Prozessgenauigkeit bestimmt Qualität
Automation und Präzision im Werkzeug- und Formenbau: Mit gut durchdachten Prozessen und einem modernen Maschinenpark kann der Werkzeugbau punkten. Ohne Automation ist eine hohe Genauigkeit aber oft nur mit viel manuellem Aufwand möglich. Autor: Dr. Georg Zander / Leiter Forschung und Entwicklung OPS-INGERSOLL

Gantry Eagle 500: High-End-Senkerodiermaschine für kleine und hochgenaue Präzisionsanwendungen. Verfahrwege: X/Y/Z 525/400/450 Arbeitsbehälter: B/T/H 770/670/440

Harald Umreich
Geschäftsführer der Harald Umreich GmbH
„Durch unser Know-how und unsere Beratungsleistungen können wir bei unseren Kunden automatisierte Lösungen rasch und effizient umsetzen. Mit OPS-Ingersoll können wir auf einen starken Partner zum Vorteil unserer Kunden setzen.“
Die Automation hat in den vergangenen Jahren, mitunter mit hohem, finanziellem Aufwand, Einzug im Werkzeug- und Formenbau gehalten. Dabei stand zumeist die Kostensenkung durch Nutzung der teuren Maschinen in mannlosen Schichten und an Wochenenden im Vordergrund. Man kann das Thema Automation aber auch unter einem ganz anderen Gesichtspunkt sehen – nämlich dem der Sicherstellung der Produktqualität.
Die Produktionsprozesse des Werkzeug- und Formenbaus verlangen ein hohes Maß an Präzision und Genauigkeit, wobei der Mensch alleine diese Faktoren nicht garantieren kann. Oft wird deshalb mit Automation eine Steigerung der Ausbringung bei gleichzeitiger Steigerung der Produktqualität erreicht. Dazu ein Beispiel, an dem die Auswirkung der Automation auf die Genauigkeit gezeigt werden soll – die Herstellung eines elektronischen Relais:

Robert Ruess
Verkaufsleiter der Harald Umreich GmbH
„Unser Fokus liegt ganz klar am Nutzen für unsere Kunden und Partner. Durch unser Know-how und unsere Beratungsleistungen können automatisierte Lösungen rasch und effizient umgesetzt werden.“
Priorität: Gleichmäßigkeit der Formeinsätze
Die Relaisgehäuse werden in Vielfachformen gespritzt, wobei die höchste Priorität auf der Gleichmäßigkeit der Formeinsätze liegt. Insgesamt sind 15 Elektroden zur Herstellung eines Relais erforderlich. Dazu zählen Schruppelektroden mit einem Untermaß von 0,1 mm, Schlichtelektroden mit 0,05 mm Untermaß und Feinschlichtelektroden mit einem Untermaß von 0,05 mm. Die größte Herausforderung ist dabei die Sicherstellung der Genauigkeit bei der großen Anzahl an Elektroden.
Bislang wurde mit vielen kleinen Einzelelektroden aus Kupfer und einem enormen, manuellen Aufwand zur Herstellung und zum Einrichten der vielen Elektroden, jeder Formeinsatz in einer Toleranz von 5 µm gefertigt. In speziellen Tests konnten Spezialisten von OPS-Ingersoll, in Österreich vertreten durch Umreich, demonstrieren, dass mit dem Eagle-Powertec-Generator und Grafitelektroden die gleiche Qualität wesentlich einfacher herzustellen ist. Natürlich musste auch ein automatischer Ablauf die Qualität sicherstellen. Dazu war es erforderlich, den Anteil der Einzelschritte an der Gesamtgenauigkeit zu analysieren und gezielt die Schwachstellen zu beseitigen.
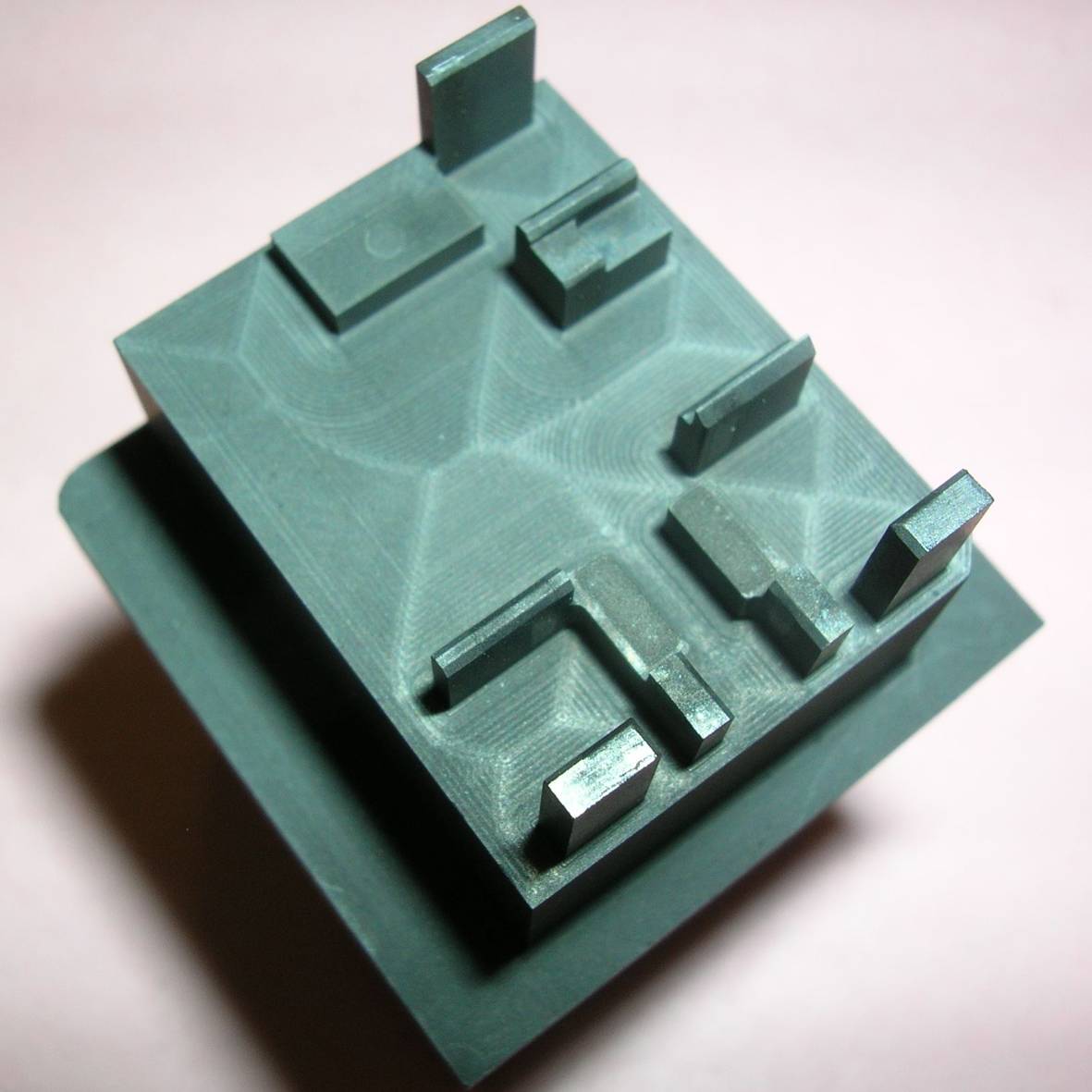
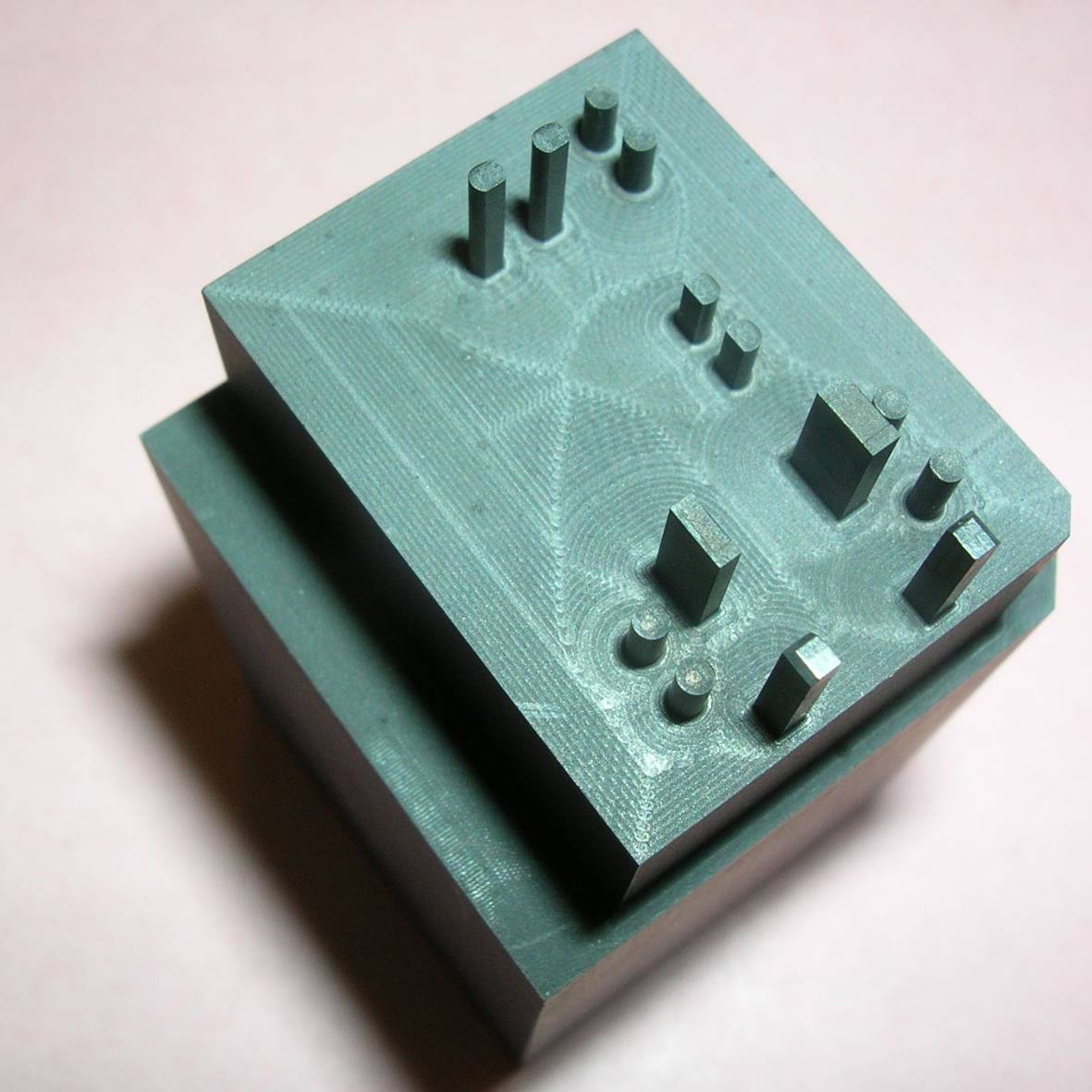

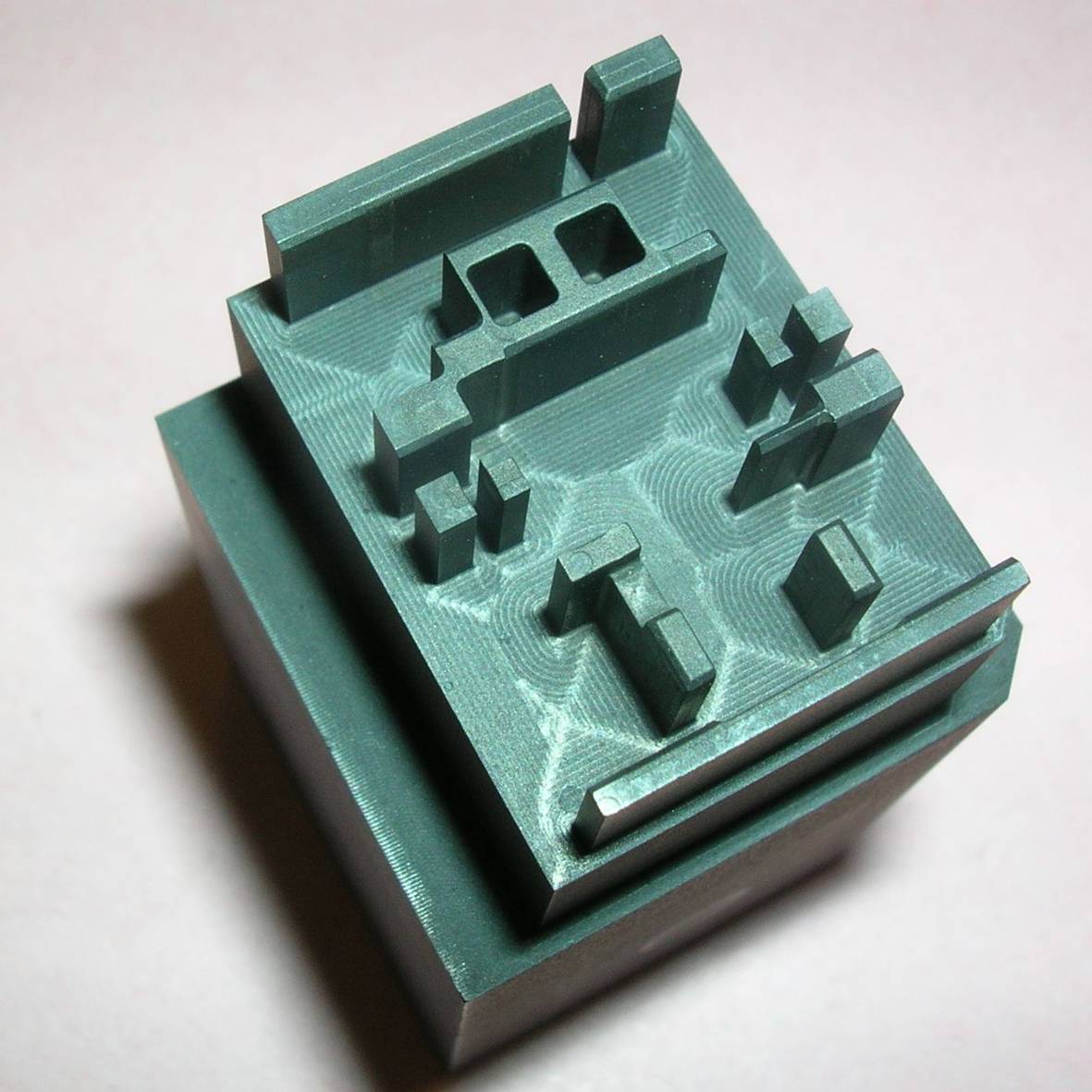
4 aus 15: Insgesamt werden 15 Elektroden zur Herstellung des Formeinsatzes benötigt.
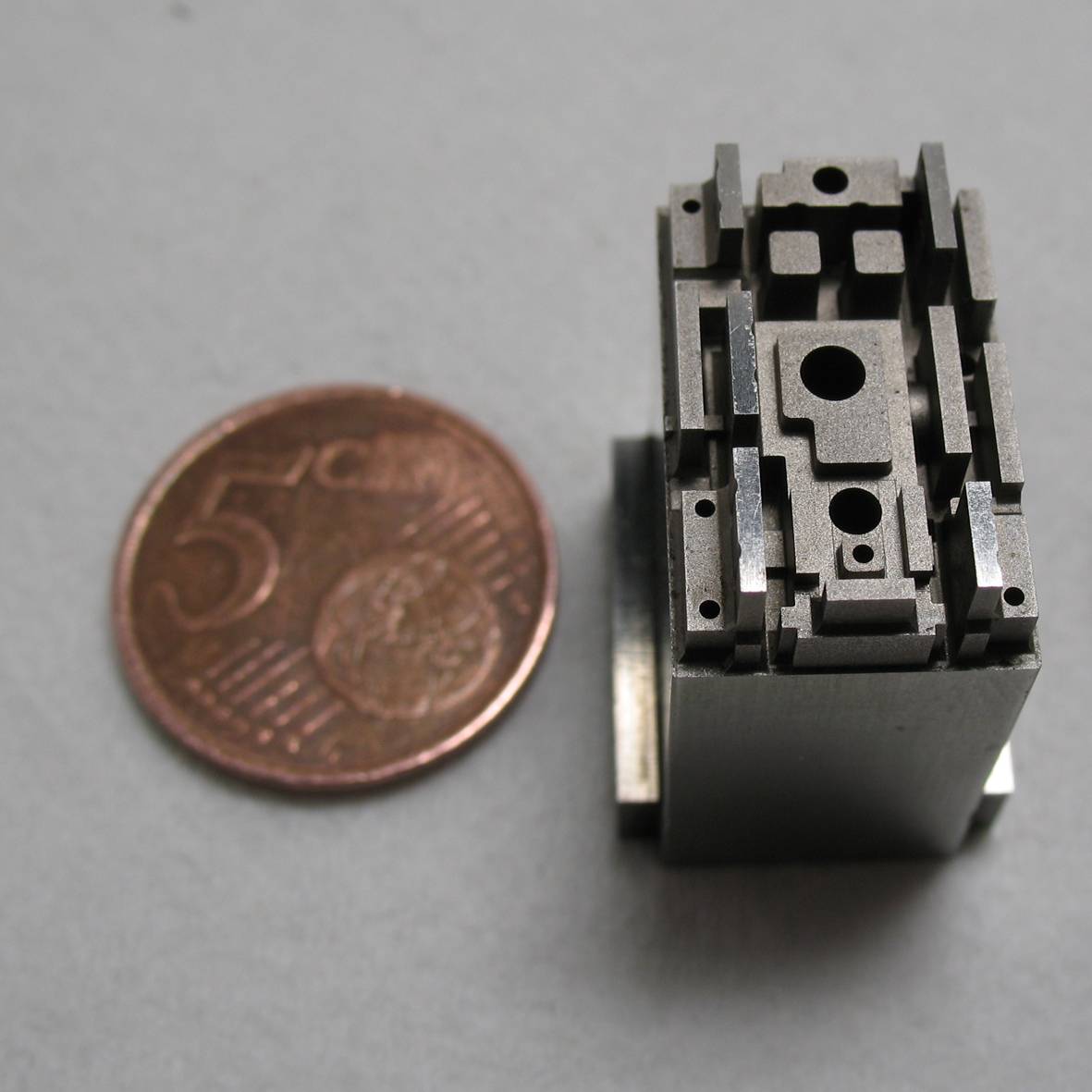
Filigran: Dieser Formeinsatz für ein Relaisgehäuse wurde auf einer Gantry Eagle 500 von OPS-Ingersoll bearbeitet.
Hochgenaue Elektrodenfertigung
Als eine erste Herausforderung erwies sich die Fertigung möglichst genauer Elektroden. Dazu wurden die hochgenauen Fräser vor dem Einsatz vermessen. Das NC-Programm wurde dann um den Fehler zwischen theoretischem und realem Werkzeugdurchmesser korrigiert. Mit einer speziell optimierten Frässtrategie konnten die Elektroden mit einer Toleranz von 3 µm gefertigt werden. Danach wurde jede Elektrode an speziell ausgewählten Punkten vermessen und Korrekturwerte für Versatz und Untermaß ermittelt, die im Erodierprogramm korrigiert wurden.
Jedoch reichte das nicht aus, die gewünschte Genauigkeit zu erzielen. Deshalb wurde der Ablauf noch einmal zeitlich optimiert, damit die Maschinen ohne Stillstands- und Abkühlphasen durchlaufen konnten. Außerdem wurde ein automatischer Kalibriervorgang eingeführt, mit dem jede Elektrode auf der Erodiermaschine noch einmal nachkalibriert wurde, um den Einfluss der unterschiedlichen Spannsysteme und der Temperaturveränderungen während der Bearbeitungszeit zu minimieren. Nur mit einem automatisierten System lässt sich ein solcher Durchlauf reproduzierbar durchführen. Eine gleichmäßige Temperierung des Raums ist ebenfalls Voraussetzung.



Fräsmaschine Speedhawk 550 HSC: Kompaktes Bearbeitungszentrum für große 5-Achs-Verfahrwege. Als Allrounder liegen die Stärken sowohl bei der Stahlbearbeitung von Formeinsätzen oder Präzisionsteilen als auch in der Elektrodenfertigung mit Grafit und Kupfer. Verfahrwege: X/Y/Z 550/400/400 mm Tischmaße: X/Y 650/500 mm
Durchgängig auf Genauigkeit ausgelegter Prozess
Mit all den geschilderten Schritten konnte schließlich die gewünschte Genauigkeit an mehreren in Serie produzierten Teilen eingehalten werden. Höchste Bearbeitungspräzision kann nur mit einem durchgängig auf Genauigkeit ausgelegten Prozess erreicht werden, bei dem alle Einzelschritte aufeinander abgestimmt sein sind. Am Ende muss aber doch der Mensch mit gezielten Kontroll- und Korrekturmaßnahmen eingreifen.
Teilen: · · Zur Merkliste