Wedco Tool Competence FLAP-08: Titanfräsen optimiert
Ready for take-off mit Wedco FLAP-08: Im Rahmen einer Ausschreibung vom österreichischen Luftfahrtprogramm wurde ein Projekt mit den Namen TIZ² gestartet, welches nach drei Jahren erfolgreich zum Abschluss gebracht wurde. Namhafte Firmen aus Forschung und Entwicklung wie AIT Austrian Institute of Technology, Profactor GmbH, Wedco Tool Competence und nicht zuletzt der Auftraggeber Premium Aerotec (Vorgängergesellschaft EADS) schlossen sich zu einem Konsortium zusammen, um in diesem Projekt einen VHM Fräser zu entwickeln, der für die prozesssichere und wirtschaftliche Zerspanung von Titan-Werkstoffen bestens geeignet ist.

Für dieses Projekt wurden zwei Geometrie-Ausführungen erstellt. Ein Schaftfräser mit EF (Eckenfase) ...
Einsatzparameter
FLAP-08-D16/ER40
Vorschruppen einer Tasche im Vollschnitt
VC = 60 m/min
fz = 0,08
ae = 16 mm
ap = 16 mm
Q = 97,8 cm³/min
Kunden Standzeit: 54 min
FLAP-08-D16/EF05
Nut Schruppen
VC = 50 m/min
fz= 0,07
ae = 16 mm
ap = 28 mm
Q = 125 cm³/min
Kunden Standzeit: 45 min
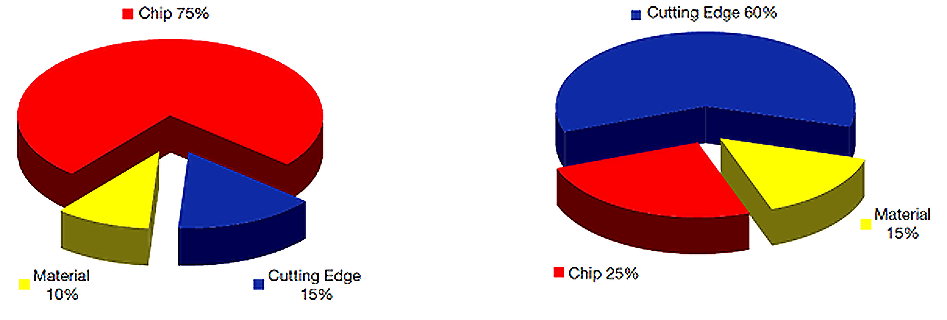
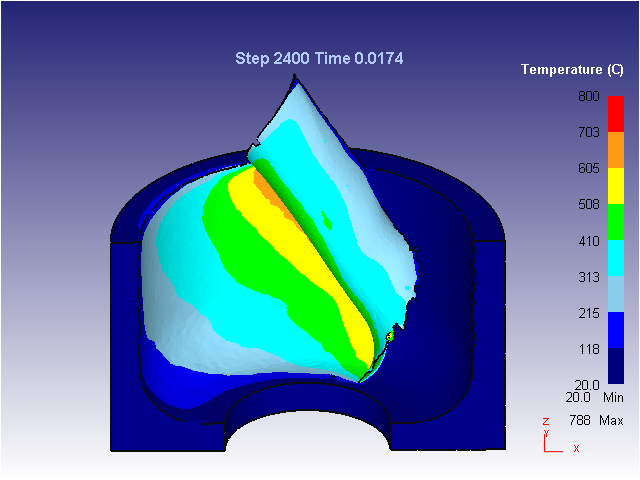
Der Leichtbauwerkstoff Titan ist aufgrund seiner physikalischen, mechanischen und thermischen Werkstoffeigenschaften den schwer zerspanbaren Materialien zugeordnet. Die Schwierigkeit bei der Titanzerspanung zeigt sich vor allem an folgenden Fakten: Die Werkzeugschneide wird aufgrund der relativ geringen Wärmeaufnahme des Spans thermisch hoch belastet. Etwa 60 % der entstehenden Wärme verbleibt im Werkzeug. Gründe dafür sind Eigenschaften von Titan, wie spezifische Wärmeleitfähigkeit und Dichte, die eine rasche Wärmeabfuhr durch Span und Bauteil verhindern.
Titan gibt aufgrund seines geringen Elastizitätsmoduls dem Druck des Schneidwerkzeuges nach, was zu Maßabweichungen und Bauteil-Toleranzproblemen, aber auch zu Werkzeugschwingungen führen kann. Letzteres beschleunigt den Werkzeugverschleiß sehr. Titan neigt zudem dazu, sich mit dem Werkzeug zu verschweißen (Stichworte: Aufbauschneide und Verklebung). Der Werkstoff TIAL6V4 ist eine klassische Alpha-Beta-Legierung für die Luftfahrtindustrie mit ausgeglichenem Gefügeverhältnis. Bei dieser Spezifikation ist die Anforderung sowohl an das Fräswerkzeug als auch an die Werkzeugmaschine groß.
Nach Aussagen des Partners Premium Aerotec haben alle Vollhartmetall-Werkzeuge nur beschränkte physikalische Eigenschaften, die den zukünftigen Ansprüchen nicht mehr genügen werden, um auf dem globalen Markt mithalten zu können. Seit 1970 trägt Premium Aerotec in Augsburg eine der wichtigsten Rolle in der Zerspanungskompetenz für die Fertigung von Titanbauteilen im Bereich Aerospace. So sind Serienbauteile für die A320 Familie, A330/340, A380 und Teile für den Tornado die Kernkompetenz von Premium Aerotec. „Der derzeitige Ti-Anteil beim A350 XWB beträgt beispielsweise rund 15 %, beim A380 sind es bereits rund 28 % – bei einem steigenden Trend. Die Anforderungen an die Werkzeuge und die Produktivität werden in den nächsten Jahren daher noch um einiges steigen", weiß Horst Payr, Leitung F&E – Produktmanager bei Wedco.

... und ein Eckenradiusfräser in den Abmessungen Ø 16 mit vier Zähnen mit variablem Drall und ungleicher Teilung.
Welche Ziele wurden erreicht
Nach drei Jahren Forschungs- und Entwicklungsarbeit werden jetzt die speziell für die Bearbeitung von Titan entwickelten Werkzeuge vorgestellt: Sie bieten eine Verbesserung der Prozesssicherheit bei diversen Bearbeitungsstrategien, bedingt durch steigende Komplexität der Bauteile, eine wirtschaftliche Herstellung von korrosionsfreien, wartungsarmen, komplexen und sicherheitsrelevanten Strukturbauteilen aus Titan TIAL6V4 Grade5, eine Leistungssteigerung von 75 % im Vergleich von zuletzt verwendeten Fräswerkzeugen für den Schwerpunkt Schruppen und Schlichten mit VHM Eckenradiusfräser Ø 16,0, eine maßgebliche Reduzierung der Werkzeug- und Betriebskosten sowie eine erhebliche Steigerung der Prozesssicherheit vom Werkzeug bezüglich Werkzeugbruch.
Um diese Ziele zu erreichen, wurden zahlreiche Versuchsreihen mit unterschiedlichen Geometrien im Wedco Applikationscenter getestet und die dabei erzielten Ergebnisse von der Firma Profaktor ausgewertet. Geometrieanpassungen wurden in Verbindung mit den elektronischen Simulationsdaten von AIT und den Ergebnissen der Zerspanungstests verglichen und in weiterer Folge in die Produktionsparameter übernommen, um eine leistungsfähige, kundengerechte Geometrie zu gewährleisten. Für dieses Projekt wurden zwei Geometrie-Ausführungen erstellt. Ein Schaftfräser mit EF (Eckenfase) und ein Eckenradiusfräser in den Abmessungen Ø 16 mit vier Zähnen mit variablem Drall und ungleicher Teilung.

Um das Ziel, ein hochwirtschaftliches Fräswerkzeug speziell für die Bearbeitung von Titan, zu erreichen, wurden zahlreiche Versuchsreihen mit unterschiedlichen Geometrien im Wedco Applikationscenter getestet und die dabei erzielten Ergebnisse von der Firma Profaktor ausgewertet.
Wärmeübertragung in Stahl / Wärmeübertragung in Titan. Darstellung des Wärmeflusses bei der Spanbildung in Stahl und Titan.
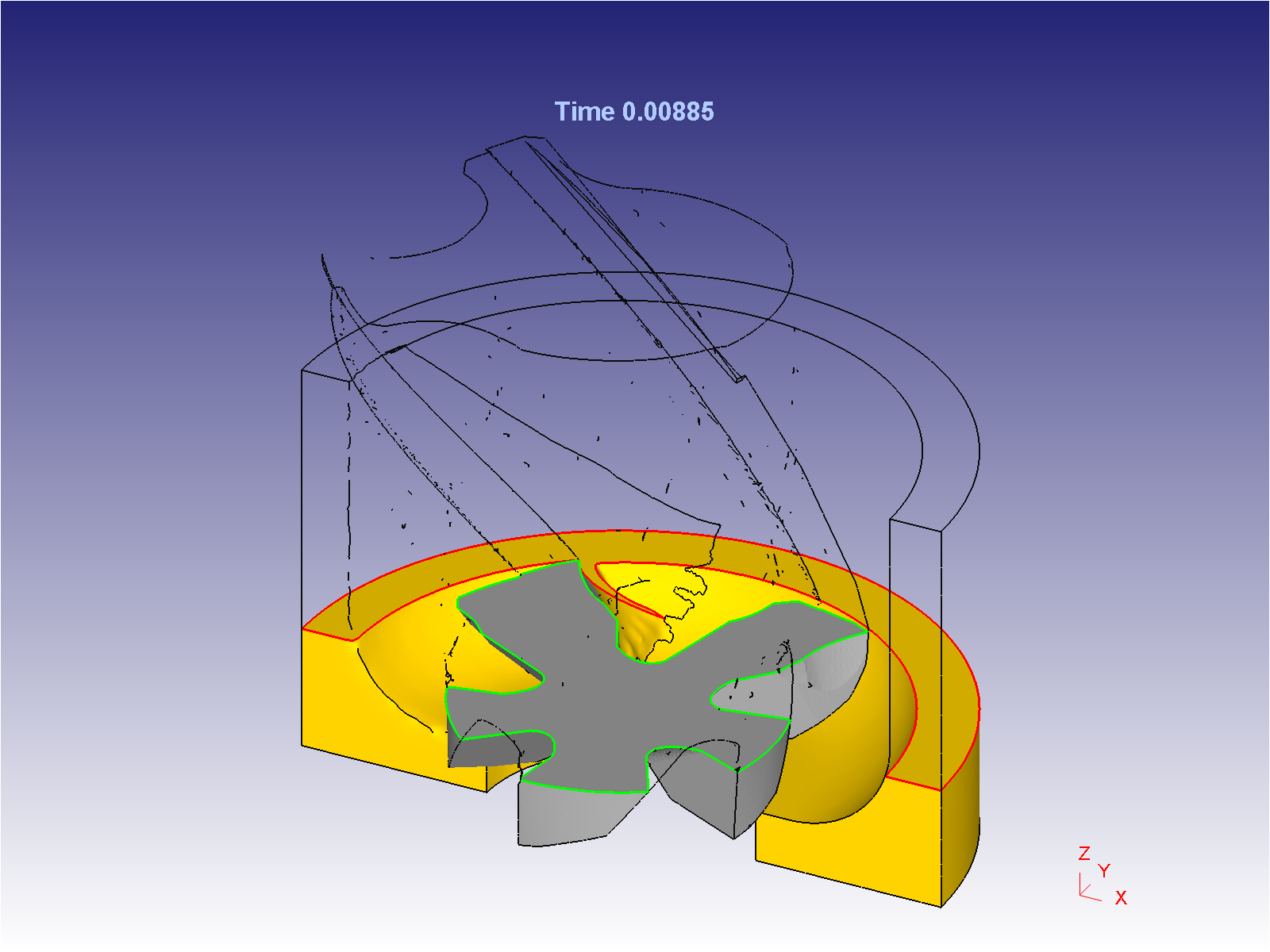
Geometrieanpassungen wurden in Verbindung mit den elektronischen Simulationsdaten von AIT und den Ergebnissen der Zerspanungstests verglichen und in weiterer Folge in die Produktionsparameter übernommen.
Die zahlreiche Versuchsreihen mit unterschiedlichen Geometrien wurden im Wedco Applikationscenter getestet und die dabei erzielten Ergebnisse von der Firma Profaktor ausgewertet.
Substrat und Beschichtung
Nicht nur auf die Geometrieabstimmung wurde großes Augenmerk gelegt, sondern auch auf die Auswahl des Hartmetallsubstrates und die Beschichtung. Es wurden Tribologie-Tests durchgeführt, um die optimale Paarung aus VHM-Substrat und Beschichtung zu finden. Die Auswahl von Feinstkorn-Hartmetallsubstrat, polierten Funktionsflächen, erprobte Verschleißoptimierung und eine speziell abgestimmte PVD-Beschichtung führten zu einer optimalen Werkzeugerstellung.
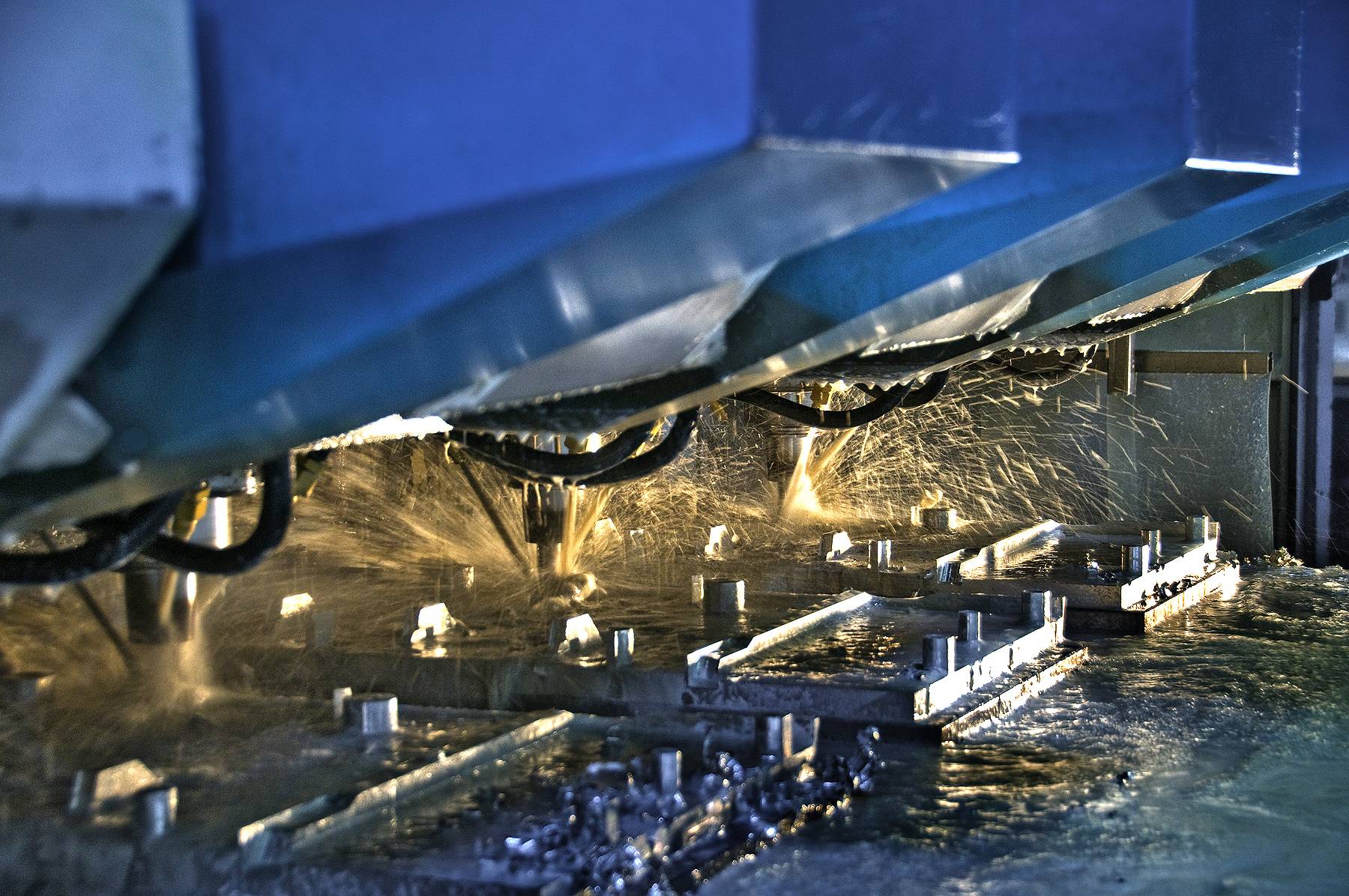
Im Zuge der ausführlichen Testreihen stellte sich heraus, dass die Zubringung vom Kühlmittel an die Schneide in der Variante Innenkühlung mit Y-Austritt die besten Ergebnisse erbringt. Der Mischanteil von wasserlöslichen Emulsionen wurde in die Vergleichstests auch aufgenommen, wobei sich Refaktometerwerte von 10 bis 12 % am besten bewährten.
Bildquelle: Premium AEROTEC
Prozesssichere Bauteilefertigung
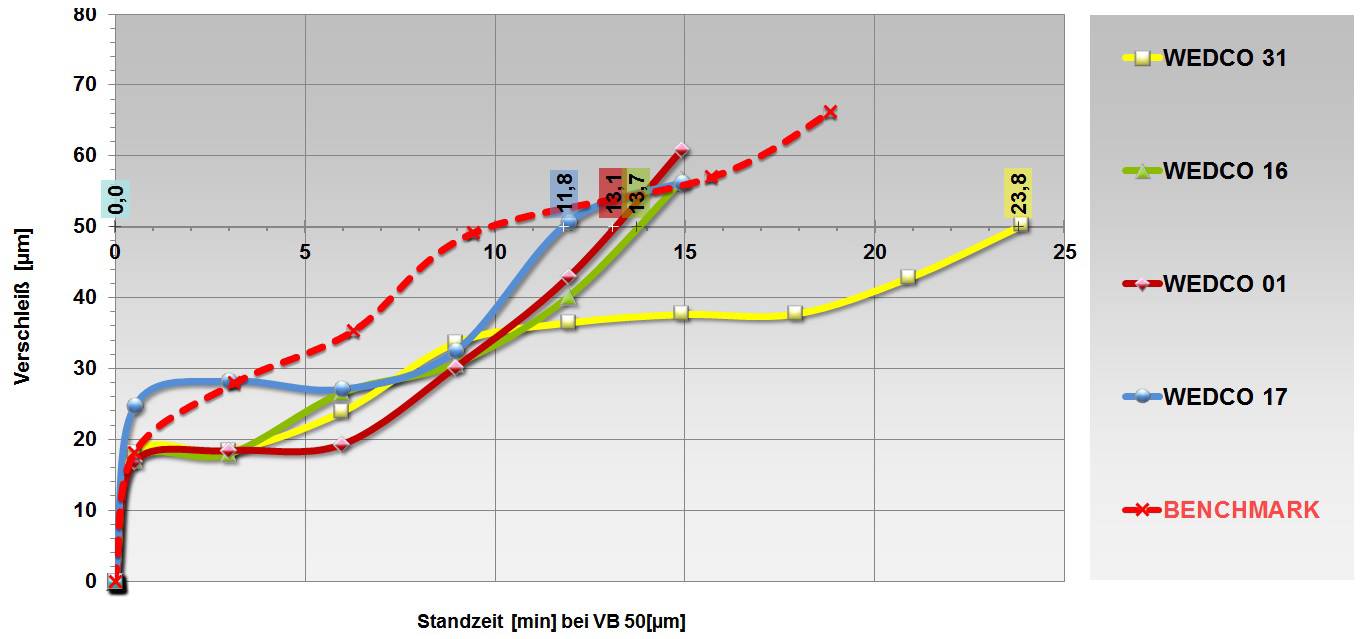
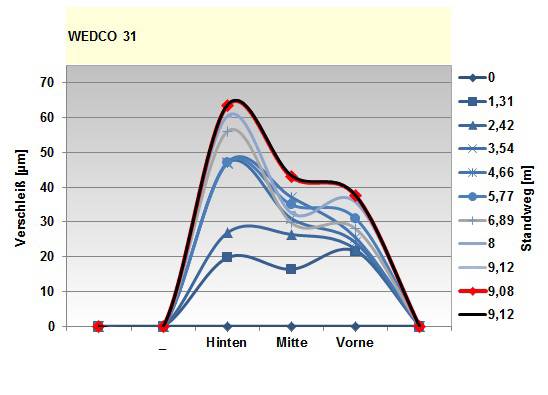
Bei der Optimierung und Anpassung der Einsatzwerte wurde der Fokus nicht auf das letztmögliche Zeitspanvolumen gelegt. Im Vordergrund stand die prozesssichere Bauteilfertigung, da ein Werkzeugbruch zu kostenintensiven Schäden am Bauteil führen kann. Diese wurde durch einen definierten durchschnittlichen Gesamtwerkzeugverschleiß gewährleistet und mit 50 µ festgelegt, um einen Werkzeugbruch zu vermeiden. Nach Erreichen dieses definierten Werkzeugverschleißwertes kann das Werkzeug dreimal nachgeschliffen werden. Dadurch können die Werkzeugkosten pro Bauteil zusätzlich noch gesenkt werden.
Diese Semi-Standard Werkzeugserie mit dem Namen FLAP-08 ist derzeit in der Serienbauteilfertigung bei Premium Aerotec wirtschaftlich im Einsatz. Im Anschluss an dieses erfolgreiche und aufschlussreiche Forschungsprojekt wurde jetzt bei Wedco ein neues Projekt gestartet. Dabei wird der Fokus auf schwer zerspanbare Superlegierungen gelegt.
Teilen: · · Zur Merkliste