Jedem Titan seinen Bohrer: Mikron Tool präsentiert die neue Titanbohrerserie CrazyDrill Cool Titanium
Mikron präsentierte anlässlich der EMO 2023 in Hannover die neue Titanbohrerserie CrazyDrill Cool Titanium ATC/PTC, die höchste Prozesssicherheit beim Bohren von Reintitan und seinen Legierungen garantiert. Der Hochleistungswerkstoff Titan ist eine zerspanungstechnische Herausforderung. Gleichwohl: Titan ist nicht gleich Titan. Je nachdem, ob es sich um Reintitan oder legiertes Titan handelt, ergeben sich unterschiedliche zerspanungstechnische Verhalten. Für diese Herausforderung hat Mikron Tool auf die jeweiligen Titansorten perfekt zugeschnittene Bohrer entwickelt, die Titan prozesssicher, mit höheren Schnittwerten, längeren Standzeiten und hervorragender Bohrungsqualität zerspanen können.

Jetzt noch schneller und noch sicherer in Titan bohren: doppelt so schnell und dreimal höhere Standzeiten bei höchster Prozesssicherheit.
Wegen seiner hohen Elastizität und Zugfestigkeit ist das Zerspanen des widerspenstigen Titans hoch anspruchsvoll. Der Spanbruch ist problematisch. Durch die geringe Wärmeleitfähigkeit wird die Hitze nicht über den Span aus der Schneidzone abgeführt. Zudem neigt Titan zur Bildung von Aufbauschneiden. Das alles führt zu höherem Verschleiß und verringert die Prozesssicherheit.

In vielen Sparten erfreut sich Titan hoher Beliebtheit: Die Luft- und Raumfahrt, der Rennsport, die Medizin- und Zahntechnik, die chirurgische Orthopädie wie auch die Schmuck- und Uhrenbranche nutzen ihn in erheblichem Umfang.
Beim Bohren ist die Herausforderung noch größer
Beim Bohren von Titan sind die Probleme noch gravierender. Durch die zähelastische Eigenschaft des Titans wird der Bohrer verklemmt, der Druck auf die Schneiden nimmt zu. Materialverklebung an Schneiden und Führungsfasen erhöht die Schnittkräfte, infolgedessen die Schneidkanten ausbrechen können. Sind die Oberflächen einmal beschädigt, bleibt noch mehr Material haften, was die Reibung erhöht. Überdies ist auch die Spanform problematisch. Denn die Titan-Späne verdichten sich gerne im Kopfbereich und verhindern das Nachfliessen weiterer Späne. Das führt oft zu unkontrollierten Bohrerbrüchen. Erschwerend kommt die hohe Temperaturbelastung der Schneiden hinzu.

Die patentierte Sonderform der Kühlkanäle und ein speziell abgesetzter zweiter Freiwinkel (Sonderfreischlifform) steigern zudem den Fluss des Kühlschmierstoffs in der Spannute deutlich.
Cool the tool
Um die Wärme in der Zerspanzone zu reduzieren, führen zwei Kühlkanäle mit besonders großem Querschnitt massiv Kühlmittel bis zur Bohrspitze und garantieren eine konstante Kühlung inklusive Schmierung der Schneiden. Gleichzeitig spült der massive Kühlmittelstrahl die Späne durch die polierten Spannuten und verhindert so Spänestau.
Die patentierte Sonderform der Kühlkanäle und ein speziell abgesetzter zweiter Freiwinkel (Sonderfreischlifform) steigern zudem den Fluss des Kühlschmierstoffs in der Spannute deutlich. Dadurch wird eine viermal höhere Kühlmittelmenge bei gleichem Druck durch das Werkzeug an die Bohrerspitze geführt. Das steht für Innovation bei der Wärme- und Späneabfuhr.
Titan ist nicht gleich Titan
Wer dieses Material effizient bearbeiten will, muss es bis ins kleinste Detail kennen. Mikron Tool hat bei seiner Entwicklungsarbeit verschiedene Titan-Werkstoffe untersucht. Dabei fand die F&E-Abteilung heraus, dass sich die verschiedenen Titansorten extrem voneinander unterscheiden, was für deren industrielle Bearbeitung von höchster Relevanz ist. Reintitan (Grad 1 bis 4) zeichnet sich durch hohe Korrosionsbeständigkeit aus, hat aber dafür geringere mechanische Festigkeiten. Legiertes Titan (Grad 5 und höher) hat eine hohe Festigkeit, aber eine geringe Duktilität.
Werkstoffspezifische Bohrer sind die Lösung
Diese Unterschiede zerspanungstechnisch in den Griff zu bekommen, ist eine Meisterleistung. Dank der akribischen Entwicklungsarbeit und den daraus gewonnenen Erkenntnisse fanden die Ingenieure von Mikron Tool – Stand heute – die perfekte Lösung: zwei spezifische Geometrien, eine für Reintitansorten und eine für Titanlegierungen. So ist eine perfekt kontrollierte Spanabfuhr, hohe Bohrgeschwindigkeiten und wiederholgenaue Prozesse mit optimaler Bohrqualität für diese diffizilen Titanwerkstoffe garantiert.
Der neue CrazyDrill Cool Titanium – doppelt so schnell
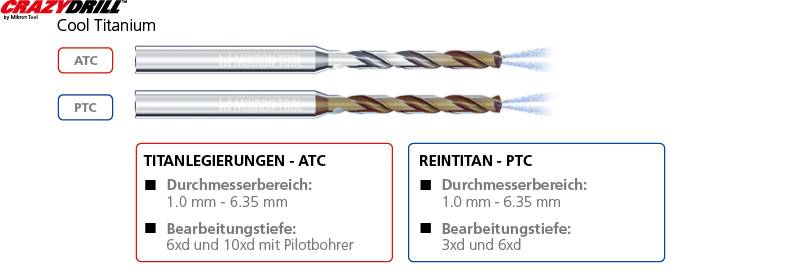
Die neuen Bohrer CrazyDrill Cool Titanium gibt es im Durchmesserbereich von 1 bis 6,35 mm. Für Reintitan entwickelte Mikron Tool Kurzbohrer mit 3 xD und Bohrer mit 6 xD. Für Titanlegierungen setzt Mikron Tool auf Bohrer mit 6 xD und 10 xD in Kombination mit einem Pilotbohrer.
Für die wirtschaftliche Herstellung von Titanbauteilen sind Werkzeuge erforderlich, welche speziell auf die Materialeigenschaften der verschiedenen Titansorten abgestimmt sind. Titan ist teuer, das Bauteil auch. Umso wichtiger sind hohe Prozesssicherheit und berechenbare Standzeiten. Ist Letzteres noch zu toppen, umso besser. Die neuen Hochleistungsbohrer für Titan von Mikron Tool haben bis zu dreimal höhere Standzeiten und sind betreffend Vorschubgeschwindigkeit doppelt so schnell wie die der marktübliche Titanbohrer. Eine weitere Spitzenleistung: Das Bohren beim ATC erfolgt in einem Schuss, ohne mehrfaches Entspanen.
Teilen: · · Zur Merkliste