit größeren Robotern möglich, aber eben nur mit Stäubli-Robotern mit uniVAL drive-Schnittstelle wie beispielsweise dem Stäubli TX200.
Gerades Bohren auch in Schrägstellung
Welche Vorteile „Dinamtrack“ bietet, wird beim Blick auf den Bearbeitungsprozess unmittelbar deutlich. Zunächst bieten sich dem Betrachter keine Überraschungen. Der Roboter, überwacht und gesteuert von einem 3D-Scanner, dem C-Tracker von Creaform, tastet die Löcher ab, in denen Gewinde gebohrt werden sollen.
So weit, so normal. Was aber passiert, wenn zum Beispiel ein Bediener das Spannsystem öffnet und einen Keil unter das Gehäuse legt, das somit nicht mehr plan auf dem Werkstückträger fixiert ist? In diesem Fall nähert sich der Roboter wie gewohnt dem Werkstück. Nach kurzem „Zögern“, d. h. nach dem Empfang der Signale des 3D-Scanners, bringt er das Werkzeug in eine Schrägstellung, die ein exaktes, d. h. gerades Eintauchen in das Bohrloch ermöglicht. Das bedeutet: Das Werkzeug passt sich an die individuelle, sensorisch erfasste Position des Werkstücks an.
Das gelingt, weil die externe Vermessung mit dem 3D-Scanner die reale Position des Werkstücks mit dem in der Steuerung hinterlegten 3D-Modell vergleicht. Die Robotersteuerung erhält dann als Input den „Offset“, den der Roboter bei der Positionierung des Werkzeugs und der Bearbeitung selbst berücksichtigt.
Als CNC-Steuerung wird bei diesem Projekt eine Siemens Sinumerik 840D verwendet. Sie übernimmt die Master-Funktion, während ihr die Robotersteuerung als Slave zugeordnet ist. Ein weiterer wichtiger Bauteil ist dabei das Software-Modul VXtrack von Creaform, das die vom externen Scanner erfassten Daten erfasst, aufbereitet und ebenfalls per Feldbus an die CNC-Steuerung und damit über uniVAL drive auch an den Roboter sendet.
Ohne dieses leistungsstarke und echtzeitfähige Interface ließe sich die Kombination von Roboter-, CNC- und Scanner-Steuerung nicht realisieren. Deshalb sind laut eProject4 auch „Dinamtrack“-Projekte mit größeren Robotern möglich, aber eben nur mit Stäubli-Robotern mit uniVAL drive-Schnittstelle wie beispielsweise dem TX200.
Der „sehende“ Roboter bringt Flexibilität in den Bearbeitungsprozess. Das bietet aus Anwendersicht große Vorteile insbesondere bei der Bearbeitung komplexer Teile. Neben dem einzigartigen Steuerungskonzept sprechen auch die hohe Präzision und Dynamik für den Einsatz von Stäubli-Robotern. Einen weiteren positiven Aspekt sieht eProject4 auch in der Zusammenarbeit mit der spanischen Stäubli-Tochtergesellschaft, deren Mitarbeiter insbesondere bei der Anbindung der Siemens CNC-Steuerung über uniVAL drive an den Roboter hervorragende Unterstützung geleistet haben.
Teilen: · · Zur Merkliste