Prozessüberwachung beim Wälzschleifen
Auf der EMO präsentierte Reishauer ein System, mit dem die Abricht- und Schleifintensität der Wälzschleifmaschinen mittels intelligenter Echtzeit-Datenverarbeitung und erprobten Algorithmen konstant überwacht werden können. Dadurch ergeben sich umfassende Analysemöglichkeiten und der Wälzschleifprozess wird permanent überprüft.

Mit Hilfe der Prozess- und Toolingdaten ergeben sich umfassende Analysemöglichkeiten.
Vorteile des Systems:
• OEE (Overall Equipment Effectiveness) zu Deutsch Geamtanlageneffektivität
• Betriebsdatenerfassung
• Analyse der Prozessdaten
• Analyse des elektromechanischen Komponentenzustandes
• Nutzdatenhandling des Toolings (RFID)
• Kommunikation mit Messmaschinen (GDE, Gear Data Exchange, etc.)
• Vorbeugende Wartung
Moderne Getriebe verlangen eine zuverlässige Drehmomentübertragung bei hoher Leistungsdichte, niedrigem Gewicht und minimaler Geräuscherzeugung. Nur hochgenau bearbeitete Zahnräder garantieren die optimale Funktion von Getrieben in Fahrzeugen aller Art. Aus betriebswirtschaftlicher Sicht stehen tiefste Stück- und Lebenszykluskosten im Zentrum und die Produktion fordert herausragende Qualität sowie höchste Konstanz. Das kontinuierliche Wälzschleifen hat sich bei der Hartfeinbearbeitung von hochgenauen Zahnrädern als produktives Verfahren sehr bewährt. Der Wälzschleifprozess basiert auf einer abrichtbaren, keramisch gebundenen Schleifschnecke. Vereinfacht dargestellt, kann die Kinematik des Prozesses als Schraubwälzgetriebe verstanden werden, das mit mehreren simultanen Achsbewegungen versehen ist. Die Schleifschnecke wird mit einer hochgenauen Diamantabrichtscheibe profiliert, um über eine Wälzbewegung das Zahnflankenprofil in einer hohe Fertigungskonstanz zu erzeugen. Diese Konstanz im Prozess kontinuierlich zu messen und verifizieren, wie man das von In-Prozess-Systemen beim Rundschleifen kennt, ist im Wälzschleifprozess nicht möglich, da komplexere Bearbeitungsbahnen vorliegen.
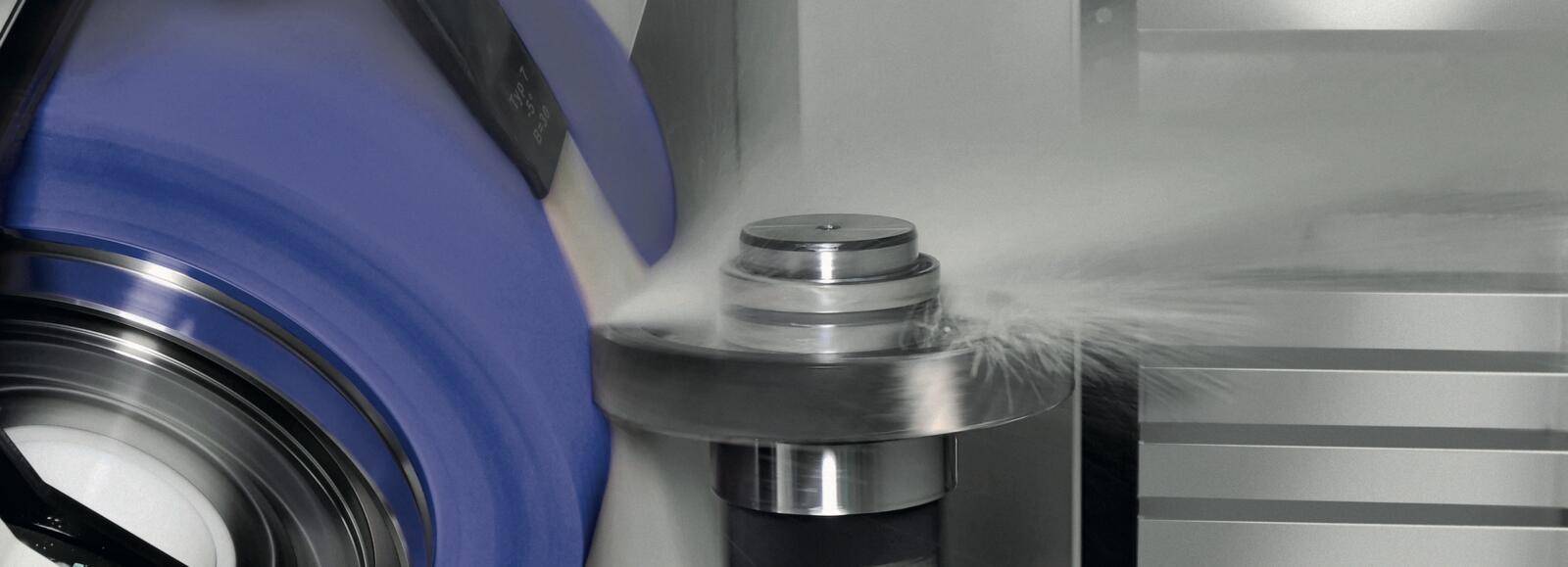
Beim Schleifen können gleichzeitig sehr hohe Materialabtragsraten, feinste Oberflächengüten und hochgenaue Geometrien erzielt werden.
Nicht nur Stichproben
Da die Verzahnungsmessmaschine sehr viel weniger Teile pro Zeiteinheit bewältigen kann, als die Wälzschleifmaschine produziert, muss außerhalb der Maschine gemessen werden. Somit kann man nicht alle Teile messen und man beschränkt sich auf Stichproben. Doch auch zwischen zwei gutbefundenen Stichproben können sich Teile befinden, die nie in ein Getriebe eingebaut werden sollten und somit bleibt immer eine gewisse Unsicherheit. Da Reishauer die eigene Maschine und auch die zugehörigen Werkzeuge produziert, wie Schleifschnecken, Diamantabrichtwerkzeuge, Spannmittel und Kühlschmierstoffdüsen, wurde es möglich, die Prozesskette in großer Tiefe zu verstehen und Rückschlüsse zu ziehen, wie der Wälzschleifprozess transparent und konstant – von Werkstück zu Werkstück – überprüft werden kann. Nicht nur die Werkstücke werden überwacht: Mittels automatischer zugeschalteter Prüfzyklen überprüft und evaluiert die Schleifmaschine auch sich selbst.
Prozessüberwachung
Auf der Reishauer Wälzschleifmaschine werden die Abricht- und Schleifintensität mittels intelligenter Echtzeit-Datenverarbeitung und erprobten Algorithmen konstant überwacht. Die Abricht- und Schleifprozessdaten jedes einzelnen Zahnrades werden aufgezeichnet, in einer Datenbank abgelegt und bleiben 100% rückverfolgbar. Mit Hilfe der ebenfalls gespeicherten Prozess- und Toolingdaten, sowie auch der Werkstückidentifikation (DMC), ergeben sich umfassende Analysemöglichkeiten. Dank der Prozessinteraktion werden, unter Berücksichtigung eingestellter Bewertungsgrenzen, grenzüber- oder unterschreitende Werkstücke automatisch ausgeschleust.
Wartungskosten reduziert
Um die hohe Verfügbarkeit der Maschine zu gewährleisten, werden mittels zyklischen, automatischen Prüfabläufe alle relevanten im Prozess beteiligten Achsen der Schleifmaschine vermessen und beurteilt. Hieraus lassen sich frühzeitige elektromechanische Abweichungen diagnostizieren. Wartungskosten lassen sich dadurch hinsichtlich Planung und Diagnose optimieren, da die Maschine den Benutzer frühzeitig auf Wartungsintervalle hinweist. Hinzu kommt, dass potentielle End-of-Line (EOL) Auffälligkeiten vermieden werden können.
Teilen: · · Zur Merkliste