anwenderreportage
Heller FP 6000: Ventilblockbearbeitung neu gedacht
Sandvik vollzieht mit der Heller FP 6000 einen Produktivitätssprung: Neue Werkzeugmaschinen ermöglichen oft ein neues Denken und somit eine wirtschaftlichere Teilebearbeitung. So auch bei der Sandvik Mining and Construction GmbH in Zeltweg, wo höchste Fertigungstiefe für die Qualität und die wirtschaftliche Herstellung der für die Bergbau- und Tunnelbaumaschinen benötigten Komponenten sorgt. Seit dem letzten Jahr hat man dort unter anderem die Herstellung von Ventilblöcken mit einer Heller FP 6000 auf komplett neue Beine gestellt. Von Ing. Robert Fraunberger, x-technik

Die FP 6000 von Heller kombiniert höchste Präzision mit sehr hoher Leistung: Das 5-Achs-Bearbeitungszentrum bietet Verfahrwege von (X/Y/Z) 1.000 x 1.000 x 1.300 mm und verfügt über eine horizontale Grundausrichtung. Der Tisch, mit einer maximalen Aufspannmasse von 1.400 kg und einer Aufspannfläche von 630 x 630 mm, verfährt in Z-Richtung, die fünfte Achse befindet sich im Werkzeug.
Shortcut
Aufgabenstellung : Neue Werkzeugmaschine zur wirtschaftlichen Bearbeitung von Ventilblöcken und Kegelrädern.
Lösung: FP 6000 der Gebr. Heller Maschinenfabrik GmbH
Nutzen: Hohe Produktivität und Flexibilität, Reduktion der Nebenzeiten, Minimierung von Werkzeugen.
Die Sandvik Mining and Construction GmbH in Zeltweg entwickelt und produziert Vortriebs- und Gewinnungsmaschinen für den schneidenden Abbau von Mineral- und Erzlagerstätten und zur Auffahrung von Verkehrstunnel. Am Standort in Zeltweg, mit einer Historie von nun mehr als 165 Jahren, ist das Kompetenzzentrum für Engineering und Produktion von Maschinen für schneidende Gesteinsbearbeitung als auch für mobile Förderbandsysteme angesiedelt.

Das 5-Achs-Bearbeitungszentrum FP 6000 bietet Verfahrwege von (X/Y/Z) 1.000 x 1.000 x 1.300 mm und verfügt über eine horizontale Grundausrichtung. Der Tisch, mit einer maximalen Aufspannmasse von 1.400 kg und einer Aufspannfläche von 630 x 630 mm, verfährt in Z-Richtung, die fünfte Achse befindet sich im Werkzeug.

Elmar Steinwidder
Manager Production and Process Engineering, Sandvik Mining and Construction GmbH
„Die Qualität der Fertigung von Heller hat uns definitiv beeindruckt. Ein Maschinenbauer, der tagtäglich mit den unterschiedlichen Herausforderungen der Zerspanungstechnik konfrontiert ist, bringt auch hohes Fertigungs-Know-how mit.“
Breites Spektrum an Bergbausystemen
Diese Maschinen und Anlagen aus Zeltweg werden unter anderem zum Herstellen unterirdischer Hohlräume in der Bauindustrie (Tunnel und Kavernen) oder im Untertage-Bergbau, zum Auffahren von Strecken und zum Gewinnen von Rohstoffen wie Kohle, Salz, Kali, Platin, Diamanten und dergleichen verwendet. „Vor allem dort, wo kein Bohren oder Sprengen möglich ist, bzw. unsere Lösungen wirtschaftlicher sind, können wir unser Know-how voll ausspielen“, weiß Elmar Steinwidder, Manager Production and Process Engineering bei der Sandvik Mining and Construction GmbH, der ergänzt: „Unser Angebot an mechanischen Schneidmaschinen umfasst elektrisch angetriebene und kettengeführte Bolter Miner für Vortrieb und Erhaltung von Strecken, Continuous Miner und Borer Miner für kontinuierliche Gewinnung von Kohle und weichen Mineralien, Boxhole Borer zum Bohren kreisrunder Schächte, Reef Miner für Bergbauarbeiten mit niedrigem Profil, Teilschnittmaschinen für Untertage-Abbau sowie Tunnelbau und Schneidanbaugeräte für Bagger.“ Gerade in den letzten Jahren hat man sich in Zeltweg zudem zum Systemanbieter komplett automatisierter Abbauanlagen entwickelt.
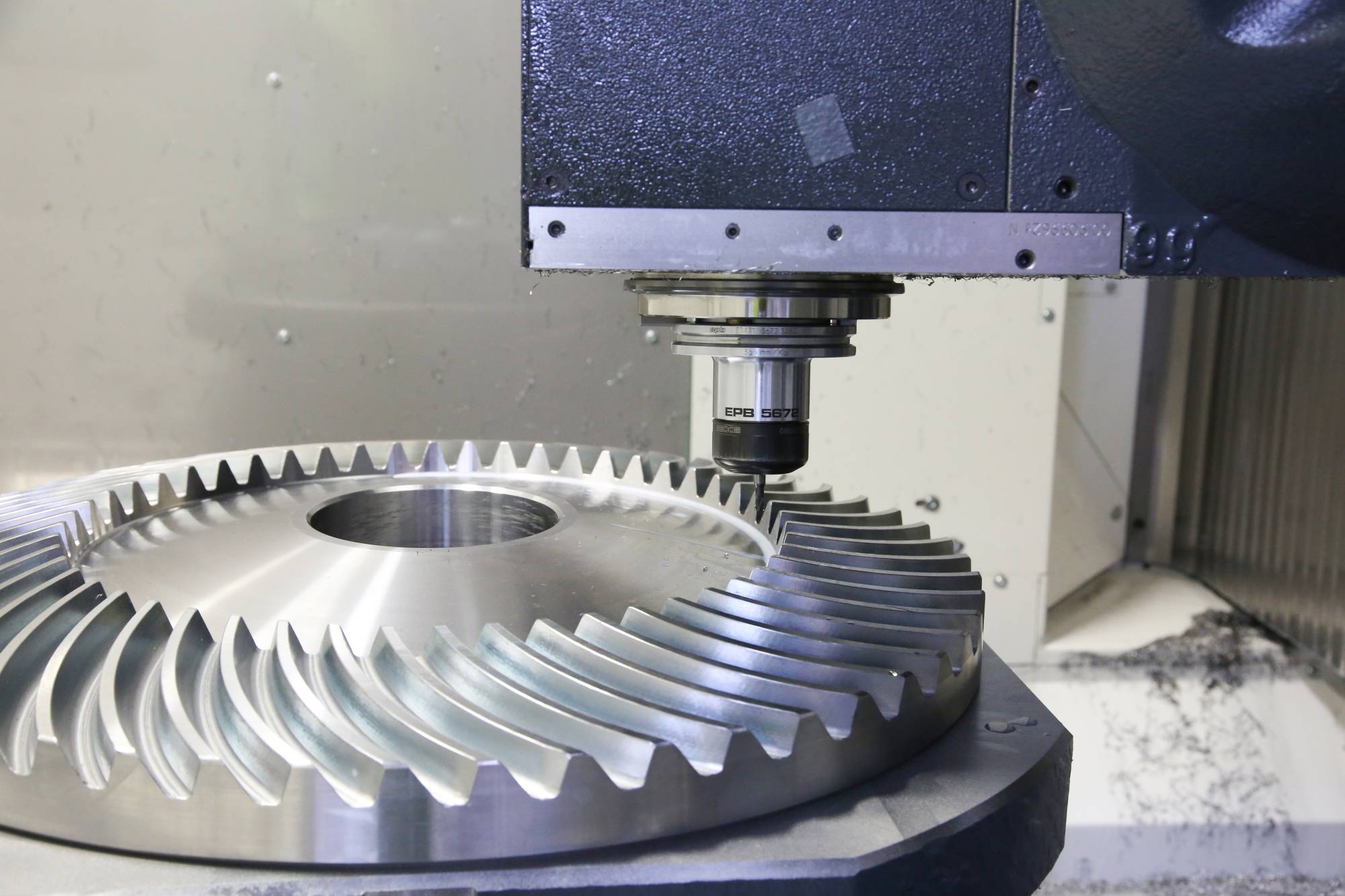
Neben der Fertigung von Hydraulikkomponenten dient die FP 6000 zusätzlich auch als Back-up für die Kegelradfertigung im 5-Achs-Simultanbereich. Der Universalfräskopf PCU 100 bietet dabei 60 kW Leistung bei einem Drehzahlbereich bis 8.000 1/min sowie 1.146 Nm Drehmoment.

Peter Bärnthaler
Manager Manufacturing, Sandvik Mining and Construction GmbH
„Mit der Heller FP 6000 sind wir nicht nur wesentlich produktiver als zuvor, wir können damit sehr flexibel und wirtschaftlich unsere unterschiedlichen Bauteile bearbeiten. “
Hohe Fertigungstiefe sichert Standort
Die Kernkompetenzen der rund 450 Mitarbeiter sind Forschung & Entwicklung, Engineering, Kundenberatung mit detaillierten geotechnischen Untersuchungen, Automatisierung sowie die Fertigung der Maschinen und dafür benötigten mechanischen Komponenten. Rund 30 Maschinen werden jährlich in Zeltweg hergestellt. Die letzten Jahre waren wirtschaftlich gesehen sehr zufriedenstellend und daher wurde die bereits hohe Fertigungstiefe nochmals ausgebaut: „Wir sind innerhalb des Sandvik-Konzerns die große Ausnahme in Bezug auf Eigenfertigungsanteil. Um von externen Zulieferern unabhängig zu sein, gab es seitens Sandvik ein klares Bekenntnis zur Strategie hier in Zeltweg“, so der Fertigungsbereichsleiter. Speziell die Kernkompetenzen „Antreiben, Schneiden und Steuern“ wurden nicht nur erhalten, sondern weiter ausgebaut.
Rund 80 Mitarbeiter in der mechanischen Fertigung sichern diese hohe Fertigungskompetenz. Dazu zählen die Großteilefertigung von Getrieben, Gehäusen, Lagern, Zahnrädern, Kegelrädern etc. für die Antriebe und Komponenten der Maschinen als auch die Kleinteilefertigung unter anderem für die Gesteins-Schneidköpfe.
Sandvik fertigt zahlreiche unterschiedliche Ventilblöcke, mit denen die Hydraulik der Bergbaumaschinen gesteuert wird. Diese haben teilweise Laufzeiten von 15 Minuten bis zu mehreren Stunden – durch das universelle 5-Achs-Konzept der FP 6000 konnten dabei die benötigten Werkzeuge erheblich reduziert und höchste Genauigkeiten (Toleranzen der Ventilsitze mit einer Rundheit von 6,0 bis 7,0 µ) erzielt werden.

Erich Stolz
Gebietsvertriebsleiter Österreich / Südtirol, Gebr. Heller Maschinenfabrik GmbH
„Alle Hauptkomponenten der FP 6000 wurden mir der FEM-Methode berechnet. Das Ergebnis ist ein auf Steifigkeit optimiertes Maschinenbett und ein massereduzierter Ständer. Damit garantieren wir hohe Dynamik bei gleichzeitig hoher Präzision.“
Moderne Frästechnologie gesucht
Um im Bereich der Fräsbearbeitung nochmals produktiver und flexibler zu werden, war man Ende 2017 auf der Suche nach einem neuen Bearbeitungszentrum für die Fertigung verschiedener Hydraulikkomponenten und Kegelräder, sowohl für die Weich- als auch Hartbearbeitung. „Wir wollten damit die neuesten Zerspanungstechnologien in unsere Fertigung integrieren. Darüber hinaus war uns ein großer Arbeitsraum sehr wichtig, um auch für noch größere Bauteile gerüstet zu sein. Ein weiteres Ziel war es, unsere Bauteile in möglichst wenigen Aufspannungen herzustellen, daher kam nur ein 5-Achs-Bearbeitungszentrum infrage. Zusätzlich sollte die Maschine auch als Back-up für die Kegelradfertigung im 5-Achs-Simultanbereich dienen“, spezifiziert Peter Bärnthaler, Manager Manufacturing bei der Sandvik Mining and Construction GmbH, die Vorgaben, mit denen man an potenzielle Lieferanten herantrat.
Einer davon war der der deutsche Werkzeugmaschinenhersteller Heller, den man bei Sandvik aufgrund eines früheren Projektes im Bereich der Kegelradfertigung kannte. Damals war man an dem flexiblen Verzahnungsfräsen – einer Technologie, die Heller gemeinsam mit den Unternehmen Voith und Sandvik Coromant entwickelt hatte, interessiert. „Obwohl zu keiner Investition kam, wussten wir aus Erfahrung, dass Heller sehr stabile Maschinen baut und seitens der Anwendungstechnik höchste Kompetenz mitbringt“, so Steinwidder weiter.
Für Erich Stolz, Gebietsvertriebsleiter Österreich/Südtirol von Heller, ist das in den letzten Jahren deutlich gewachsene Produktspektrum ein Mitgrund für das große Interesse an Heller-Maschinen: „Heller weist eine hohe Kompetenz für flexible Fertigungssysteme vor allem in der Automotive-Industrie auf, ist aber auch zugleich Partner und Zulieferer mit zahlreichen Produktionslösungen für Unternehmen aus dem allgemeinen Maschinenbau , der Aerospace-Industrie, der Energietechnik, der Lohnfertigung und vielen weiteren Branchen. Aufgrund unserer unterschiedlichen Maschinenkonzepte können wir nahezu jede Bearbeitungsaufgabe wirtschaftlich lösen: egal ob mit den klassischen 4-Achs-Bearbeitungszentren, den 5-Achs-Bearbeitungszentren mit der fünften Achse im Werkzeug oder im Werkstück bzw. unseren 5-Achs-Fräs-Dreh-Bearbeitungszentren.“

Steuerungstechnisch kommt eine Sinumerik 840 D sl von Siemens zum Einsatz


Infos zum Anwender
Die Sandvik Mining and Construction G.m.b.H. stellt Bergwerks-, Bau- und Baustoffmaschinen sowie Geräte für den Tunnelbau her. Mit einer Historie von rund 165 Jahren ist man das Kompetenzzentrum für „Schneidende Gesteinsbearbeitung“ innerhalb des Konzerns. In Zeltweg ist sowohl die Forschung & Entwicklung als auch die Fertigung und Produktion der speziellen Bergbaumaschinen angesiedelt.
Vielversprechende Probebearbeitung
So kam es zu einer Werksbesichtigung, wo man sich von der hohen Fertigungstiefe und Qualität des Maschinenbaus in Nürtingen ein gutes Bild machen konnte. „Die Qualität der Fertigung von Heller hat uns definitiv beeindruckt. Ein Maschinenbauer, der tagtäglich mit den unterschiedlichen Herausforderungen der Zerspanungstechnik konfrontiert ist, bringt auch hohes Fertigungs-Know-how mit“, ist sich Elmar Steinwidder sicher.
Ebenso nutzte man den Besuch für eine Probebearbeitung eines typischen Referenzbauteils – konkret eines Ventilblocks. „Wir fertigen zahlreiche unterschiedliche Ventilblöcke, mit denen die Hydraulik unserer Maschinen gesteuert wird. Diese haben Laufzeiten von 15 Minuten bis mehreren Stunden – die Reduktion von Werkzeugen durch den Einsatz neuester Frästechnologien war eine unserer Vorgaben an Heller“, konkretisiert Peter Bärnthaler.
Gerade für die Fertigung der Ventilsitze, in denen die Hydraulikventile hochgenau eingepasst werden müssen, wurden bisher sehr viele unterschiedliche Werkzeuge benötigt. Da bei Sandvik rund 40 verschiedene Ventilsitze zum Einsatz kommen, jedoch in sehr geringen Losgrößen, sind am Markt erhältliche Spezialwerkzeuge aber nicht wirtschaftlich. Deshalb sollten die Ventilsitze statt mit bisher 12 nur noch mit fünf Werkzeugen, unter anderem durch Zirkularfräsen mit VHM-Werkzeugen, hergestellt werden. Angesichts eines ungünstigen Längen-Durchmesser-Verhältnisses und der geforderten Genauigkeiten von 15 µ Rundheit keine einfache Aufgabe. „Der gesamte Ventilblock wurde in unserem Technologie-Center in Nürtingen nach den Vorgaben von Sandvik zuerst programmiert und dann auf einem 5-Achs-Bearbeitungszentrum der F-Baureihe bearbeitet“, präzisiert Erich Stolz.
Und das Ergebnis konnte sich sehen lassen: „Wir waren mit dem Gesamtkonzept sehr zufrieden und die Toleranzen der Ventilsitze wurden mit einer Rundheit von 6,0 bis 7,0 µ weit unterboten“, fasst Peter Bärnthaler zusammen. Aufgrund der mehr als erfolgreichen Probebearbeitung, des qualitativ hochwertigen Maschinenbaus und der hohen Anwendungskompetenz hat sich das Team von Sandvik schließlich für die Heller FP 6000, die im Dezember 2018 nach nur sieben Monaten Lieferzeit in Betrieb genommen wurde, entschieden.

Durch den integrierten Paletten-Wechsler mit Nullpunktspannsystem kann man hauptzeitparallel Rüsten und somit die Nebenzeiten reduzieren.
Genauigkeit in 5-Achsen
Bei den 5-Achs-Bearbeitungszentren der F-Baureihe von Heller handelt es sich um produktionsorientierte Maschinen wahlweise mit integriertem Paletten-Wechsler (FP) oder als Werkstattmaschine mit Tischbeladung (FT). Die Basis bildet ein durchdachtes Maschinenkonzept: „Alle Hauptkomponenten wurden mir der FEM-Methode berechnet. Das Ergebnis ist ein auf Steifigkeit optimiertes Maschinenbett und ein massereduzierter Ständer. Damit garantieren wir hohe Dynamik bei gleichzeitig hoher Präzision“, erklärt Erich Stolz. Die FP 6000 bietet Verfahrwege von (X/Y/Z) 1.000 x 1.000 x 1.300 mm und verfügt über eine horizontale Grundausrichtung. Der Tisch, mit einer maximalen Aufspannmasse von 1.400 kg und einer Aufspannfläche von 630 x 630 mm, verfährt in Z-Richtung, die fünfte Achse befindet sich im Werkzeug.
Der bei Sandvik eingesetzte Universalfräskopf PCU 100 ermöglicht mit einer Leistung von 60 KW sowie einem Drehmoment von 1.146 Nm höchstmögliche Flexibilität bei der Bearbeitung der unterschiedlichen Bauteile. Das kompakte Kettenmagazin mit in einer Doppelkette gelagerten Werkzeughaltern hält bis zu 150 Werkzeuge (bei Sandvik in SK 50 Ausführung) vorrätig. Für kurze Span-zu-Span-Zeiten sorgt ein hauptzeitparalleles Bereitstellen der Folgewerkzeuge.
Das Tisch-Konzept bietet neben einer großen Aufspannfläche auch einen optimalen Zugang zum Arbeitsraum, der über eine dreiteilige Arbeitstür möglich ist. Die Späne werden mit drei Spiralförderern sicher aus dem Arbeitsraum entsorgt. Bei Teilelaufzeiten von oft mehreren Stunden, ist auch der Standard-Paletten-Wechsler ausgerüstet mit einem Nullpunktspannsystem für Sandvik optimal: „Damit können wir hauptzeitparallel Rüsten und die Nebenzeiten reduzieren.“

Der Zugang zum Werkzeugmagazin ist sehr bedienerfreundlich mit einem eigenen Bedienpult ausgestattet.
Starker Servicegedanke
Für die hohe Verfügbarkeit der Maschinen und Systeme sorgt Heller mit dem Leistungsbereich Service. Von den aktuell 2.900 Mitarbeitern (weltweit) sind rund 550 mit dieser Thematik beschäftigt. „Von der Inbetriebnahme und einer sicheren Versorgung mit Verschleiß- und Ersatzteilen über Ferndiagnose und Condition Monitoring, individuelle Instandhaltungs- und Wartungsvereinbarungen, Schulungen bis hin zur Maschinenverlagerungen, Umbauten, Überholungen und Retrofitting stehen wir im gesamten Produktlebenszyklus partnerschaftlich zur Seite“, betont Erich Stolz.
Ein dichtes Netz an Service-Stützpunkten sorgt in aller Welt für kurze Reaktionszeiten und eine intensive, persönliche Betreuung vor Ort. „Für heuer ist noch ein zusätzlicher Servicestützpunkt in der Nähe von Rosenheim geplant. Für Österreich ist mein Kollege Jürgen Stolz zuständig.“ Wichtig für den Kunden ist dabei eine Ansprechperson, die über alle Belange Bescheid weiß und diese entsprechend koordiniert. „Richtig bewusst wird einem diese gute Betreuung, wenn man die Mobilnummer von Jürgen Stolz auf dem Hauptschalter der FP 6000 findet – ein Vorreiter hinsichtlich Kundenorientierung“, ist der Fertigungsbereichsleiter vom Servicegedanken bei Heller begeistert.

Zufrieden mit dem neuen Fertigungskonzept (v.l.n.r.): Elmar Steinwidder, Erich Stolz (Heller), Martin Liebminger, Josef Dietmair und Peter Bärnthaler (alle Sandvik).

Rund 30 Maschinen werden jährlich in Zeltweg hergestellt: Bei den Bolter Minern von Sandvik (im Bild) handelt es sich um hydraulisch oder elektrisch angetriebene Maschinen mit hoher Kapazität für sicheren und effizienten Streckenvortrieb und die Installation von Firstankern im Untertage-Bergbau zur Gewinnung von Kohle und weichen Mineralien.
Eigentlich ein Quantensprung
In Vergleich zum alten Fertigungssystem konnte man laut den Verantwortlichen bei Sandvik mit der Heller FP 6000 einen Quantensprung erzielen. „Wir sind kein Serienfertiger, sondern haben es mit einem breiten, sich kontinuierlich ändernden Teilespektrum bei geringen Losgrößen zu tun. Da ist Flexibilität in jeder Richtung wichtig“, so Peter Bärnthaler. Neben den weitaus schnelleren Bearbeitungszeiten weist er auch auf die indirekten Vorteile, wie das Reduzieren von Werkzeugen, hin: „Wir haben für unser Teilespektrum auf der FP 6000 eine gewisse Anzahl von Standardwerkzeugen definiert und versuchen unsere Programmierung darauf auszurichten. Somit sparen wir nicht nur Kosten für Sonderwerkzeuge, sondern auch Zeit und Kapazität im Bereich der Werkzeugvoreinstellung.“
Natürlich sei eine Umstellung in der Programmierung zu Beginn sicherlich mit mehr Aufwand verbunden. „Wenn man aber die vielen Möglichkeiten der 5-Achs-Bearbeitung ausnützt, dann ist man sehr schnell produktiv“, betont der Fertigungsleiter und Erich Stolz fasst zusammen: „Die Bauteile, die Sandvik auf der FP 6000 bearbeitet, passen ideal zum Maschinenkonzept.“ Daher konnte man nicht nur die Flexibilität und Produktivität deutlich steigern, sondern sei auch in Zukunft sehr gut aufgestellt. „Auch im Bereich der Lohnfertigung, die wir für verschiedene Unternehmen in Österreich anbieten, sind wir mit unserer Heller sehr konkurrenzfähig“, freut sich Peter Bärnthaler abschließend.
Teilen: · · Zur Merkliste