GMN HCS 280: Hochgeschwindigkeitsspindeln mit hydroviskoser Dämpfung
Eine neue Modellreihe von Hochgeschwindigkeitsspindeln mit einer hocheffizienten hydroviskosen Dämpfung ist die Antwort von GMN auf das Verlangen nach mehr Produktivität in der Zerspanung. Bei der Innovation gelang es, die Eigenschwingungen gegenüber einer Standardspindel um bis zu 65 % zu reduzieren.
Das hydroviskose Dämpfungssystem der neuen Hochgeschwindigkeitsspindeln wird autark mit einem eigenen kleinen und energiesparenden Hydraulikaggregat betrieben. Da sie äußerlich baugleich mit den Standardmodellen sind, lassen sie sich auch auf vorhandenen Maschinen leicht nachrüsten. (Alle Bilder: GMN).
Diese außergewöhnliche Schwingungsdämpfung erlaubt eine wirtschaftlichere Werkstückbearbeitung, denn Bauteile können mit höheren Schnitttiefen und damit größerem Zeitspanvolumen stabil bearbeitet werden. Eine höhere Oberflächenqualität wird über alle Drehzahlbereiche hinweg erzielt – nicht nur beim Schruppen sondern auch bei der Schlichtbearbeitung und beim Schleifen.
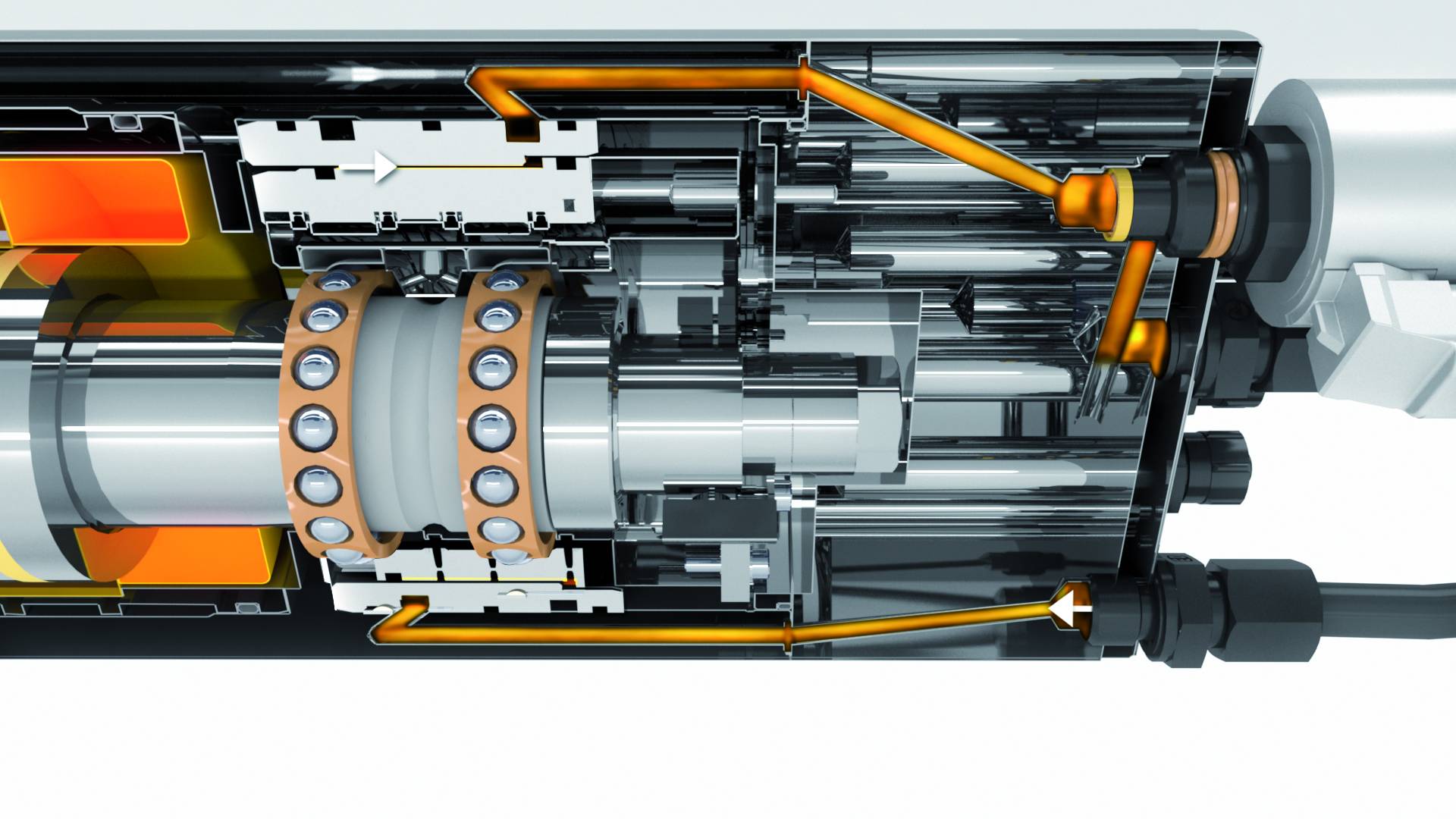
Das Dämpfungssystem ist vollständig in die Spindel integriert. Über den Öldruck lässt sich die Lagervorspannung der Spindel steuern.
Verringerte Eigenschwingungen der Spindel
Die neuen Hochgeschwindigkeitsspindeln zeichnen sich durch eine deutlich verbesserte dynamische Steifigkeit aus, so Dr.-Ing. Bernd Möller, Leiter Entwicklung & Konstruktion beim Nürnberger Maschinenbauer GMN: „Durch das hydroviskose System wird die Dämpfung von Eigenfrequenzen deutlich verbessert. In axialer Richtung konnte die dynamische Steifigkeit z. B. um bis zu 135 % verbessert werden. Das führt zu wesentlich reduzierten Eigenschwingungen im Bearbeitungsprozess, so dass man eine sehr gute Bauteilqualität erreichen kann.“
Dagegen entsteht bei Standardspindeln unter hohen Zerspanungskräften aufgrund der schwach gedämpften Eigenfrequenzen häufig ein „Rattern“. Die starke Geräuschentwicklung ist ein Anzeichen für die erhöhte Anregung von Eigenschwingungen. Raue, teils zerkratzte Oberflächen, stark wellige Schnittkanten, verbreiterte Nuten bis hin zu Werkzeugbrüchen und sogar Spindelausfälle sind die gravierenden Folgen.
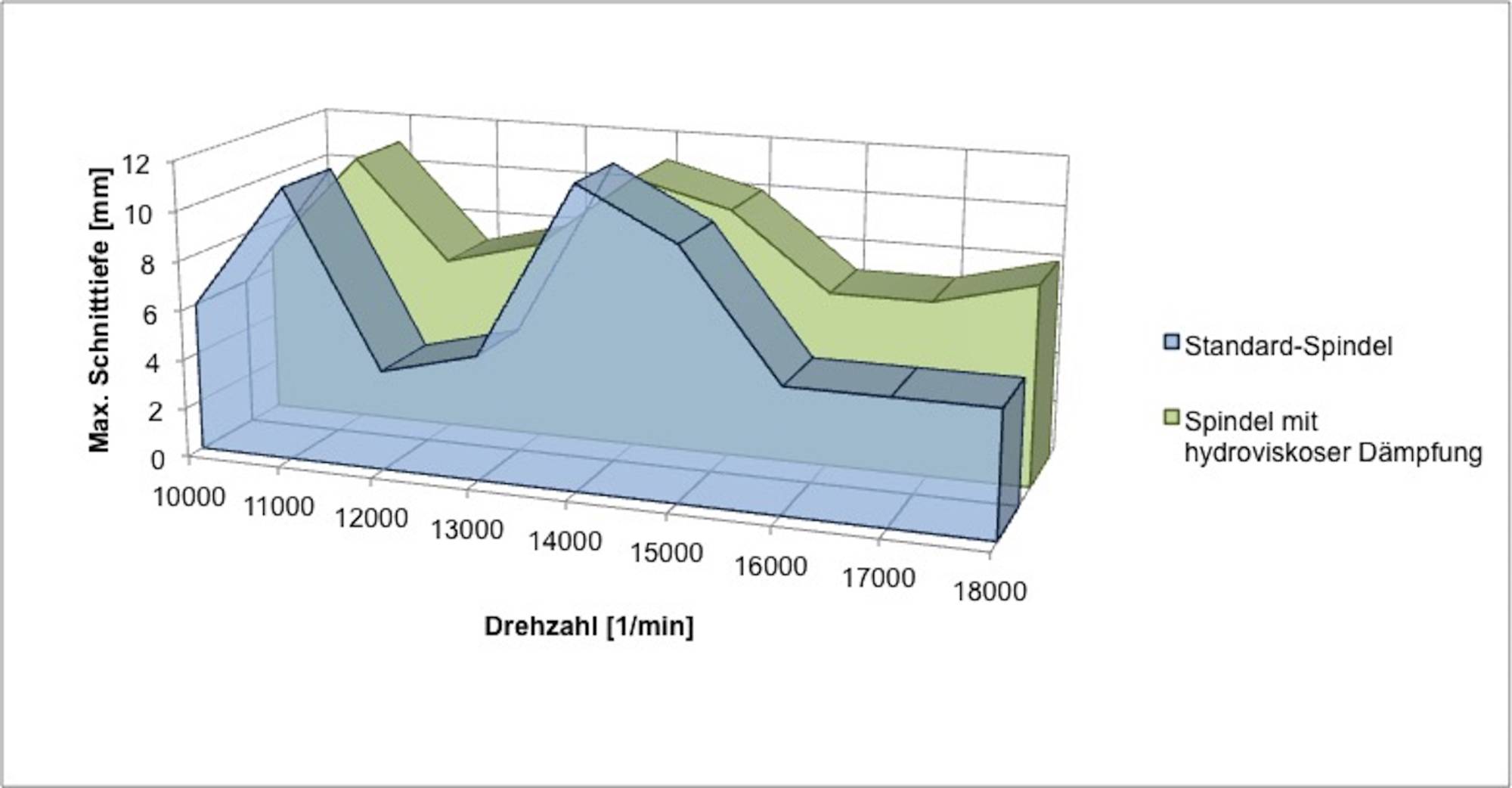
Stabile Schnitttiefe verdoppelt sich: Mit der Standardspindel (blau) sind über alle Drehzahlen zwischen 10.000 und 18.000 min-1 gute Oberflächen lediglich mit Schnitttiefen von 3 mm zu erzielen. Mit der neuen hydroviskos gedämpften Hochgeschwindigkeitsspindel (hellgrün) wird eine gute Oberflächenqualität selbst bei Schnitttiefen von 6 mm erreicht.
Stabile Schnitttiefe verdoppelt sich
Einer Untersuchung des Werkzeugmaschinenlabors (WZL) der Rheinisch-Westfälischen Technischen Hochschule Aachen zufolge konnte bei einer Hochgeschwindigkeitsspindel HCS 280 – 18000/60 mit HSK-100 die minimale stabile Schnitttiefe bei Drehzahlen zwischen 10.000 und 18.000 min-1 verdoppelt werden. Beim Einsatz der hydroviskos gedämpften Spindeln wurden – auch bei ungünstigen Drehzahlen – bis zu einer Einstechtiefe von 6,0 mm stabil gute Oberflächen erzielt. Hingegen wurden bei der Standardspindel unter gleichen Bedingungen lediglich 3,0 mm erreicht.
Auch die Oberflächengüte beim Innenrund- und Planschleifen wird spürbar besser. Unter Produktionsbedingungen in der eigenen Fertigung wurde bei GMN mit einer hydroviskos gedämpften Spindel z. B. eine Rauigkeit von nur 0,89 μm erreicht – gegenüber 2,36 μm bei herkömmlichen Modellen.
Baugleich und nachrüstbar
Die neuen Hochgeschwindigkeitsspindeln werden mit einem eigenen kleinen und energiesparenden Hydraulikaggregat autark angetrieben. Über den Öldruck lässt sich zusätzlich die Lagervorspannung der Spindel steuern. Damit kann die Steifigkeit der Spindel verändert und damit das Verhalten in Abhängigkeit von Bearbeitungsaufgabe, Drehzahl und Werkzeug optimiert werden. So wird beispielsweise durch eine höhere Vorspannung die Leistungsfähigkeit der Spindel in den unteren Drehzahlbereichen erheblich verbessert.
Die neuen Spindelmodelle mit hydroviskoser Dämpfung sind für Bearbeitungszentren zur Fräs- und Bohrbearbeitung sowie für Schleifmaschinen verfügbar. Da sie äußerlich baugleich mit den Standardmodellen sind, lassen sie sich auch auf vorhandenen Maschinen leicht nachrüsten.
Umfangreiche Praxistests
Vor der Markteinführung hat GMN hydroviskos gedämpfte Spindeln bereits in einem umfangreichen Praxiseinsatz auf Bearbeitungszentren eines italienischen Herstellers getestet. Dessen Kunden fertigen mit den neuen Spindeln u. a. Bauteile für die Luftfahrtindustrie und sind überaus zufrieden.
Auch aus der Produktion im eigenen Haus hat Entwicklungs- und Konstruktionsleiter Möller eine positive Rückmeldung erhalten: „Die Bediener an den Schleifmaschinen wollten die neuen Spindeln nach den Erprobungsläufen gar nicht mehr zurückgeben.“
Teilen: · · Zur Merkliste