anwenderreportage
SWT Hi-Feed Mini: Spezielle Herausforderungen – individuelle Lösungen
Wenn schwer zerspanbare Werkstoffe bearbeitet werden müssen und ein Höchstmaß an Genauigkeit und Oberflächengüte gefordert ist, nimmt die richtige Werkzeugauswahl die entscheidende Rolle für die Prozesssicherheit ein: In der Luftfahrtindustrie gelten besondere Regeln. Sicherheit und Kontinuität stehen an oberster Stelle. Dementsprechend hoch sind auch die Anforderungen an Produktionsbetriebe in dieser Branche. Bei der RO-RA Aviation GmbH stellen komplexe Materialien und ein Höchstmaß an Genauigkeit und Oberflächengüte auch besondere Herausforderungen an die eingesetzten Zerspanungswerkzeuge. Mit Unterstützung der SWT Schlager Werkzeugtechnik GmbH konnte durch geschickte Werkzeugauswahl die Produktivität in vielen Prozessen trotzdem entscheidend verbessert werden. Autor: Ing. Robert Fraunberger / x-technik

Der Rough-Air Fräser von Ingersoll erlaubt mit seinen zweifach geschraubten Schneidplatten prozesssicheres Alufräsen. Da aus dem Vollen gefräst wird, ist höchste Zerspanungsleistung gefragt.

Helmut Wiesenberger
Geschäftsführer der RO-RA Aviation Systems GmbH
„Obwohl wir im Bereich der Luftfahrtindustrie ein vergleichsweise junges Unternehmen sind, haben wir es geschafft, durch unsere gelungene Kombination aus Entwicklung und hochpräziser Fertigung als strategischer Partner in diesem besonderen Markt Fuß zu fassen.“
„Fünf bis sieben Jahre Entwicklungszeit, zwei Jahre Tests und Zertifizierungsprozesse, aber dann dafür zehn bis fünfzehn Jahre identisch produzieren“, so fasst Helmut Wiesenberger, Geschäftsführer de RO-RA Aviation GmbH im oberösterreichischen Schörfling die Rahmenbedingungen zusammen, wenn man Teile in die Luftfahrtindustrie liefern möchte. Das Unternehmen ist Teil der RO-RA Gruppe mit Hauptsitz im deutschen Bad Reichenhall und weiteren Produktionsstandorten in Irland und Italien. Das Kompetenzzentrum für die Luftfahrt befindet sich am Produktionsstandort in Schörfling, über welchen auch die Tätigkeiten der anderen Standorte in diesem Sektor koordiniert werden. Im Bereich Luftfahrt ist RO-RA Spezialist für die Entwicklung, Qualifizierung und Produktion von Anbindungselementen und Schwingungsdämpfern. Hierzu können Kunden auf die verschiedenen Technologien innerhalb der Gruppe zugreifen, welche sowohl in gemeinsamen Entwicklungen, als auch in kundenspezifischen Bauteilen ihren Einsatz finden. Selbstverständlich ist das Unternehmen nach AS/EN 9100:2009 für Lieferanten der Luftfahrtindustrie zertifiziert.


Andreas Springer
Produktionsleiter bei RO-RA Aviation Systems GmbH
„Für die Zerspanung unserer vielschichtigen und doch oft speziellen Materialien ist es oft schwer, das richtige Werkzeug zu finden. Durch die gute Unterstützung hat sich SWT bei uns zu einem der wichtigsten Werkzeugpartner entwickelt.“
Hoher Entwicklungsanteil
Aus der umfangreichen Entwicklungstätigkeit sind bereits mehrere Patente und Gebrauchsmuster hervorgegangen, die die hohe Kompetenz im Bereich der Schwingungsdämpfer und Anbindungselemente unterstreichen. „Eines unserer wichtigsten Produkte sind sogenannte Zug-/Druckstangen, die für die Anbindung von Einbauteilen in der Flugzeugkabine und im Strukturbereich Verwendung finden“, erklärt der Geschäftsführer. „Dabei ist es uns durch ein ausgeklügeltes Innenratschensystem gelungen, bei der Montagezeit etwa 25 Prozent einzusparen.“ Allein in dieser Produktkategorie bietet RO-RA nahezu 100 unterschiedliche Varianten, zwischen 300 mm und 2.000 mm Länge und beliefert damit Flugzeuginnenausstatter wie Zodiac, Diehl oder B/E Aerospace. Aber auch in der Herstellung von anderen Metallteilen für die Luftfahrtindustrie hat sich das Unternehmen als Zulieferer namhafter Unternehmen, wie Rolls-Royce, FACC, Lufthansa Technik und Pilatus, behaupten können. Obwohl der Bereich Aviation Systems erst rund zehn Jahre aktiv ist, hat es RO-RA geschafft, zu den strategischen Zulieferbetrieben in dieser speziellen Branche zu gehören. „Die spezielle Kombination aus Entwicklungs- und Fertigungskompetenz zeichnet uns besonders aus“, ist Helmut Wiesenberger stolz. Breites Materialspektrum
Die Luftfahrtkomponenten, die RO-RA herstellt, sind aus den unterschiedlichsten Werkstoffen – und zwar in einer Vielfalt, die nicht so oft zu finden ist. Neben einer großen Bandbreite an Aluminium, Stahl- und Edelstahlsorten werden auch zahlreiche Titan- und Superlegierungen verarbeitet. „Wir haben es oft mit Sorten zu tun, deren Bestandteile nicht einmal wir richtig kennen“, erklärt Andreas Springer, Produktionsleiter bei RO-RA.
Jeder dieser Werkstoffe erfordert spezifische Bearbeitungsbedingungen, die sich auch in der Auswahl der Schneidstoffe niederschlagen. Ein geschickt gewähltes Werkzeugsortiment, das ein möglichst breites Anwendungsspektrum bietet und gleichzeitig hohe Prozesssicherheit gewährleistet, stellt in diesem Zusammenhang einen wesentlichen Produktivitätsfaktor dar. „Die Auswahl der richtigen Werkzeuge ist oft schwer, da zum Zeitpunkt der Auftragserteilung noch keine Erfahrungswerte für die Zerspanung des Werkstückwerkstoffes vorhanden sind“, so Springer weiter.

Durch den Einsatz des Ingersoll Hi-Feed Mini konnte im Hochvorschubfräsen in den unterschiedlichsten Edelstahlsorten trotz höherer Schnittwerte die Spindelleistung von 80 Prozent auf 25 Prozent verringert werden.

Werner Gramelt
Vertriebstechniker SWT GmbH
„Durch eine geschickte Werkzeugauswahl ist uns in vielen Bereichen eine deutliche Verbesserung der Standzeit und der Prozesssicherheit gelungen. Häufig konnte sogar eine wesentlich höhere Bearbeitungsgeschwindigkeit erzielt werden.“
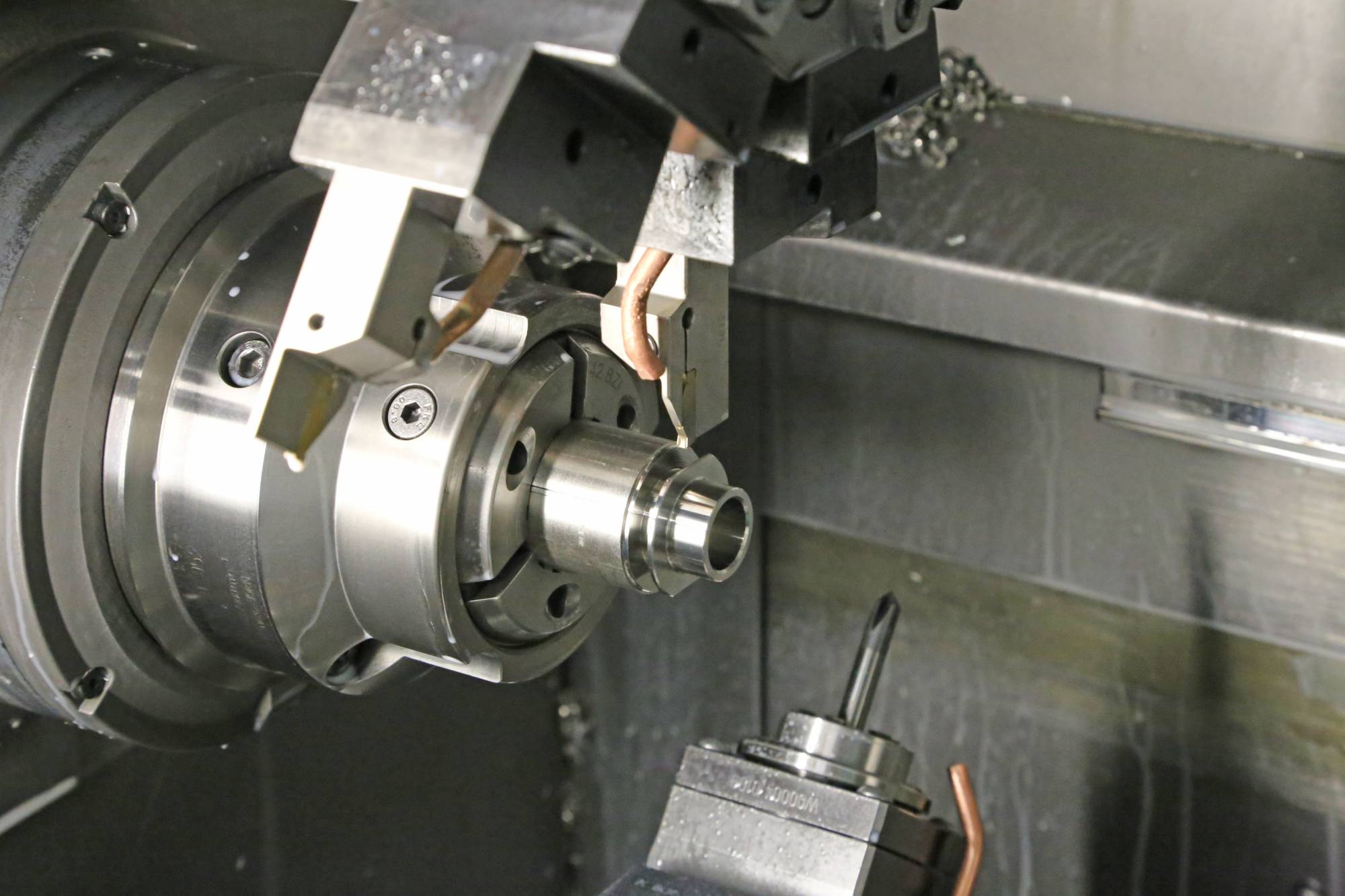
Prozesssicher Abstechen
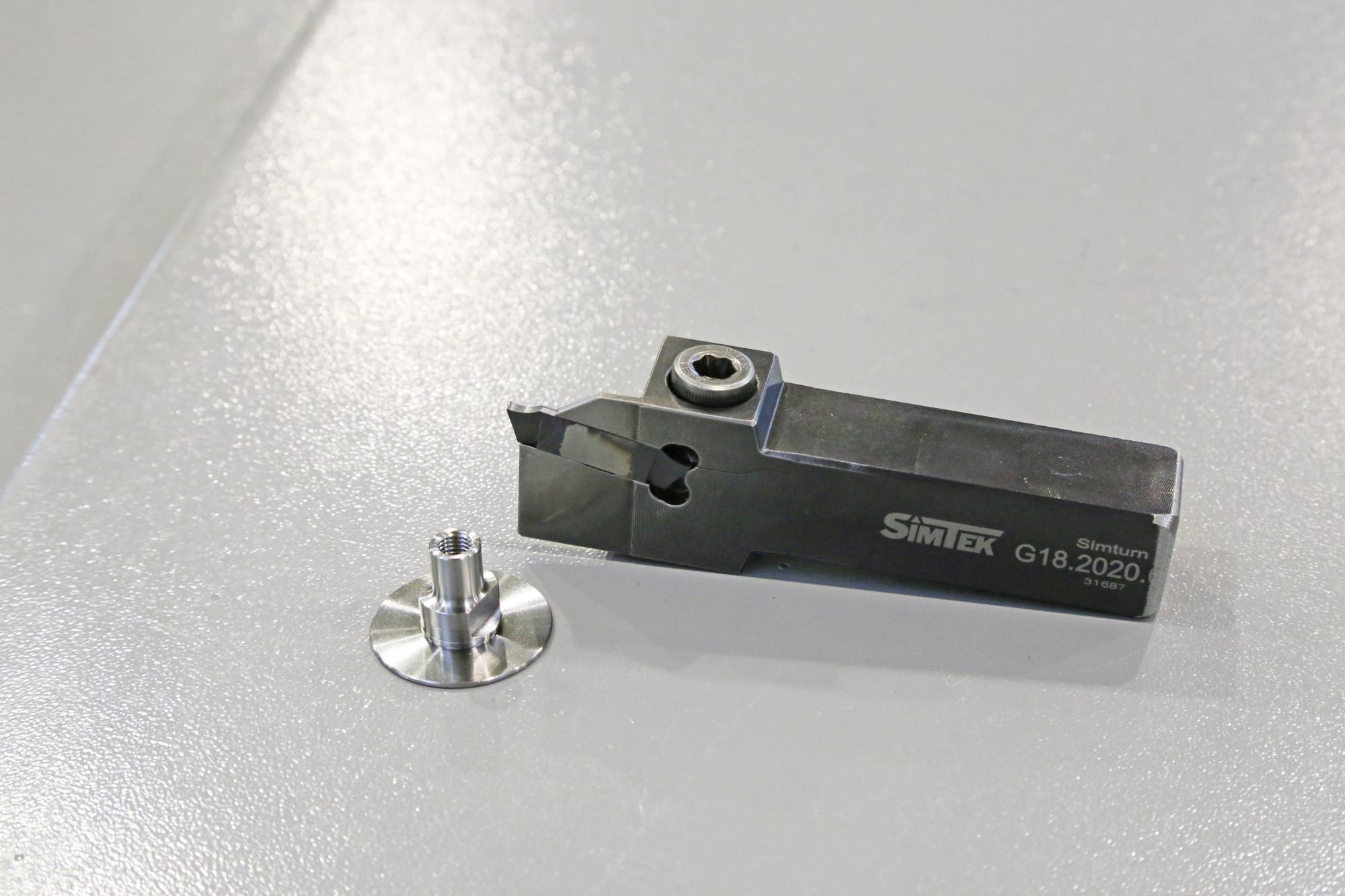
Da die erwähnten Werkstoffe für die Luftfahrtindustrie häufig mit hohen Anschaffungskosten verbunden sind, liegt es nahe, möglichst materialsparend zu arbeiten. Erklärtes Ziel war es unter anderem, die Abstechbreite von Titanbauteilen für Triebwerkshüllen von drei auf zwei Millimeter zu reduzieren. Um dies zu erreichen wurde die G29.0200.10 S GX79 Stechplatte aus der simturn-Reihe von Simtek getestet und schlussendlich auch als geeignet empfunden.
Bei den Tests wurde neben der geforderten Abstechbreite zusätzlich eine gravierende Standzeiterhöhung erreicht. Konnte vormals mit einer Stechplatte nur eine unbestimmte Anzahl zwischen fünf und 50 Teilen gefertigt werden, ist nun eine definierte Anzahl von 200 Teilen möglich. Dies bietet die benötigte Prozesssicherheit, um auch im Dreischichtbetrieb fertigen zu können.
Möglich wurde dies im Wesentlichen durch die Beschichtung, und die für die Anwendung optimale Schneidengeometrie mit scharfer Schneide. Der GX79 Schneidstoff ist besonders geeignet für die Bearbeitung von legiertem und unlegiertem Titan, nickelbasierten Legierungen sowie für das Hartdrehen.
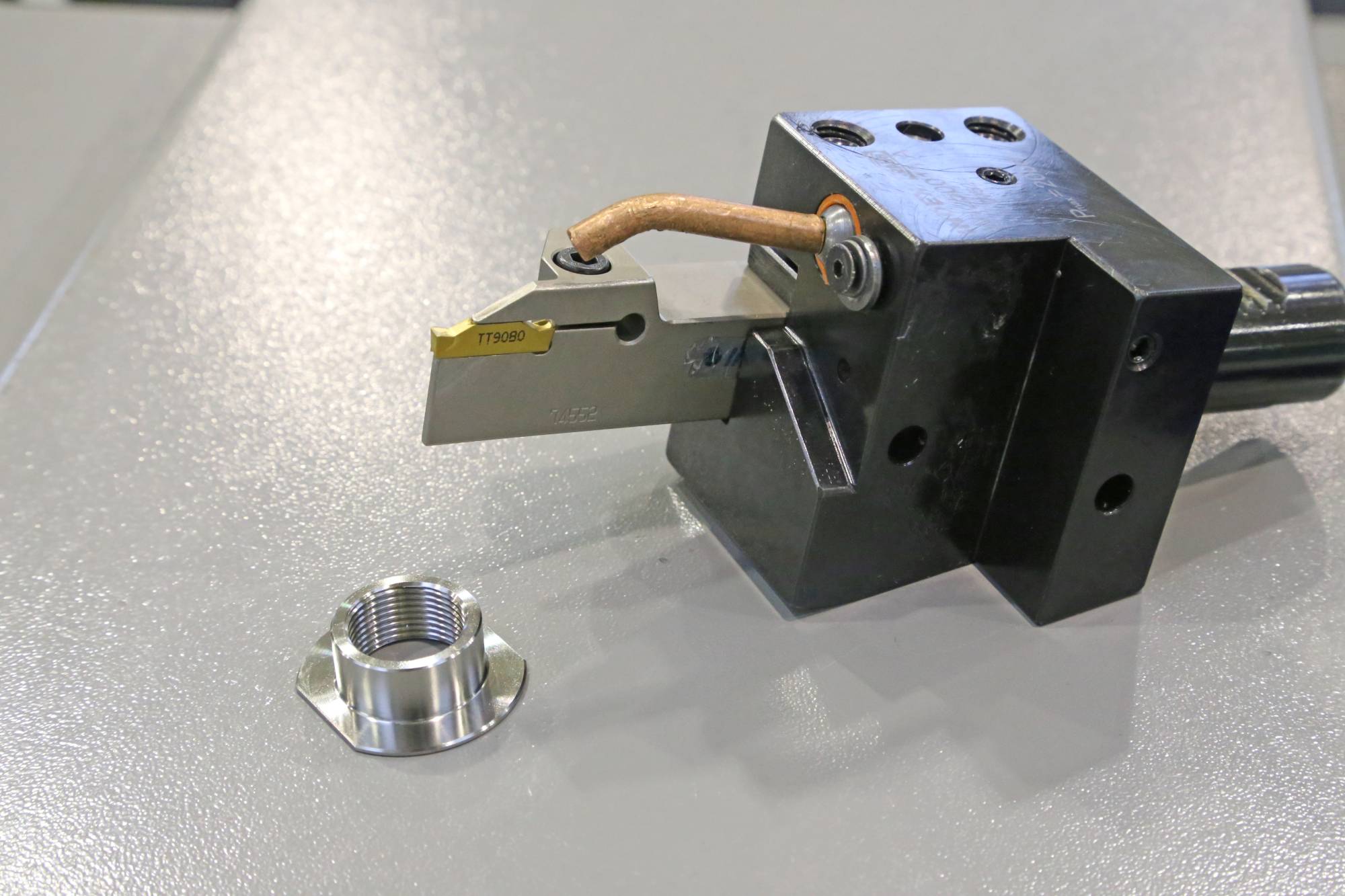
Für alle anderen Werkstoffe außer Titan setzt man bei RO-RA auf die Stechplatten aus der T-Clamp Serie von Ingersoll. Um den Werkzeugbestand einfach und möglichst klein zu halten, beschränkt man sich auf die Einsätze TDC2, TDC3, TDC5, TDJ2 und TDJ3 mit drei Stechbreiten und zwei Geometrien. Als Substrat hat sich die TT9080 Feinstkornsorte als universell geeignet herausgestellt. „Für unsere Mitarbeiter in der Fertigung ist es eine wertvolle Vereinfachung, wenn man bei den Schneidplatten auf gleichbleibende Qualitätsmerkmale trifft“, begründet Andreas Springer, Produktionsleiter bei RO-RA, diese Entscheidung.
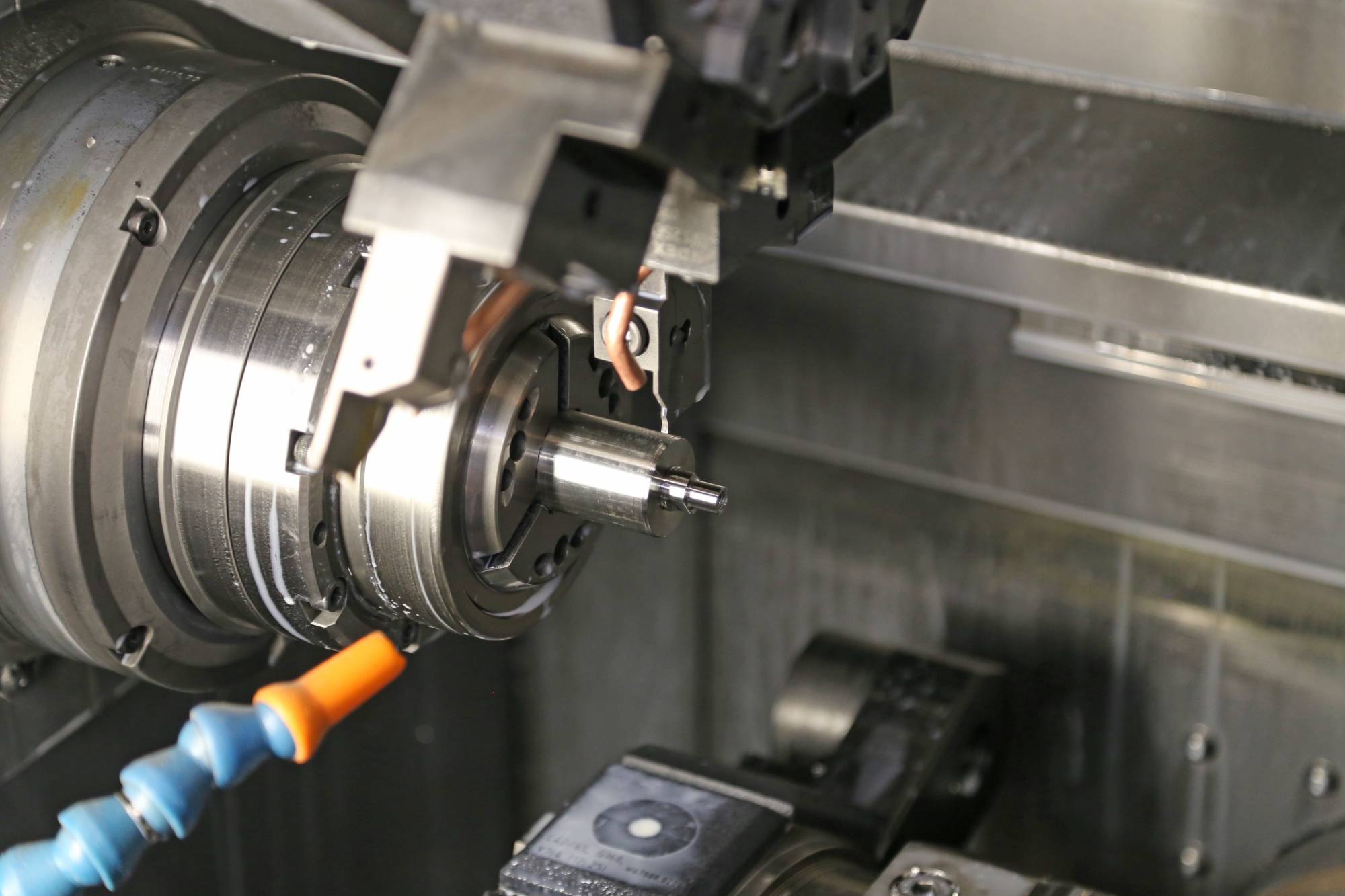
Beim Abstechen von Titanbauteilen konnte die Stechbreite durch den Einsatz der G29.0200.10 S GX79 Stechplatte von Simtek von drei auf zwei Millimeter reduziert werden. Bei kostenintensiven Materialien ein wichtiger Aspekt.


Infos zum Anwender
Die RO-RA Aviation Systems GmbH produziert am Standort Schörfling am Attersee mit 120 Mitarbeitern Komponenten für die Luftfahrtindustrie. Der hochmoderne Fertigungsbetrieb verarbeitet dabei einen umfangreichen Materialmix von Leichtwerkstoffen bis hochlegierten Spezialstählen. Dabei wird von der Entwicklung bis zur komplexen Dreh- und Fräsbearbeitung, Erodieren, Schleifen, Spritzgießen und Kaltumformung, sämtliche Arbeitsschritte im Hause abgewickelt.
Standzeit verdoppelt
Auch im Drehen konnte mit der Ingersoll WNMG 060408 EM TT5080 Wendeschneidplatte abhängig vom Werkstoff im Durchschnitt eine Verdoppelung der Standzeit erzielt werden. Zusätzlich wird durch die spezielle Spanleitstufe eine kontrollierte Spanbildung gewährleistet, was zusätzliche Prozesssicherheit bedeutet, da Fließspäne vermieden werden und damit ein guter Spänabtransport gewährleistet wird.
„Bei den Wendeplatten zeigt sich, dass die wesentlichen Qualitätsunterschiede hinsichtlich Standzeit vor allem bei der Beschichtung und der Endbehandlung der Beschichtung zu finden sind“, betont Werner Gramelt, Vertriebstechniker bei SWT.
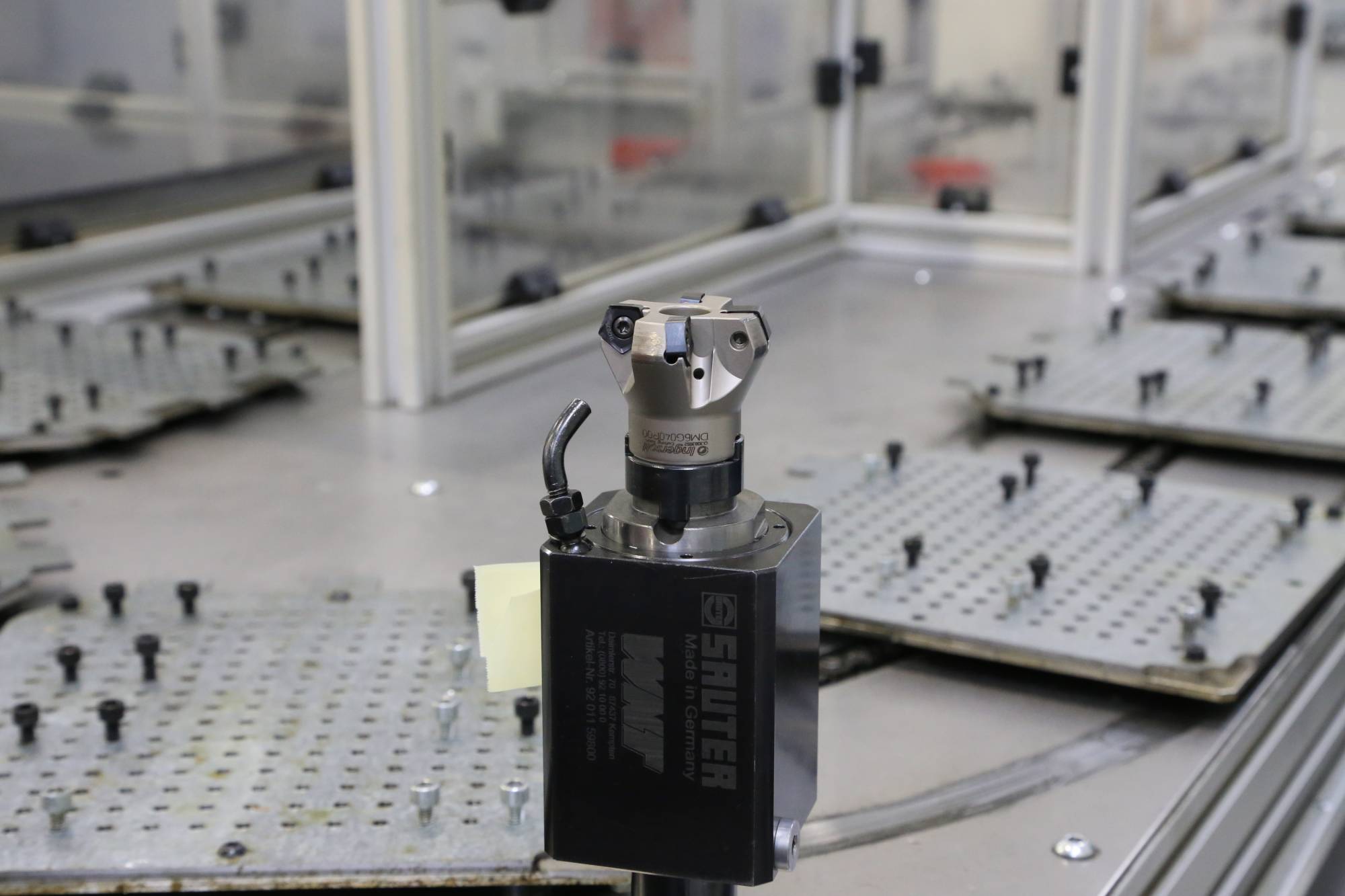
Beim Planfräsen und bei angetriebenen Werkzeugen zeichnet sich der Di-Pos Deka von Ingersoll durch enorme Laufruhe aus. Erzielt wird das durch weichschneidende Platten und einen Anstellwinkel von 70°.
Fräsen aus dem Vollen
Bei RO-RA werden viele Bauteile aus dem Vollen bearbeitet – Zerspanungsleistung steht daher im Vordergrund und auch beim Fräsen konnten durch gezielte Werkzeuganpassung signifikante Verbesserungen erreicht werden.
Für das Aluminiumfräsen wird seit gut einem Jahr ein 32 mm Rough-Air Einschraubfräser von Ingersoll eingesetzt. Der 15X1W032043X8R00 ist ein dreischneidiger Hochleitungsfräser mit zweifach geschraubten Schneidplatten. Er wird bei RO-RA sowohl zum Schruppen als auch zum Schlichten eingesetzt. Die spezielle Geometrie des Fräsers, sowie der durch die Zweifachverschraubung äußerst stabile Plattensitz, erlauben dabei höchste Zerspanungsleistung bei einem Tauchwinkel von 15°. „Die eingesetzten XPET-Schneidplatten sind durch die besondere Geometrie und den speziellen Schliff messerscharf“, nennt Werner Gramelt den Grund für die bessere Schneidleistung und die höhere Prozesssicherheit.
Beim Hochvorschubfräsen der unterschiedlichen Edelstahlsorten kommt ein Hi-Feed Mini mit 25 und 32 mm Durchmesser, ebenfalls von Ingersoll, zum Einsatz. In Verbindung mit den UNLU0603MOTR-Wendeplatten in der IN2035 Sorte bietet dieser Fräser eine beachtliche Zerspanungsleistung. Zusätzlich zeigt er eine deutlich erhöhte Laufruhe, was sich positiv auf die Werkzeugmaschine und Werkstückoberfläche auswirkt. „Es ist unglaublich, wie leise und vibrationsarm der Hi Feed Mini läuft“, schildert Andreas Springer begeistert. „Dabei hat sich die Spindelleistung trotz höheren Schnittwerten und gleicher Zustellung von 80 auf 25 Prozent reduziert.“
Beim Planfräsen leistet ein vierschneidiger Di-Pos Deka, wieder aus dem Hause Ingersoll (DM6G040R00), wertvolle Dienste. Mit 40 mm Durchmesser und zehnschneidigen Wendeplatten (Anm.: ebenfalls in IN2035 Qualität) verteilt er, unterstützt durch einen 70°-Anstellwinkel, den Schneiddruck gleichmäßig auf den Werkzeugkörper. „Durch den Einsatz extrem weichschneidender Platten wird die Schneidleistung reduziert, was auch bei angetriebenen Werkzeugen von großem Vorteil ist“, so Werner Gramelt. Auch der Di-Pos Deka zeichnet sich durch einen besonders ruhigen Lauf und geringe Vibrationen aus. „Dabei können wir mit diesem Fräser rund 20 Prozent schneller arbeiten als zuvor“, unterstreicht Andreas Springer. Auch hier wurde eine wesentliche Standzeitverbesserung erreicht.

Als wahrer Glücksgriff hat sich die Umstellung von Gewindefräsen auf Gewindedrehen erwiesen. Mit dem minipro Gewindedrehwerkzeuge von Vargus konnte die Bearbeitungszeit auf ein Drittel reduziert werden – eine Nachbearbeitung ist nicht mehr nötig.
Um im Stechen möglichst wenig Werkzeugvarianten einzusetzen beschränkt man sich bei RO-RA auf drei Breiten und zwei Spanbrechergeometrien in der Ingersoll Sorte TT9080.
Effiziente Gewindeherstellung
Im Bereich der Gewindeherstellung in Titan bestand in der Vergangenheit das Problem, dass bei einer Gewindetiefe von bis zu 27 mm ein hoher Werkzeugverschleiß auftrat und gleichzeitig eine Nachbearbeitung der Gewinde nötig war. Wurden vormals die Gewinde gefräst, so kann nun mit den minipro Gewindedrehwerkzeugen von Vargus (für 24 UNJ Links- und Rechtsgewinde), eine enorme Performancesteigerung erzielt werden.
„Durch die Umstellung auf Gewindedrehen konnte die Prozesssicherheit bedeutend erhöht und gleichzeitig die Fertigungszeit um zwei Drittel reduziert werden. Seither ist auch keine Nachbearbeitung mehr erforderlich. Die Teile fallen fertig bearbeitet aus der Maschine“, freut sich der Produktionsleiter.

v.l.n.r. Andreas Springer, Produktionsleiter RO-RA Aviation GmbH, Helmut Wiesenberger, Geschäftsführer RO-RA Aviation GmbH, Werner Gramelt, Vertriebstechniker SWT Schlager Werkzeugtechnik GmbH
Gute Abstimmung als Erfolgsfaktor
„Dass sich die Zusammenarbeit zwischen RO-RA und SWT auf so viele Bereiche erstreckt, ist auch und vor allem der hervorragenden Unterstützung seitens SWT zu verdanken“, lobt Springer. „Mit den Werkzeugen von Ingersoll, Simtek und Vargus bietet man modernste Schneidstoffe, Beschichtungen und Geometrien in den unterschiedlichsten Einsatzbereichen und Werkstoffgruppen. Mit Herrn Gramelt haben wir einen Betreuer, der hohe Kompetenz in der Zerspanung mitbringt und uns damit wertvolle Hinweise hinsichtlich Werkzeugnutzung geben kann“, ergänzt er.
Sind Werkzeug und Anwendungsfall ideal aufeinander abgestimmt, ermöglicht dies oft enorme Verbesserungen in der Prozesssicherheit und damit schlussendlich in der Produktivität eines Unternehmens, wie im Fall RO-RA deutlich gezeigt werden kann.
www.swt.co.at
Teilen: · · Zur Merkliste