anwenderreportage
Emco Hyperturn 45: Smarte Standard-Automatisierung
Komplettbearbeitung von Spritzgussteilen mit hoher Varianz: Die Produktion von Spritzgussteilen ist grundsätzlich keine Raketenwissenschaft. Die Spreu vom Weizen trennt sich jedoch in der Qualität der gefertigten Kunststoffteile bzw. Vielfalt der zu verarbeitenden Materialien. Ein österreichisches Vorzeigeunternehmen in diesem Bereich ist die Praher Plastics Austria GmbH, die mittlerweile auf 50 Jahre Erfahrung in der Verarbeitung technischer Kunststoffe im High-End-Bereich zurückblicken kann. Um dem Unternehmenswachstum und der gestiegenen Teilevielfalt gerecht zu werden, hat man in der mechanischen Fertigung seit rund einem Jahr eine smarte Automatisierungslösung von Emco im Einsatz. Von Ing. Robert Fraunberger, x-technik

Ein dynamisches Duo: Bei der Praher Plastics Austria GmbH sorgt ein ABB-Roboter für hohe Spindellaufzeiten der Hyperturn 45 von Emco.
Shortcut
Aufgabenstellung: Automatisierte Fertigbearbeitung von unterschiedlichen Spritzgussteilen.
Materialien: PVC-U, PVC-C, ABS, PP, PVDF.
Lösung: Roboterzelle bestehend aus einem Dreh-Fräszentrum Hyperturn 45 inklusive Späneabsaugung von Emco sowie einer ABB-Roboterzelle Flexloader™ FP600 mit Entgratstation und Abblaseinheit.
Nutzen: Autonomie von vier bis acht Stunden; Reduktion der Gesamtdurchlaufzeiten; hohe Prozesssicherheit; hohe Qualität der bearbeiteten Kunststoffteile.
Seit nun fünf Jahrzehnten ist die Praher Plastics Austria GmbH (Praher) Spezialist in der Verarbeitung technischer Kunststoffe. „Wir vertreiben Armaturen, Fittings, Rohre sowie umfangreiches Zubehör, hauptsächlich für den industriellen Rohrleitungsbau“, fasst DI (FH) Hans-Peter Kranewitter, Leitung Vertrieb & Marketing bei Praher, die Schwerpunkte des Familienunternehmens zusammen.
Der Hauptsitz von Praher befindet sich im oberösterreichischen Schwertberg. Genau dort hat Ludwig Praher das Unternehmen 1971 gegründet und als Einmannbetrieb die Produktion von technischen Kunststoffteilen sowie den dafür nötigen Spritzgusswerkzeugen gestartet. Heute werden die hochwertigen Produkte für den Industrierohrleitungsbau bzw. Poolbau sowie auch kundenspezifische Kunststoffteile und Baugruppen auf vollautomatischen Spritzgussmaschinen erzeugt. „Zu unseren Kunden zählen nahezu alle namhaften Wasseraufbereiter der Welt, aber auch Firmen aus anderen Branchen, die auf höchste Qualität setzen“, so Kranewitter weiter. Das Unternehmen wird in zweiter Generation von Ing. Winfried Praher gemeinsam mit Dr. Rainer Pühringer geführt.

Die Automatisierungszelle bei Praher besteht aus einem Emco-Dreh-Fräszentrum Hyperturn 45 inklusive Späneabsaugung sowie einer ABB-Roboterzelle Flexloader™ FP600 mit Entgratstation und Abblaseinheit.

DI (FH) Hans-Peter Kranewitter
Leitung Vertrieb & Marketing bei Praher
„Um am Weltmarkt bestehen zu können, ist für Praher das Thema Automatisierung nicht nur im Spritzguss, sondern auch in der mechanischen Fertigung unserer mehr als 5.000 unterschiedlichen Kunststoffteile pro Jahr ein entscheidender Faktor. Mit Emco haben wir dafür den richtigen Partner gefunden.“
Moderne Produktion als Erfolgsgarant
Eine hohe Fertigungstiefe inklusive hauseigenem Werkzeugbau ermöglicht eine rasche Umsetzung neuer Ideen und sichert aufgrund der hohen Wertschöpfung auch den Produktionsstandort in Österreich. „Damit wir uns am Weltmarkt behaupten können, ist eine moderne und großteils automatisierte Produktion unerlässlich. Zudem ist es uns möglich, durch entsprechendes Know-how in der Verarbeitung der unterschiedlichsten Kunststoffarten höchste und dokumentierte Bauteilqualität zu liefern“, ist Kranewitter überzeugt. Mittels einer zentralen Materialversorgung wird ausschließlich hochwertiges Rohmaterial verarbeitet. Automatisierte Robotersysteme ermöglichen bei den Schwertbergern eine wirtschaftliche und flexible Produktion rund um die Uhr.
Abhängig von Druck, Temperatur und den transportierten Medien können Praher-Kunden aus den verschiedensten Materialien wie PVC-U, PVC-C, ABS, PP oder PVDF (Anm.: bei Praher sind mehr als 200 Werkstoffe im Einsatz) auswählen. Verbindungen zu anderen Materialien wie beispielsweise PE oder metallischen Werkstoffen werden über Einlegeteile und mechanische Verbindungen realisiert. In Summe produziert man rund 5.000 unterschiedliche Varianten pro Jahr in typischen Losgrößen von 1.000 bis 5.000 Stück.

Das Bildverarbeitungssystem FlexLoader™ Vision von ABB ermittelt die Position der Bauteile. Die Koordinaten werden an den Roboter gesendet – die Komponenten können damit sicher vom Förderband aufgenommen und wieder abgelegt werden.
Mechanische Bearbeitung von Spritzgussteilen
Auch die mechanische Nachbearbeitung der Spritzgussteile ist ein wichtiger Bestandteil der Produktionsphilosophie von Praher. Dabei ist stets abzuwägen, welche Teile eine solche weitere Bearbeitung benötigen. „Manchmal sind es unterschiedliche Materialeigenschaften, ein großer Variantenreichtum der Teile oder auch geringere Stückzahlen, die es wirtschaftlicher machen, die Spritzgussrohlinge mechanisch fertig zu bearbeiten, als mehrere Spritzgussformen oder hochkomplexe Werkzeuge mit zahlreichen Schiebern anzufertigen“, bringt sich Markus Hann, Leitung mechanische Fertigung bei Praher, ein.

Praher produziert rund 5.000 unterschiedliche Varianten pro Jahr in typischen Losgrößen von 1.000 bis 5.000 Stück. Das M1 Kugelhahngehäuse DN25 wird in der Hyperturn 45 in einer Aufspannung komplett nachbearbeitet.
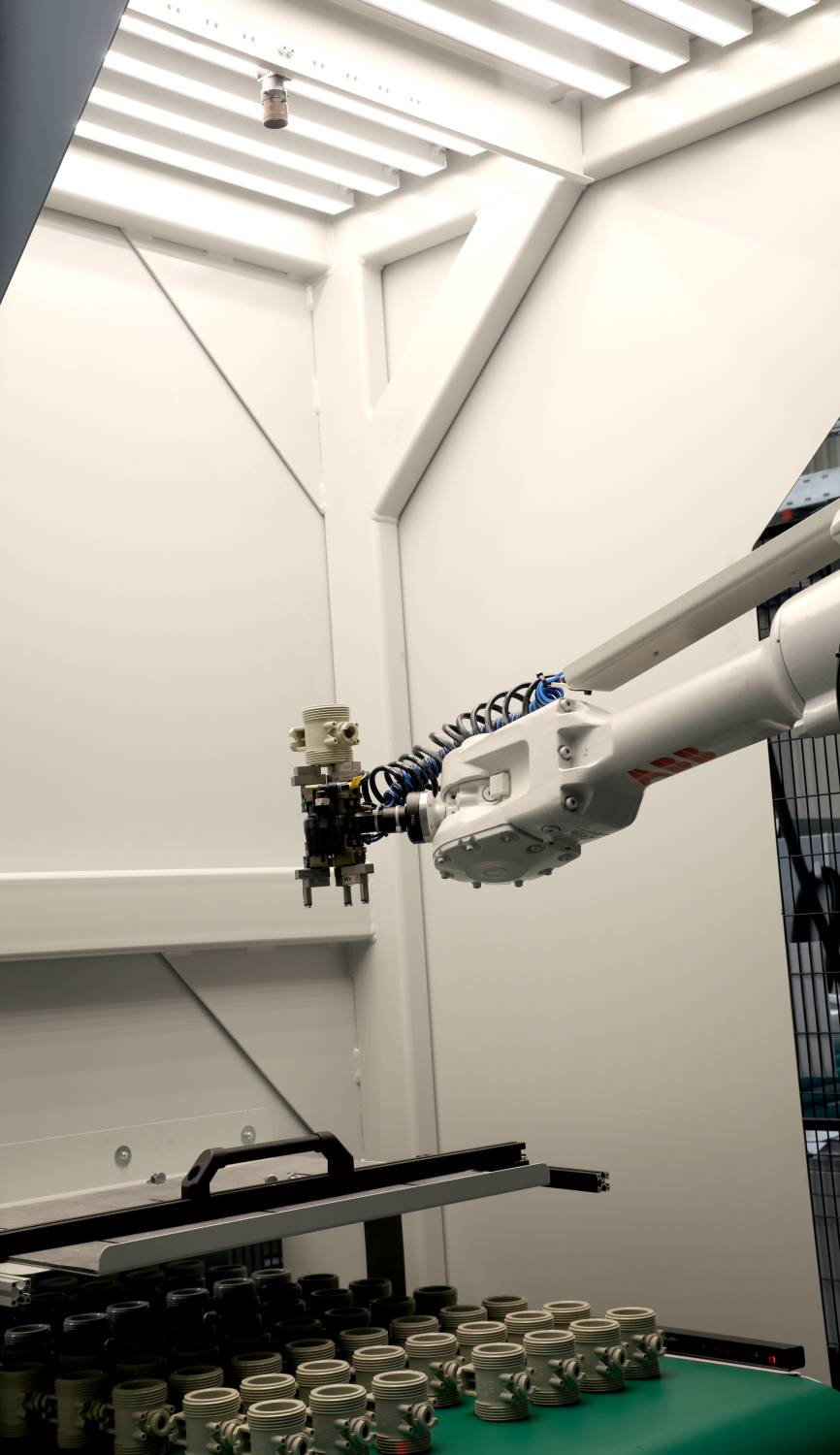
Der Roboter bringt den zu bearbeitenden Bauteil unter die 2D-Kamera – somit ist eine prozesssichere Beladung der Hyperturn 45 gewährleistet.

Markus Hann
Leitung mechanische Fertigung bei Praher
„Die Lösung von Emco mit der Hyperturn 45 inklusive ABB-Roboterzelle war absolut die richtige Entscheidung. Durch die Modulbauweise ist die Anlage leicht erweiterbar und somit definitiv auch zukunftsfähig. “
Autonomie bis zu acht Stunden
Der Maschinenpark, ein Großteil davon kommt vom österreichischen Werkzeugmaschinenhersteller Emco, ist über die Jahre gewachsen und wird teilweise bereits auch automatisiert betrieben: „Natürlich sind wir nicht zuletzt aufgrund der Globalisierung gefordert, uns ständig weiterzuentwickeln und somit auch unseren Maschinenpark auf die modernsten Fertigungsmöglichkeiten hin anzupassen“, so Hann weiter, der ergänzt: „Die Implementierung einer modernen Roboterzelle, die verschiedenste Teile komplett in einer Aufspannung bearbeiten, reinigen bzw. entgraten kann, war daher ein logischer Entwicklungsschritt.“
Als man das Automatisierungsprojekt im Frühjahr 2018 startete, war die endgültige Lösung jedoch noch nicht absehbar. „Unser Pflichtenheft bestand aus einigen wesentlichen Kriterien: die Möglichkeit verschiedene Teile zu bearbeiten; eine Autonomie von mindestens vier bis acht Stunden; keine Beschädigungen der Bauteile durch das Greifen oder Einlegen sowie weitere Nachbearbeitungsschritte wie Reinigen oder Entgraten“, erinnert sich der Fertigungsleiter an die Ausgangslage.

Mittels Doppel-Greifersystem werden die zu bearbeitenden Kunststoffteile sicher an die mit einer reduzierten Spannkraft ausgestatteten Spannzangen übergeben.

Prozesssichere Beladung der Hyperturn 45 von Emco.
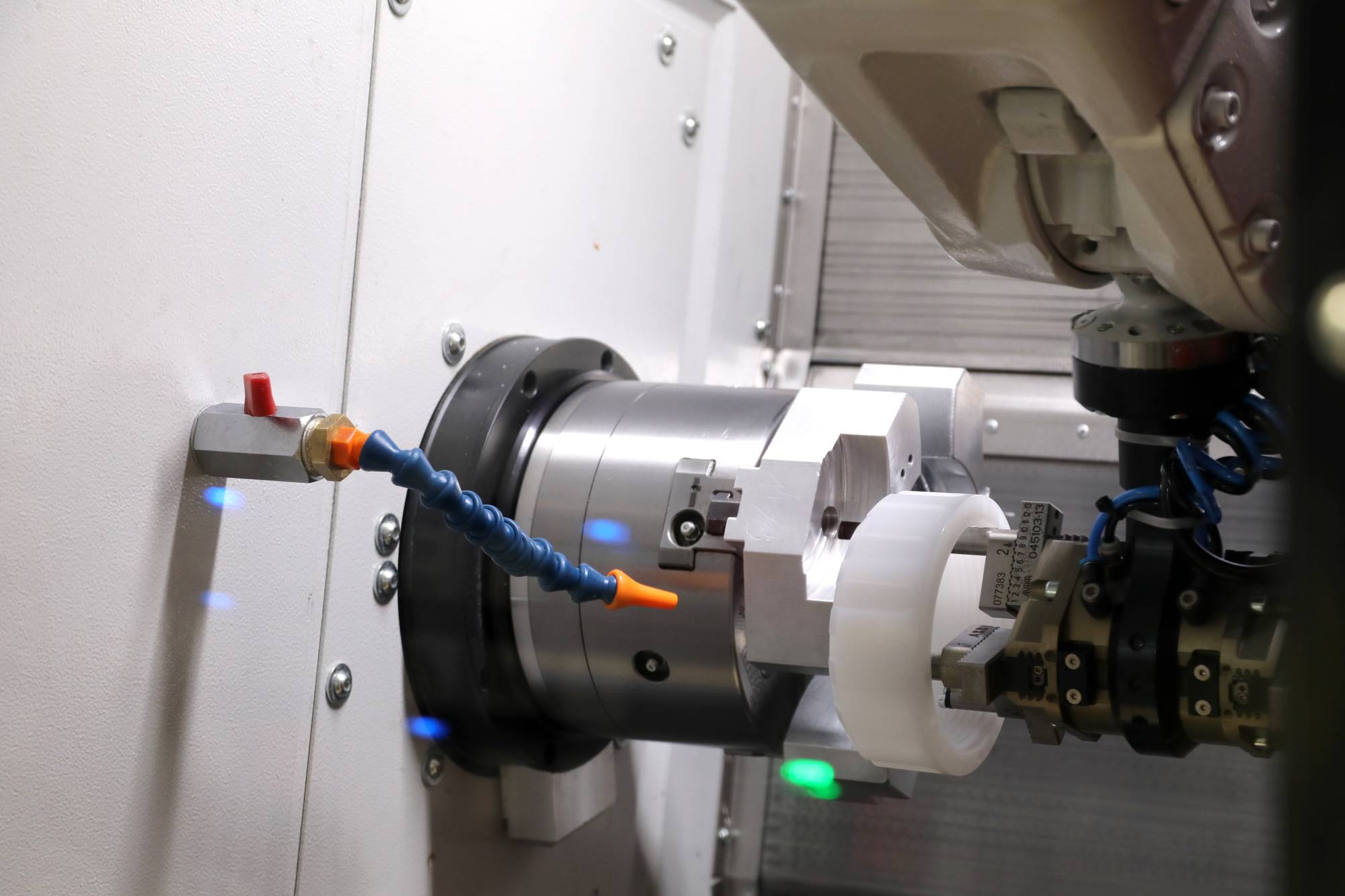
Die Spannzylinder in der Hyperturn 45 sind mit einer reduzierten Spannkraft sowie einer programmierbaren Differenzdruckspannung ausgestattet
Lösung nach Kundenwunsch
Die Verantwortlichen bei Praher suchten einen Anbieter, der sowohl die passende Werkzeugmaschine für die Komplettbearbeitung der unterschiedlichsten Kunststoffteile als auch die dazugehörige Automatisierungslösung anbieten konnte. „Letztlich hat uns die Firma Emco mit der Kombination aus dem Dreh-Fräszentrum Hyperturn 45 sowie einer ABB-Roboterzelle Flexloader™ FP600 überzeugt“, betont Markus Hann.
Emco bietet Standard-Automatisierungslösungen für das komplette Portfolio an Dreh- und Fräsmaschinen an. „Das reicht von Stangenladern über Schwenklader bis hin zu Portal- bzw. Roboterlösungen – immer bestmöglich auf die individuellen Anforderungen unserer Kunden abgestimmt“, bringt sich Peter Koren, Product Sales Manager Automation bei Emco, ein. Im Grunde genommen kann laut Koren jeder Anwender aus einem sehr praxistauglichen und erprobten Portfolio auswählen: „Unser Engineering-Team bringt große Erfahrung und zahlreiche umgesetzte Lösungen mit. Der umfangreiche Modulbaukasten und der Einsatz von flexiblen Standardoptionen ermöglicht eine rasche Inbetriebnahme der projektspezifischen Automatisierungslösung.“ Da bei Standardlösungen zumeist geringere Investitionskosten nötig sind, verkürze sich zudem der Return of Invest.
Aufgrund der Vorgaben von Praher hat das Expertenteam von Emco die Automatisierungszelle ausgelegt und auch vor Inbetriebnahme bei ABB in Schweden getestet und abgenommen. „Die gute und reibungslose Zusammenarbeit zwischen Emco und ABB können wir voll und ganz bestätigen – da sind absolute Profis am Werk“, weiß Markus Hann aus eigener Erfahrung.
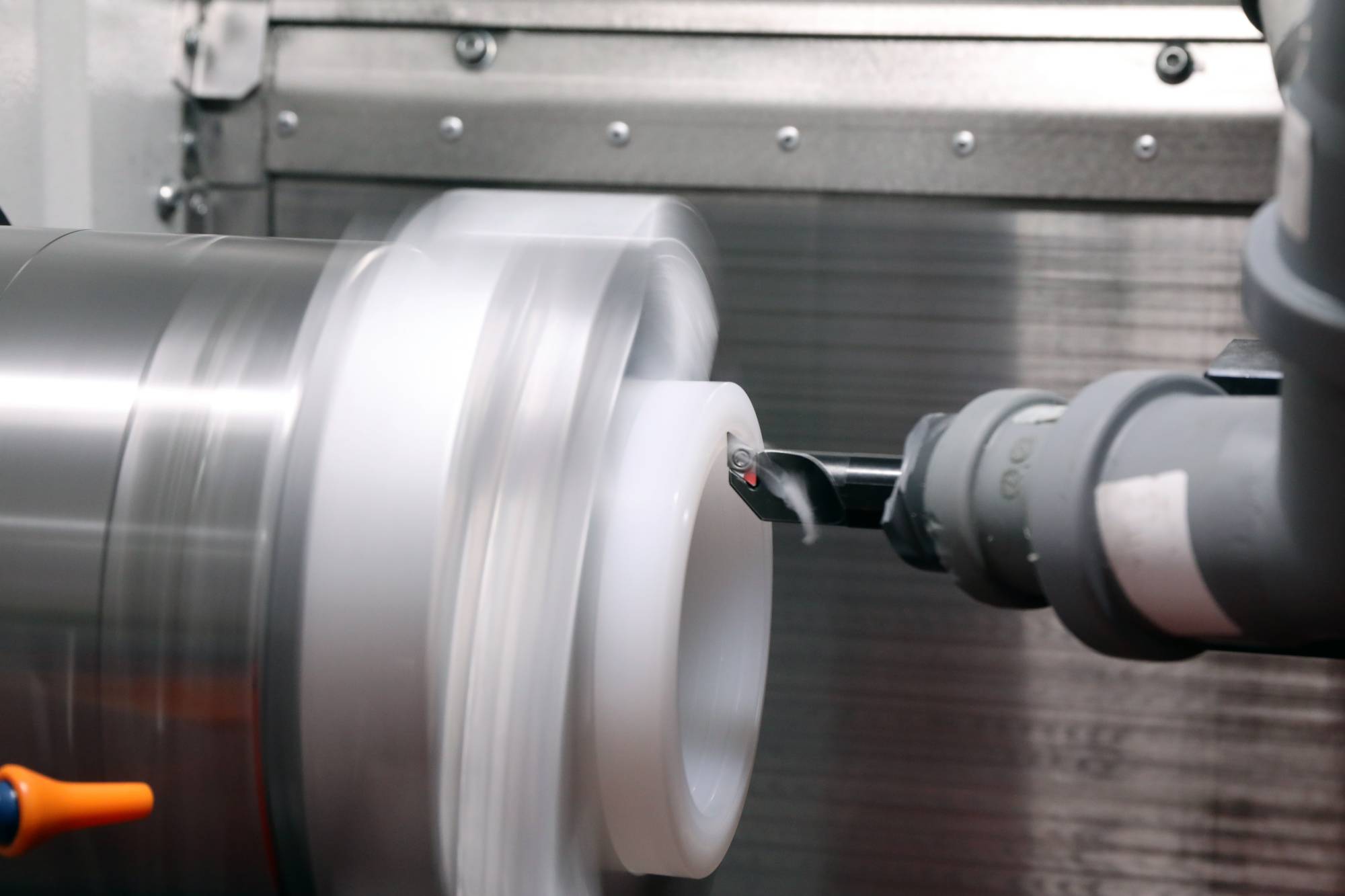
Praher ist bekannt durch höchste Qualität: Das spiegelt sich auch in der mechanischen Bearbeitung wider, wo Genauigkeiten im Hundertstel-Bereich und höchste Oberflächengüten für beste Dichtheitsklassen gefordert sind. Ein prozesssicherer Spanbruch verhindert Spänewickel.

Da bei Praher generell trocken bearbeitet wird, ist eine Absaugung direkt am Revolver angebracht. Diese leitet die feinen Kunststoffspäne bzw. den Staub direkt in eine zentrale Absauganlage.

Reduktion der Nacharbeit: Sowohl eine Entgratstation als auch die Abblaseinheit sorgen für eine erhöhte Wirtschaftlichkeit der Zelle.

Peter Koren
Product Sales Manager Automation bei Emco
„Wir sehen einen klaren Trend in Richtung Automatisierung. Daher haben wir uns sehr breit aufgestellt und bieten Standardlösungen vom Stangenlader über Schwenklader bis hin zu Portallösungen bzw. kompletten Roboterzellen, wie am Beispiel Praher gut ersichtlich.“
Praxistaugliche Roboterzelle
Der FlexLoader FP 600 ist ein automatisches System, bei dem die Bauteile manuell auf ein Förderband (5.000 x 800 mm) gelegt werden. Das Band wird im laufenden Betrieb gefüllt und die Teilentnahme kann so jederzeit ohne Unterbrechung erfolgen. „Dadurch ist eine Autonomie von mindestens vier bis sogar acht Stunden gesichert“, bestätigt der Fertigungsleiter.
Die zu bearbeitenden Teile, bei Praher sind das Fittinge, Kugelhähne, Wellen, Muttern wie auch Gehäuseteile, werden unter eine Kamera transportiert. Das 2D-Visionsystem ermittelt die Lage der Teile und die Koordinaten werden an den Roboter gesendet. „Somit ist eine prozesssichere Beladung der Hyperturn 45 gewährleistet“, erklärt Peter Koren. Um ein möglichst breites Teilespektrum abdecken zu können, sind zwei unterschiedliche Doppel-Greifersysteme im Einsatz. Im Prozess ebenso integriert ist das Entgraten sowie das Reinigen der Bauteile in einer Abblaseinheit. Über eine Bauteilrutsche können Ausschussteile zudem auch ausgeschleust werden.
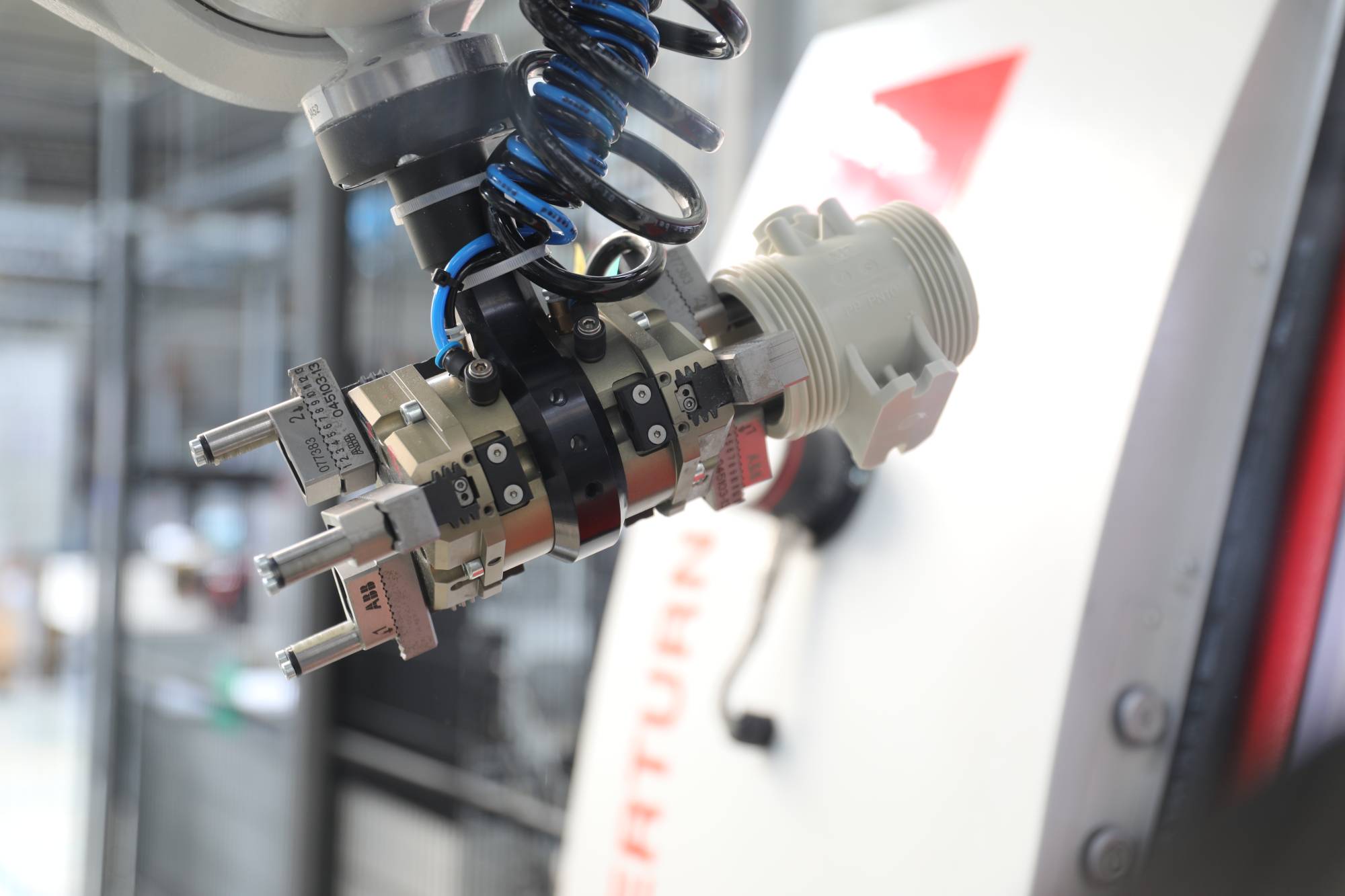
Um ein möglichst breites Teilespektrum abdecken zu können, sind zwei unterschiedliche Doppel-Greifersysteme im Einsatz.

Die Förderband-Zuführung ist 5.000 mm lang. Das grüne Förderband dient zur besseren optischen Wahrnehmung der Bauteillage.


Infos zum Anwender
Seit bereits 50 Jahren ist die Praher Plastics Austria GmbH Spezialist für die Verarbeitung technischer Kunststoffe. Die Kernkompetenzen des Familienunternehmens liegen in der Auftragsfertigung sowie dem eigenen Sortiment an Industriearmaturen und Zubehör. Mit Niederlassungen in mehreren Ländern und einem zusätzlichen Produktionsstandort in Kanada exportiert Praher rund 80 Prozent seiner Erzeugnisse.
Komplettbearbeitung mit Hyperturn 45
Die eingesetzte Hyperturn HT 45 SM2Y ist mit Haupt- und Gegenspindel, angetriebenen Werkzeugen an beiden Revolvern und einer Siemens-Steuerung SINUMERIK 840D sl ausgestattet. Da bei Praher generell trocken bearbeitet wird, ist eine Absaugung direkt am Revolver angebracht. Diese leitet die feinen Kunststoffspäne bzw. den Staub direkt in eine zentrale Absauganlage. „Um die Prozesssicherheit zu erhöhen, verwenden wir eine zusätzliche frequenzgesteuerte Frässpindel mit Spannzangenaufnahme, um die oft unterschiedlichen Angusszapfen der Spritzgussmaschine vor dem Bearbeitungsprozess in der Maschine sicher zu entfernen“, verrät Koren ein wichtiges Detail.
Die Spannzylinder in der Hyperturn 45 sind zudem mit einer reduzierten Spannkraft sowie einer programmierbaren Differenzdruckspannung ausgestattet, um eine Teiledeformation zu verhindern. „Wir haben in der Vergangenheit bereits ausgezeichnete Erfahrungen mit Emco-Maschinen gemacht. Die Hyperturn 45 passt ideal zu unserem Teilespektrum. Sowohl Wirtschaftlichkeit als auch Zuverlässigkeit sind top“, sieht sich Markus Hann mit der Entscheidung für Emco nach rund einem Jahr Einsatzzeit absolut bestätigt.

Die Förderband-Abführung ist 6.000 mm lang.

Mit der Steuerungsoberfläche EMCONNECT von Emco ist Praher bereit für eine zukünftige Digitalisierung.

Das Bildverarbeitungssystem FlexLoader™ Vision von ABB.
Anfangsschwierigkeiten gemeistert
Dass man es zu Beginn mit klassischen Anlaufschwierigkeiten zu tun hatte, gibt man bei Praher offen zu. „Die Einschulung seitens Emco und ABB war sehr umfangreich, trotzdem kamen hier mehrere Aspekte zusammen. Zum einen ist die Hyperturn 45 unser erstes Dreh-Fräszentrum, zum anderen ist der IRB 2600 unser erster Roboter mit einem Visionsystem in der mechanischen Fertigung“, geht Markus Hann auf Faktoren ein, auf die man sich in so einem Projekt einstellen muss.
Beispielsweise führten veränderte Lichteinflüsse durch das Sonnenlicht zu einer erschwerten Teileerkennung durch die Vision – hier ist laut Hann eine genaue Feineinstellung, die man nur durch Erfahrung sammeln kann, notwendig. „Nach einer zusätzlichen Anwenderschulung vor Ort bei uns im Haus, läuft die Anlage jetzt seit rund einem Jahr absolut reibungslos. Das Einlernen neuer Bauteile dauert weniger als zehn Minuten und wir erweitern die Einsatzmöglichkeiten der Anlage stetig“, freut sich der Fertigungsleiter. Für Peter Koren führt zukünftig auch kein Weg mehr an Lösungen wie die bei Praher vorbei.
In Summe konnte man durch die Reduktion von Nebenzeiten die Gesamtdurchlaufzeiten der Bauteile deutlich reduzieren: „Der wichtigste Faktor ist sicherlich die gewonnene Fertigungsautonomie von mindestens vier Stunden. Zudem ist die Verfügbarkeit der Anlage aufgrund des Visionsystems, der unterschiedlichen Greiferlösungen sowie der prozesssicheren Bearbeitung in der Hyperturn 45 extrem hoch“, fasst der Fertigungsleiter die wesentlichen Vorteile zusammen.
An den nächsten Schritten wird seitens Praher und Emco bereits gearbeitet: „Die Möglichkeiten der Anlage sind sicherlich noch nicht ausgereizt, hier gilt es weiter zu optimieren. Ein zukünftiges Ziel ist die mannlose Bearbeitung, das durch Digitalisierung mit EMCONNECT sowie einer vollständigen Prozessüberwachung erreichbar ist“, freut sich Markus Hann abschließend auf die kommenden Ziele.
Teilen: · · Zur Merkliste