anwenderreportage
MMC Hartmetall MHS: Tieflochbohren ohne Sondermaschine
Bohrungen mit Tiefen bis zum 60fachen des Werkzeugdurchmessers lassen sich günstig, präzise und prozesssicher fertigen. Möglich wird dies mit Bohrern der Reihe „MHS“ von MMC Hartmetall. Die ZF Friedrichshafen AG setzt die High-Tech Werkzeuge sogar auf Standard-Bearbeitungszentren und nicht wie üblich auf Sondermaschinen ein. Gebohrt werden dort Wellen aus Einsatz- und Vergütungsstahl.

Größte Tiefe der bis 7,5 mm durchmessenden Kanäle bei ZF ist 600 mm. Davon werden derzeit 410 mm mit Vollhartmetall-Bohrern erreicht. Den Rest besorgen Einlippenbohrer. Bild: facts-and-figures/Filì

Petra Reinhold
Technisches Management MMC Hartmetall GmbH.
„Auch bei schwankender Werkstoffqualität werden identische Bearbeitungsergebnisse erzielt.“
30xD galt 2005 noch als sensationell. Heute sind Werkzeuge mit Längen/Durchmesser-Verhältnissen bis 40xD bereits Standard. „Wendelbohrer mit 50xD sind bislang eher noch die Sonderlösung“, sagt Volker Lang. Aber auch sie liefen in den Betrieben der ZF Friedrichshafen AG in Passau ohne Probleme.
Lang ist Industrietechniker und im Werk Passau-Grubenweg zuständig für Planung und Projekte. Eines seiner Vorhaben ist, das Tieflochbohren voranzubringen. Stand bei vergütetem und Einsatzstahl ist 60xD. Möglich machen dies AlTiN-beschichtete und intern gekühlte Wendelbohrer von MMC Hartmetall – in Österreich durch die Metzler GmbH vertreten – die Lang auf regulären Bearbeitungszentren einsetzt. Der Prozess sei sicher, der geldwerte Nutzen erheblich.
Passau ist Produktions- und Entwicklungsstandort der ZF Friedrichshafen AG. Hier werden Achsen und Getriebe sowie Antriebskomponenten hergestellt für Bau- und Landmaschinen, Busse und Pkw – darunter auch 700 mm lange Zentral-, An- und Abtriebswellen für die Getriebe von Personen- und Nutzfahrzeugen, Land- sowie Baumaschinen. Zwischen 14.000 und 16.000 sind es pro Jahr. Hinzu kommen so genannte Exoten: Wellen für Schlepper- und Automatikgetriebe. Gängige Stähle sind 16MnCr5 (Werkstoffnummer 1.7131) und 42CrMo4 (1.7225). Bei manchen werden fünf Bohrungen eingebracht, bei anderen nur eine.
Größte Tiefe der bis 7,5 mm durchmessenden Kanäle beträgt 600 mm. Davon werden derzeit 410 mm mit MMCs Vollhartmetall-Werkzeugen erreicht – den Rest besorgen Einlippenbohrer. Vorgabe für Toleranz und Oberflächenqualität sind jeweils 0,2/-0,1 mm beim Durchmesser, 1,0 mm Symmetrie, 2,0 mm bei der Tiefe sowie Rz100 max. als Rautiefe. Je nach Werkstoff liegt der Standweg der Bohrer zwischen 40 m und 100 m.


Wilfried Dyduch
Anwendungstechnik MMC Hartmetall GmbH.
„Der MHS-Bohrer ist ursprünglich als Tieflochbohrer mit innerer Kühlmittelzufuhr für gehärtetes Material bis 52 HRC entwickelt worden.“
Stahl bis 60xD prozesssicher bohren
„Wir machen das auf einem vorhandenen Standard-Bearbeitungszentrum“, sagt Fertigungsmeister Franz Schwarzmüller, „und eben nicht auf einer eigenen Tiefbohr- oder Spezialmaschine.“ Diese Investition hätte man sich mit anderen Tools nicht zwingend sparen können. Vielmehr würden die MMC-Bohrer wie jedes gewöhnliche Werkzeug auch aus dem Zentrumsmagazin gewechselt: „Das spart erheblich Zeit und Geld.“ Voraussetzung sei indes, dass der Ablauf verlässlich ist. Bricht der Bohrer, addierten sich die Kosten für Werkstück, Werkzeug und Maschinenausfall schnell vierstellig.
Entsprechend stellen sich die Technologiedaten dar: ZF Passau und die Berater von MMC haben die Werte seit 2005 – dem Beginn der Zusammenarbeit und 30xD-Bohrern – Zug um Zug ausgereizt und gesichert. Das Zwischenergebnis rechnet sich. Der 6,83 mm durchmessende MHS0683-L60CVP15TF bohrt die 410 mm in 1,2 min aus. Dabei fährt das lange Tool in den Stahl als wäre es Butter. „Wenn der Span dabei aus dem Bohrloch spritzt, dann ist das Qualität“, freut sich Manfred Bartl, der das Hüller-Hille-Bearbeitungszentrum führt. Außer ihm haben 25 weitere Werker mit dem Tiefbohrer zu tun. Rund 30 Werkzeuge gehen jede Woche zum Nachschleifen und erneuten Beschichten hinaus.
ZF in Passau arbeitet dreischichtig. Probleme beim Handling oder Qualitätsschwankungen sind nicht bekannt. Das mit 50 bar Kühlschmierstoffdruck beaufschlagte MMC-Werkzeug arbeitet doppelt so schnell wie herkömmliche Bohrer, sagt Bartl. Ob dies das Ende der Entwicklung sei oder der Prozess sich noch weiter tunen lasse, sei einstweilen offen.

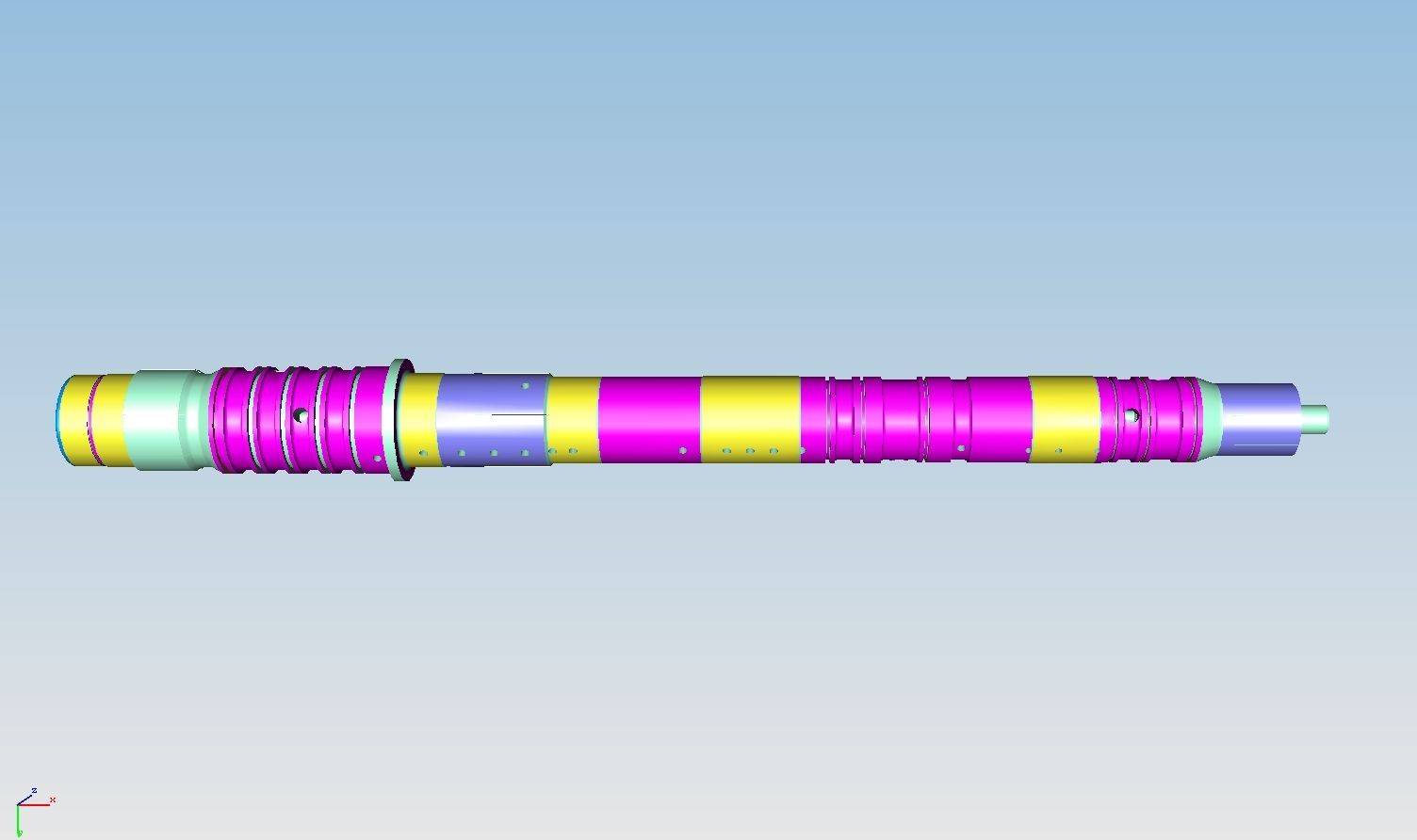
Antriebswelle als 3D-Modell: Als Toleranz und Oberflächengüte gelten 0,2/-0,1 mm beim Durchmesser, 1 mm in der Symmetrie, 2 mm bei der Tiefe sowie Rz 100 max. Bild: ZF Friedrichshafen

Volker Lang
Planung und Projekte ZF Friedrichshafen AG in Passau
„Wir arbeiten hier im Werk mit jedem namhaften Hersteller. Wenn es ums Tiefbohren geht, ist das MMC. Die Auslegungen haben auf Anhieb gepasst, die Abstimmung ist immer kompetent und gut.“
Auslegung hat auf Anhieb gepasst
Wilfried Dyduch, Anwendungstechniker bei MMC, hat das Tiefbohren vom Start weg begleitet. 2005 war 30xD noch das Maß aller Dinge und längst nicht entschieden, wer sich beim Tieflochbohren etablieren könnte: Im Wettbewerb standen sämtliche Hersteller mit Rang und Namen. Beharrliche Weiterentwicklung, Präsenz beim Kunden und schnelles Feedback zahlten sich letztlich aus. Jede zweite Woche, sagt Dyduch, sei ZF-Passau-Termin. „Die Auslegungen haben auf Anhieb gepasst, die Abstimmung ist immer kompetent und gut“, bestätigt ZF-Planer Volker Lang. „Wir arbeiten hier im Werk mit jedem namhaften Hersteller. Wenn es ums Tiefbohren geht, ist das MMC.“
Petra Reinhold ist bei MMC für das Technische Management zuständig. Sie fasst den großen Trend bei Tiefbohrwerkzeugen zusammen: „Alle zehn Jahre werden sie 100 mm länger. Heute – Frühjahr 2014 – sind 490 mm Gesamtlänge das Maximum.“ Der interne Kühlmitteldruck von 30, 50 und mittlerweile 70 bar mache ähnliche Sprünge. Hinzu komme die Beschichtung: Ihr Haus setzt hier alles daran, auch bei schwankender Werkstoffqualität identische Bearbeitungsergebnisse möglich zu machen."
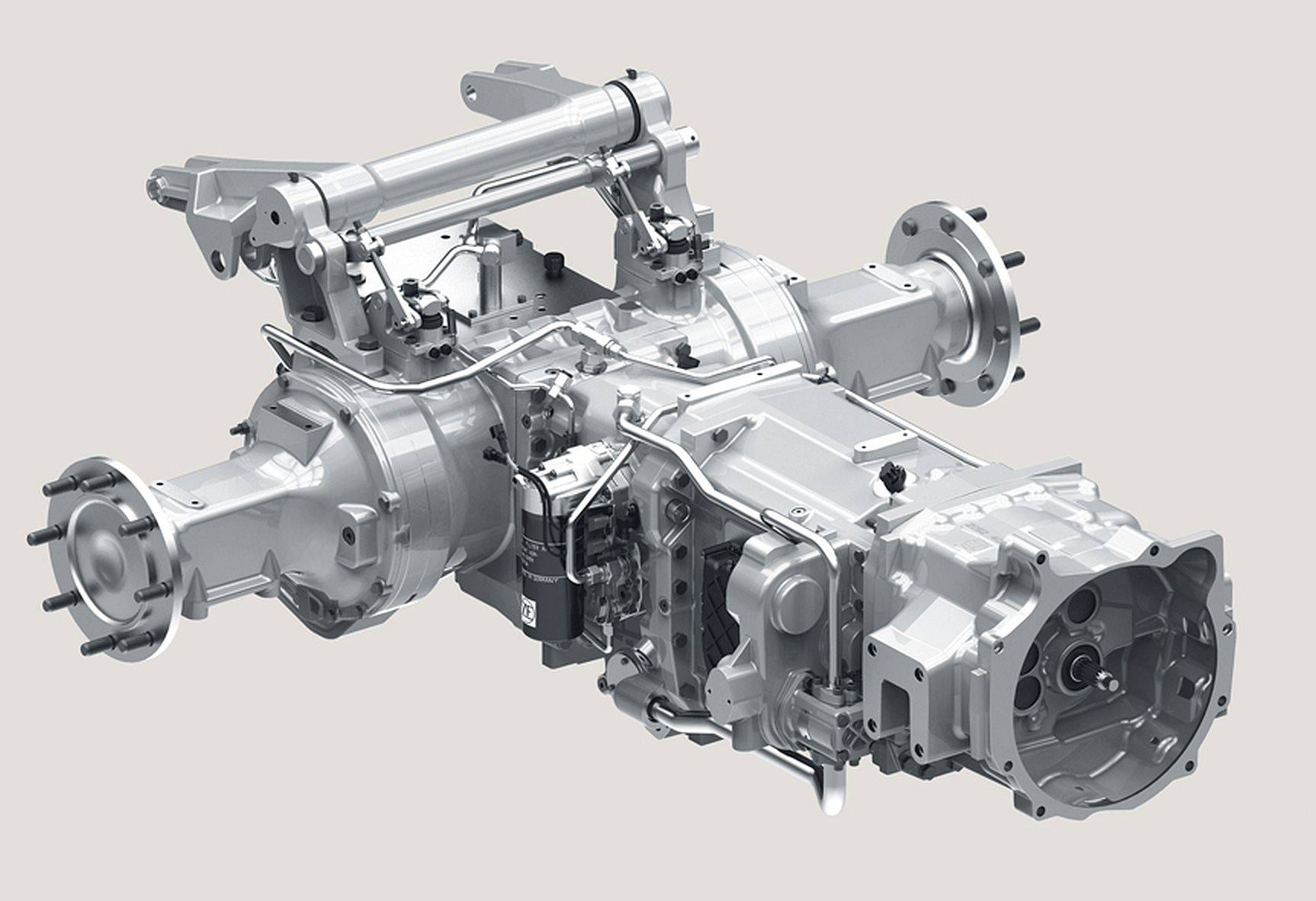
ZF Friedrichshafen setzt die Antriebswellen in Getriebe für Bau- und Landmaschinen, Busse und Pkw, Personen- sowie Nutzfahrzeuge ein. Bild: ZF Friedrichshafen

Bearbeitet auf einem Standard-Bearbeitungszentrum von Hüller Hille statt auf Sondermaschinen: Franz Schwarzmüller, Fertigungsmeister bei ZF Friedrichshafen AG in Passau, mit fertig tiefgebohrter Welle. Bild: facts-and-figures/Filì

Der MHS-Bohrer wurde ursprünglich als Tieflochbohrer mit innerer Kühlmittelzufuhr für gehärtete Materialien bis 52 HRC entwickelt. Auswerferstift-Bohrungen können in einem Zug ohne Nachbearbeitung hergestellt werden. Aufgrund seiner Geometrie eignet sich der MHS hervorragend für das Tieflochbohren bis 70xD in Stahl- und rostfreien Werkstoffen. Das Standard Lieferprogramm enthält Bohrtiefen bis 30xD, Durchmesserbereich von 0,95 mm bis 12,0 mm. Zwischengrößen und Sonderlängen sind auf Anfrage verfügbar. Bild
Infos zum Anwender
Die ZF Friedrichshafen AG in Passau ist ein weltweit führender Technologiekonzern in der Antriebs- und Fahrwerktechnik mit 122 Produktionsgesellschaften in 26 Ländern. Der Konzern erzielte im Jahr 2013 mit rund 72.600 Mitarbeitern einen Umsatz von 16,8 Milliarden Euro.
www.zf.com
Teilen: · · Zur Merkliste