Titanbearbeitung: Produktivität verdoppelt
Trends in der Materialtechnik: Titan schneidet hinsichtlich der Produktivität bei der Fräsbearbeitung rund 20-mal schlechter ab als Aluminium. Beim Einsatz in den neueren Flugzeugmodellen ist es dennoch oft konkurrenzlos, denn anders als Aluminium verträgt es sich gut mit einem dritten Leichtbau-Werkstoff, dem zunehmend eingesetzten CFK. So werden z. B. in einem A 350 etwa ein Dutzend vier Meter lange Spanten aus Titan verbaut – Gesamtwert: ca. EUR 1 Mio.
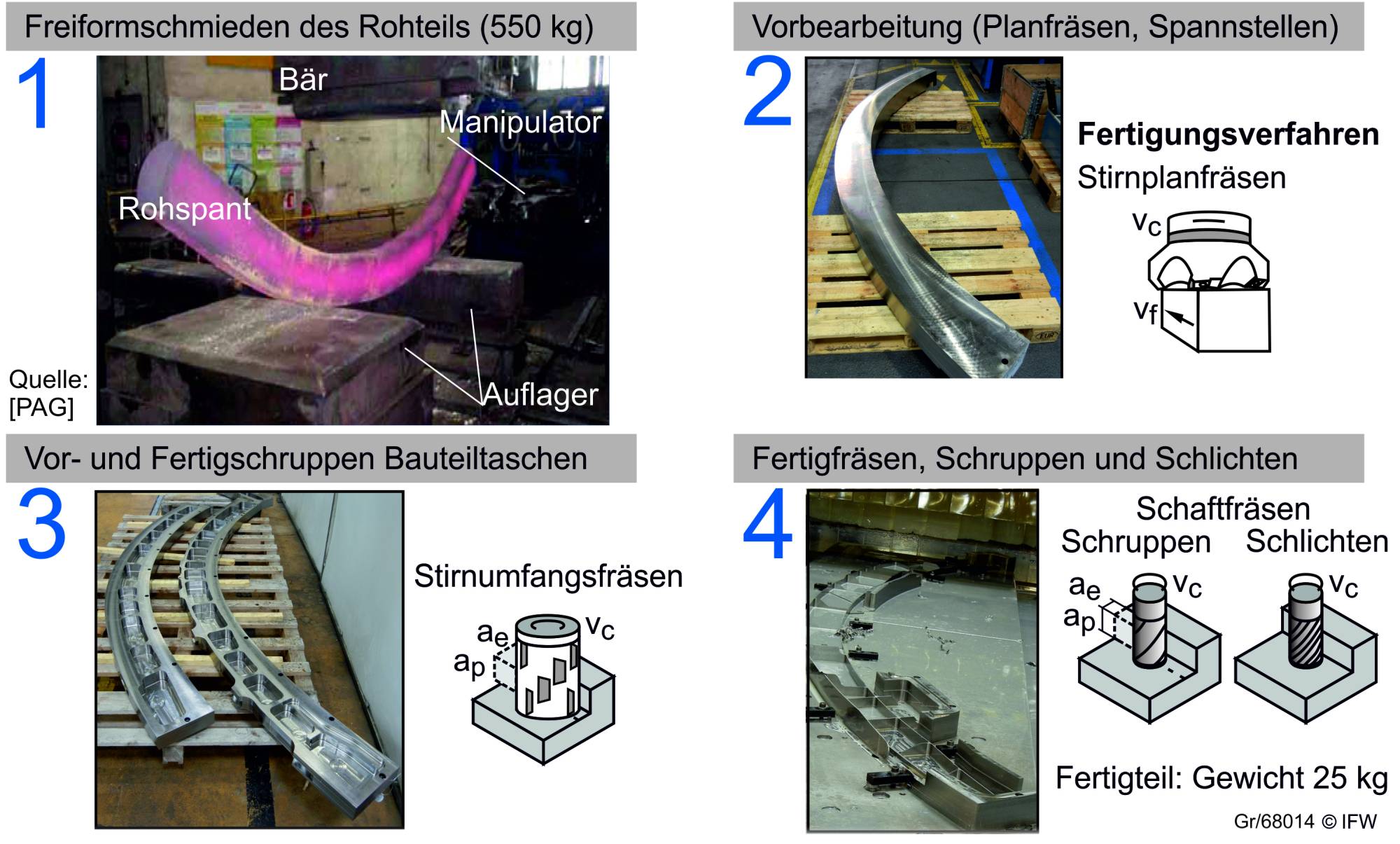
Titanbearbeitung: die Prozesskette anschaulich dargestellt.
Das war der Ausgangspunkt eines nun abgeschlossenen, multilateralen Forschungsprojekts zwischen dem Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover und vier Industriepartnern aus den Bereichen Werkzeugentwicklung, Beschichtung sowie Anwendung. Die Koordination lag bei Dennis Nespor vom IFW. „Wir haben den Fräsprozess aus allen Perspektiven betrachtet“, erklärt er den Ansatz. „Das heißt: Wir haben nicht nur die Werkzeuggeometrie allein betrachtet und optimiert, sondern alle relevanten Größen im Blick gehabt.“
Für den konkreten Anwendungsfall, den genannten Titanspant aus dem A 350, hat das auf zwei Jahre ausgelegte Forschungsprojekt auf diese Weise die Geschwindigkeit des Bearbeitungsprozesses verdoppeln können. Da sich die Standzeit der Werkzeuge nur um etwa ein Fünftel verkürzte, reduzierten sich die Bearbeitungskosten auf nahezu die Hälfte.
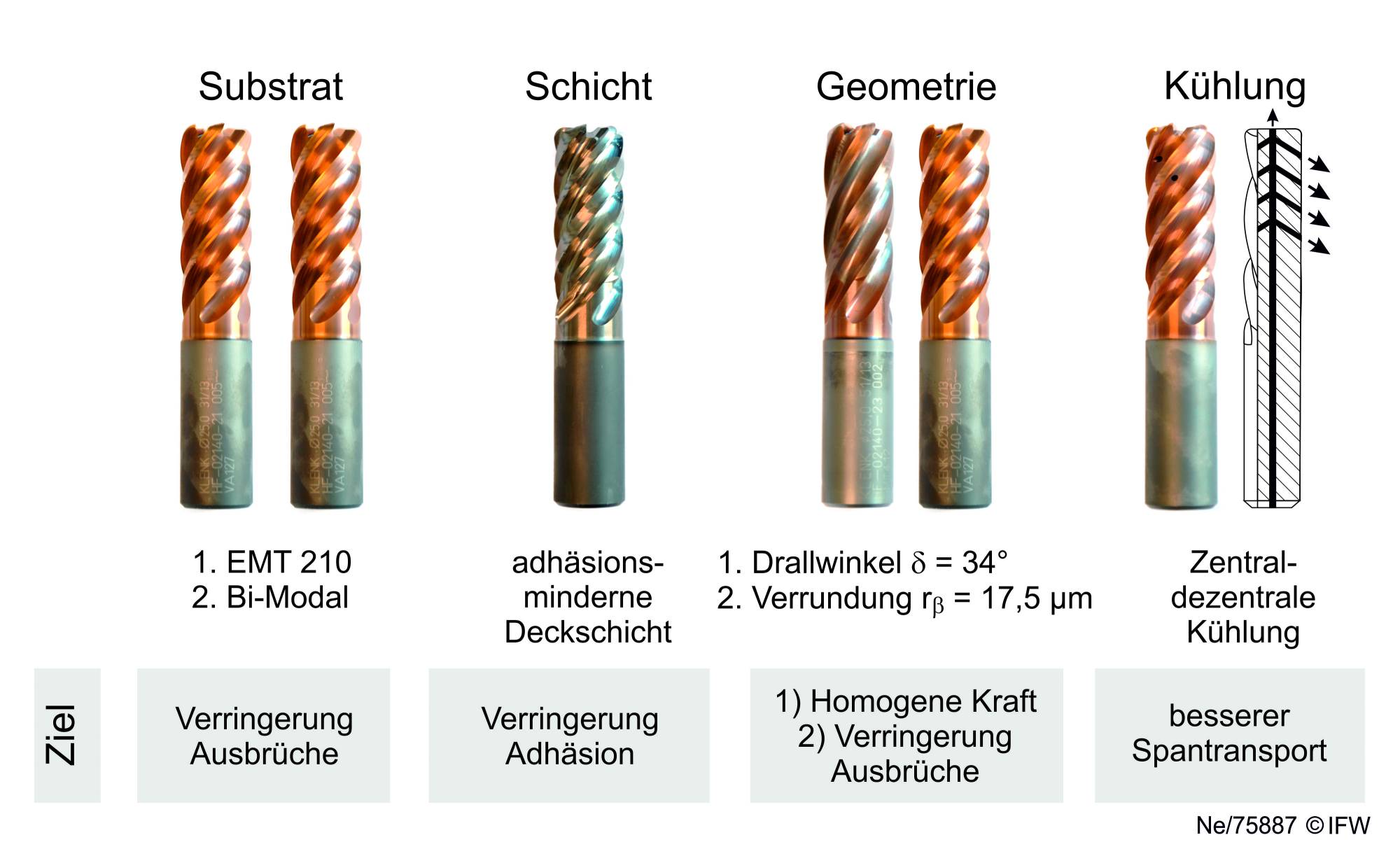
Die verschiedenen Werkzeuggeometrien und ihre Vorzüge.
Optimal gelaufen
Nespor fasst die Erkenntnisse für die einzelnen Parameter zusammen: „Das Hartmetall für das Werkzeug muss so nah wie möglich an die „technologische Grenze“ der Auslegung herangehen: So hart wie möglich soll es sein und so zäh wie nötig. Bei der Werkzeugbeschichtung kommt es vor allem darauf an, dass die Beschichtung adhäsionsmindernd wirkt, damit das Titan nicht am Werkzeug haftet. Das Entscheidende bei der Werkzeuggeometrie ist die Ergänzung weiterer Schneiden, die außerdem scharf sein müssen – entgegen der noch neuen, für den Laien überraschenden Erkenntnis, dass verrundete Werkzeugkanten oftmals die bessere Schneidkantenstabilität und damit ein besseres Schneidergebnis aufweisen.“
Ein Vergleich, der die Anforderungen an die Werkzeugkanten veranschaulicht: Der Fräsprozess entspricht 20 Kleinwagen, die an einer 25 mm langen Werkzeugschneide hin und her ziehen – und das 15-mal pro Sekunde.
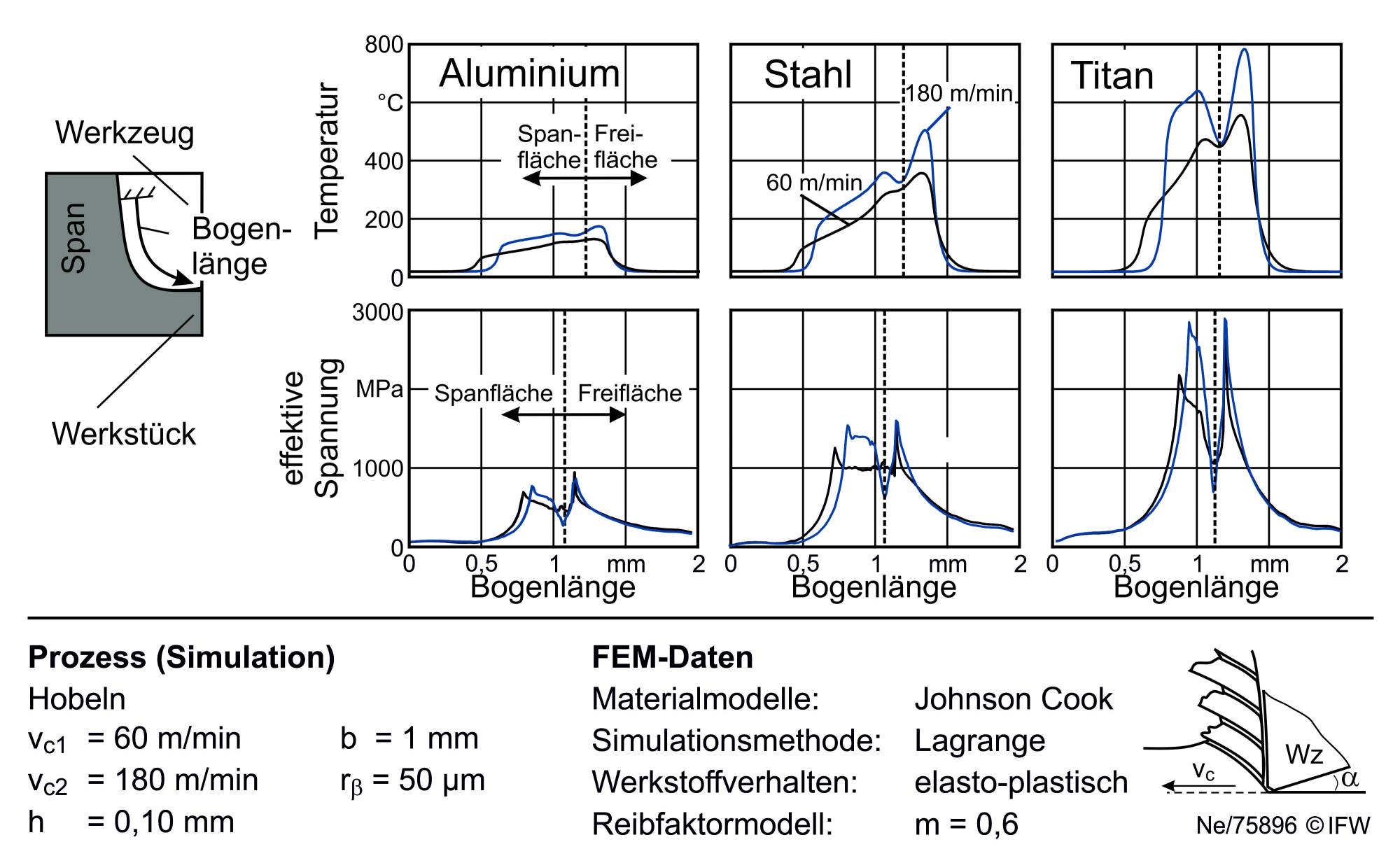
In der FEM-Simulation zeigen sich erhöhte Spannungen bei der Titanbearbeitung.
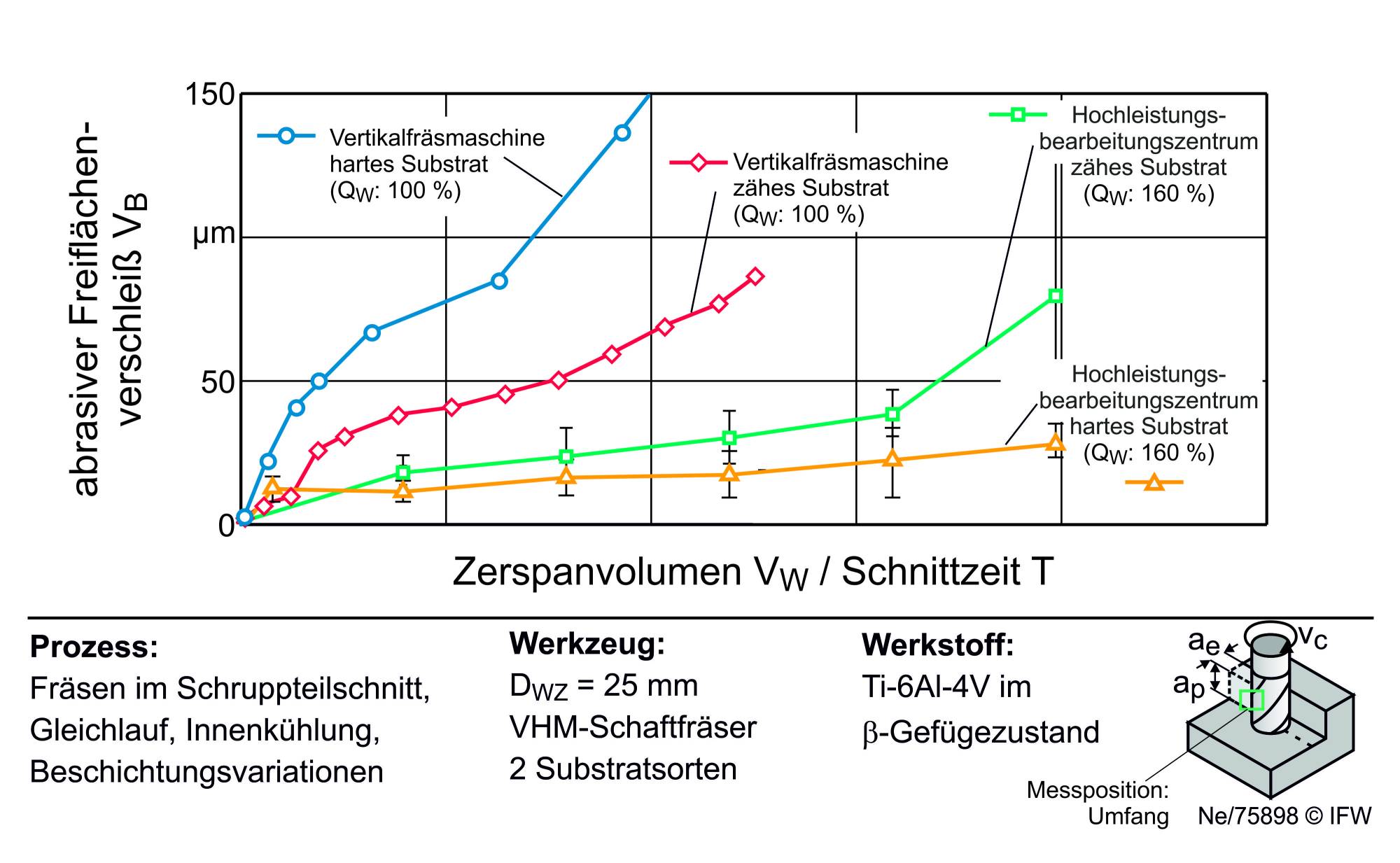
Vergleich der Verschleißentwicklung bei unterschiedlichen Werkzeugmaschinen und Substraten.
Erfolgreiche Kooperation
„Bei der Kühlung schließlich ist es – neben der Kühlung selbst – entscheidend, auch die Späne möglichst schnell wegzutransportieren“, ergänzt er. Werden all diese Aspekte in der Prozessauslegung berücksichtigt, gewinnen alle Beteiligten, wie Nespor sagt: „Die Hersteller der Werkzeuge, die Hersteller der Beschichtung, die Anwender sowieso.“
Am Projekt beteiligt waren der Luftfahrtzulieferer Premium Aerotec, die Hartmetall-Werkzeugfabrik Klenk, das Beschichtungszentrum CemeCon und die Hartmetallfabrik Extramet.
„Dieses Projekt ist ein gutes Beispiel für unser exzellentes Know-how in der Prozessauslegung“, ergänzt Professor Berend Denkena, Leiter des Instituts für Fertigungstechnik und Werkzeugmaschinen. „Und es zeigt, dass solche multilateralen Forschungsprojekte mit Industriepartnern wunderbar funktionieren.“
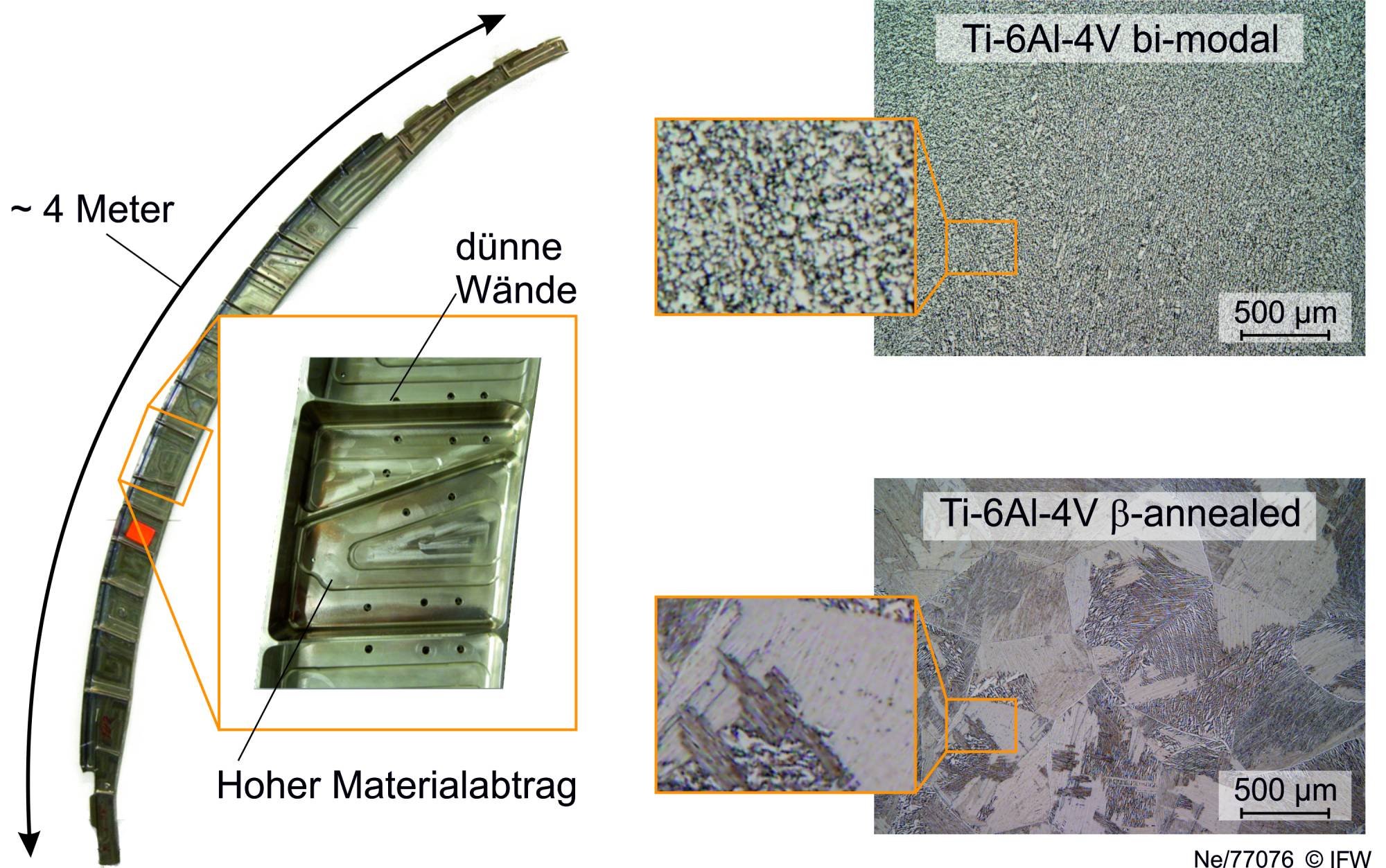
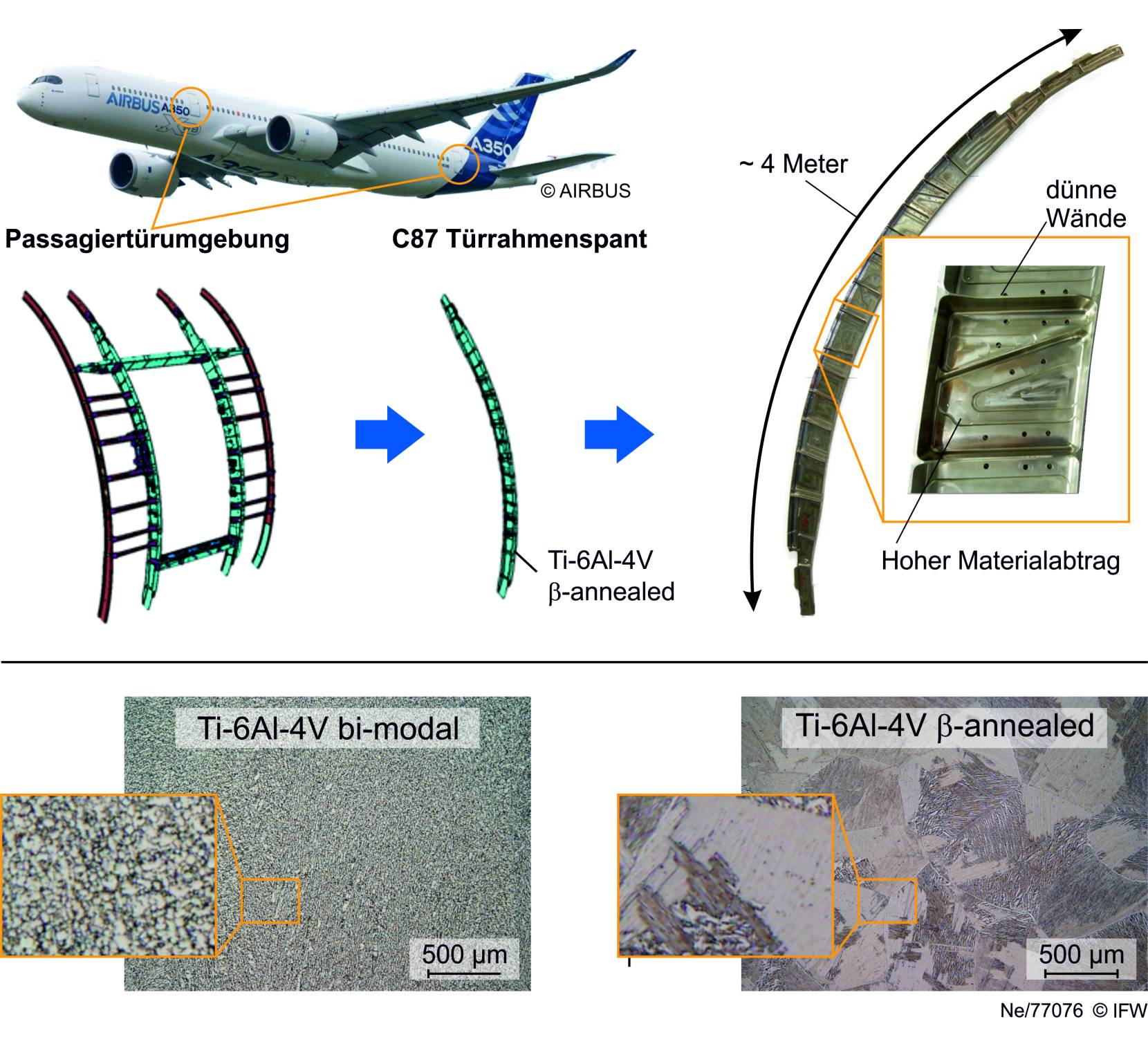
Titan-Türspant für den Airbus A 350 (Ti64-geglüht) – und die unterschiedlichen Gefügezustände. Die geglühte Gefügevariante wird bei großen Bauteilen bevorzugt eingesetzt.

Beispiele der verschiedenen Verschleißarten – abhängig von der jeweiligen Substrathärte.
PS:
Die Ergebnisse sind veröffentlicht, und Dennis Nespor gibt gern Auskunft – und hilft, bei Bedarf auch andere Prozesse zu optimieren.
www.ifw.uni-hannover.de www.premium-aerotec.com www.klenk-tools.de www.cemecon.de www.extramet.ch
Teilen: · · Zur Merkliste