anwenderreportage
Automation verleiht Flügel
Das Robotersystem RS 2 von Hermle steigert bei RWT die Produktivität um mehr als 50 Prozent: RWT hat sich im Motorsport und im Fahrzeugbau einen Namen als zuverlässiger Prototypen- und Lohnfertiger gemacht. Entgegen gängiger Meinungen investierte das Salzburger Unternehmen trotz typischer Losgrößen von fünf bis zehn Teilen in eine vollautomatisierte Roboterzelle, die zwei Bearbeitungszentren rund um die Uhr mit Teilen versorgt. Die Gründe dafür und die überzeugenden Ergebnisse lesen Sie im folgenden Beitrag. Autor: Ing. Robert Fraunberger / x-technik

Die Schwerpunkte von RWT sind Werkzeug-, Formen-, Prototypenbau und Baugruppenfertigung. Des Weiteren stellen die 21 Mitarbeiter Motorkomponenten und Präzisionsteile in Lohnfertigung, unter anderem für die Fahrzeug- und Flugzeugindustrie sowie dem Motorsport, her.

Reinhard Thor
Geschäftsführer bei Hornegger & Thor GmbH
„Für uns war die Investition in eine automatisierte Fertigungszelle ein logischer und auch zwingend nötiger Schritt, um die Bedürfnisse unserer Kunden abzudecken und auch unserem Unternehmen den nächsten Schub zu verleihen.“
Als die beiden Zerspanungsprofis Hannes Hornegger und Reinhard Thor 1999 ihre Unternehmen RWT Hornegger & Thor GmbH (RWT) gründeten, hatten sie ein klares Ziel vor Augen – die Herstellung von komplexen Präzisionsteilen. „Ich wollte immer schon mein eigenes Unternehmen führen, aber nur mit Top-Qualität und hochgenauen sowie komplexen Produkten“, betont der gelernte Werkzeugmacher Reinhard Thor.
RWT ist heute ein noch junges, doch sehr innovatives Zerspanungsunternehmen. Schwerpunkte sind Werkzeug-, Formen-, Prototypenbau und Baugruppenfertigung. Des Weiteren stellen die bereits 21 Mitarbeiter Motorkomponenten und Präzisionsteile in Lohnfertigung, unter anderem für die Fahrzeug- und Flugzeugindustrie sowie den Motorsport, her. Dazu gehören hauptsächlich komplexe Dreh- und Frästeile aus den verschiedensten Materialien wie Alu, Titan, diversen Stahlsorten, Guss oder Magnesium in der Einzel- und Serienfertigung. Auch die Montage von Baugruppen fällt ebenfalls in das Leistungsspektrum des in Russbach ansässigen Betriebes.


Hannes Hornegger
Geschäftsführer bei Hornegger & Thor GmbH
„Mit unseren zwei Hermle C 40 U 5-Achs-Bearbeitungszentren inklusive Zusatzmagazin mit jeweils 195 Werkzeugen und dem Roboterhandling-System RS 2 können wir noch schneller und flexibler auf Kundenaufträge reagieren und unsere Lieferzeiten noch weiter verkürzen.“
Aller Anfang ist schwer
Obwohl die beiden Facharbeiter bereits die Meisterprüfung abgelegt hatten, war der Start vor 14 Jahren nicht so einfach. „Wir waren mit 20 bzw. 23 Jahren noch sehr jung und hatten sicherlich noch nicht ausreichend Erfahrungen gesammelt. Gemeinsam mit unserem ersten großen Kunden konnten wir dieses Manko aber schnell wettmachen“, erinnert sich Thor. Durch entsprechende Qualität machte sich RWT in den folgenden Jahren aber schnell einen ausgezeichneten Namen bei der heimischen Fahrzeug- bzw. Motorsportszene.
Wie bereits erwähnt stellt die Fertigung komplexer Bauteile eine der besonderen Stärken von RWT dar. „Unser Spektrum reicht von Gehäusen und Zahnrädern über Pleuel bis hin zu Kurbelwellen, egal ob Guss- beziehungsweise Schmiedeteile oder aus dem Vollen gearbeitet. Bauteile wie Nockenwellen schleifen wir mit größter Wiederholgenauigkeit und Formgenauigkeit von unter drei µm“, ergänzt Hannes Hornegger.

Gespannt werden die Teile auf insgesamt 60 Paletten, die sich direkt im System befinden (420 x 420 mm und 320 x 320 mm) – insgesamt hat RWT 110 Paletten, die alle mit dem Nullpunktspannsystem Speedy von Stark ausgerüstet sind.

Florian König
Hermle Vertriebstechniker für Westösterreich und Südtirol
„Das Beispiel RWT beweist einmal mehr, dass Automation nicht zwingend mit hohen Stückzahlen bzw. Großserienfertigung zu tun hat. Durchdachte und prozesssichere Lösungen amortisieren sich auch bei Losgrößen von wenigen Stück – wie in diesem Fall – in kürzester Zeit.“
Top-Maschinenpark als Voraussetzung
Die Baugruppenfertigung wäre ohne einen bestens ausgestatteten Maschinenpark nicht möglich. „Unsere hochmodernen Maschinen erlauben alle Facetten der CNC-Bearbeitung, wie CNC-Fräsen, -Bohren und -Drehen. Hinzu kommen hochgenaue Schleifarbeiten wie Außenrund-, Innenrund-, Plan-, Unrund-, Gewinde- und Formschleifen sowie Erodieren. Honen und Finishen bilden den krönenden Abschluss. Sie verbessern Reibung, Verschleiß und Schmierung der Komponenten“, so Thor weiter und sein Kollege Hornegger ergänzt: „Im Prozess der Baugruppenfertigung beherrschen wir alle Produktionsschritte von der Gussrohlingsbeschaffung über die Konstruktion mittels moderner CAD-Software bis hin zu Produktion und Montage – angefangen vom einfachen Werkzeug über Getriebeberechnungen bis hin zur Motorkonstruktion. Auch die Teile- oder Baugruppenfertigung nach individuellen Kundenwünschen ist möglich. Mittels Reverse-Engineering rekonstruieren wir beispielsweise Bauteile für Oldtimer. Dabei unterliegt die Komponenten- und Baugruppenfertigung unserem zertifizierten Qualitätsmanagement nach DIN ISO 9001:2008.“

Reinhard Thor (links) und Hannes Hornegger haben sich in jungen Jahren selbständig gemacht und dies bis heute nicht bereut. Die Entscheidung zur Investition in die neue Automatisierung bezeichnen sie als den richtigen Schritt in die Zukunft. Nach einem Jahr Laufzeit können sich die beiden Geschäftsführer der RWT Hornegger & Thor GmbH ein Bearbeitungszentrum ohne Automation gar nicht mehr vorstellen, denn neben den vielen wirtschaftlichen Vorteilen ist für sie auch der Faktor Stress erheblich gesunken.
Infos zum Anwender
Die Firma RWT Hornegger & Thor GmbH wurde 1999 von den beiden Geschäftsführern Hannes Hornegger und Reinhard Thor gegründet. Seitdem ist das Unternehmen kontinuierlich auf einen derzeitigen Stand von 21 Mitarbeitern gewachsen. 2003 wurde das neu gebaute Firmengebäude mit 1.000 m² Produktionsfläche und 200 m² Bürofläche, bezogen. Eine Erweiterung der Produktionsfläche um 500 m² befindet sich in fortgeschrittener Planungsphase. Der Erweiterungsbau soll bis Herbst bezogen werden.
Automation als logischer Schritt
Bei komplexen Teilen wie Zylinderköpfen ist der Rüstanteil relativ hoch, das war in der Vergangenheit immer wieder ein Engpass. „Der Bediener war lange Zeit damit beschäftigt, Teile zu rüsten. Daher waren wir in puncto Flexibilität sehr eingeschränkt“, erklärt Hornegger. Bei RWT hat man es zum Großteil mit kleinen Losgrößen bis max. 20 Teilen zu tun, die aber wiederkehrend sein können. Es werden aber auch Einzelteile und Losgrößen bis zu 200 Stück gefertigt. „In der Vergangenheit mussten wir beispielsweise einen Auftrag über die Fertigung von zehn Motoren aus Kostengründen im Stück abarbeiten. Nötige Änderungen, die am Prüfstand festgestellt worden sind, konnten wir erst beim nächsten Auftrag einfließen lassen“, so Thor weiter. Diese mangelnde Flexibilität und auch die Tatsache, dass man aufgrund von Maschinenengpässen manche Kundenaufträge nicht annehmen konnte, veranlasste RWT den Schritt die Fertigung zu automatisieren. „Für uns war es ein logischer und auch zwingend nötiger Schritt, um die Bedürfnisse unserer Kunden abzudecken und auch unserem Unternehmen den nächsten Schub zu geben“, ergänzt Hannes Hornegger, der auch verrät, dass sie in den letzten Jahren bereits an die Grenzen des Machbaren gestoßen sind.
Bei der Suche nach der richtigen Automatisierungslösung wollten die beiden also unbedingt das Optimum herausholen. Über einen Zeitraum von 1,5 Jahren wurde der Markt daher genau sondiert. „Vor allem suchten wir einen Komplettanbieter, der sowohl Werkzeugmaschine als auch die passende Automation aus einer Hand bietet“, so die beiden unisono.

Das Robotersystem RS 2 von Hermle steigert gemeinsam mit zwei 5-Achs-Bearbeitungszentrnen C 40 U bei RWT die Produktivität und Flexibilität um mehr als 50 Prozent. (Alle Bilder x-technik)
Robotersystem RS 2 bietet Flexibilität
Die lange Recherche führte RWT schließlich zur Berthold Hermle AG. „Bei Hermle bekommt man alles aus einer Hand – vom hochpräzisen und –dynamischen 5-Achs-Bearbeitungszentrum über die verschiedensten Automatisierungslösungen bis hin zu individuellen Software- und Steuerungsprogrammen. Der Kunde hat somit nur einen Ansprechpartner und bekommt eine perfekt auf ihn abgestimmte Anlage“, begründen die beiden diese Entscheidung. Vor allem die vielen Referenzbesuche bei Hermle Kunden, die alle die hohe Genauigkeit, Prozesssicherheit und Flexibilität der Lösungen des deutschen Maschinenbauers hervorhoben, waren überzeugend.
Hermle bietet vom Palettenwechsler über verschiedene Roboterzellen zahlreiche Automatisierungskonzepte an. RWT entschied sich für eine RS 2 Roboterzelle, die zwei Hermle C 40 U 5-Achs-Bearbeitungszentren automatisiert be- und entlädt. Ein weiteres wichtiges Argument war das große Zusatzmagazin der C 40, das neben den 38 Standard noch zusätzlich Platz für 157 Werkzeuge bietet. „Glücklicherweise haben wir uns auch dafür entschieden, denn anfänglich dachten wir, dass wir mit weniger Werkzeugen auskommen“, gesteht Reinhard Thor und Florin König, Hermle Vertriebstechniker für Westösterreich und Südtirol, ergänzt: „Oft wird die enorme Kapazität der RS 2 Roboterlösung unterschätzt. Durch die Möglichkeit die beiden Bearbeitungszentren rund um die Uhr auszulasten, ist diese hohe Anzahl an Werkzeugen, beispielsweise für Schwesternwerkzeuge, von großem Vorteil.“ Zusätzlich hat RWT die beiden Bearbeitungszentren noch auf ein unterschiedliches Teilespektrum ausgelegt. „Wir haben schon recht spezielle Bauteile und achten daher darauf, dass eine C 40 mehr Gehäuse, die andere mehr Zylinderköpfe fertigt“, so Thor. Und wenn einmal ein Werkzeug fehlt, wird einfach ein anderer Teil vorgezogen.
Gespannt werden die Teile auf insgesamt 60 Paletten, die sich direkt im System befinden (420 x 420 mm und 320 x 320 mm) – insgesamt hat RWT 110 Paletten, die alle mit dem Nullpunktspannsystem Speedy von Stark ausgerüstet sind.

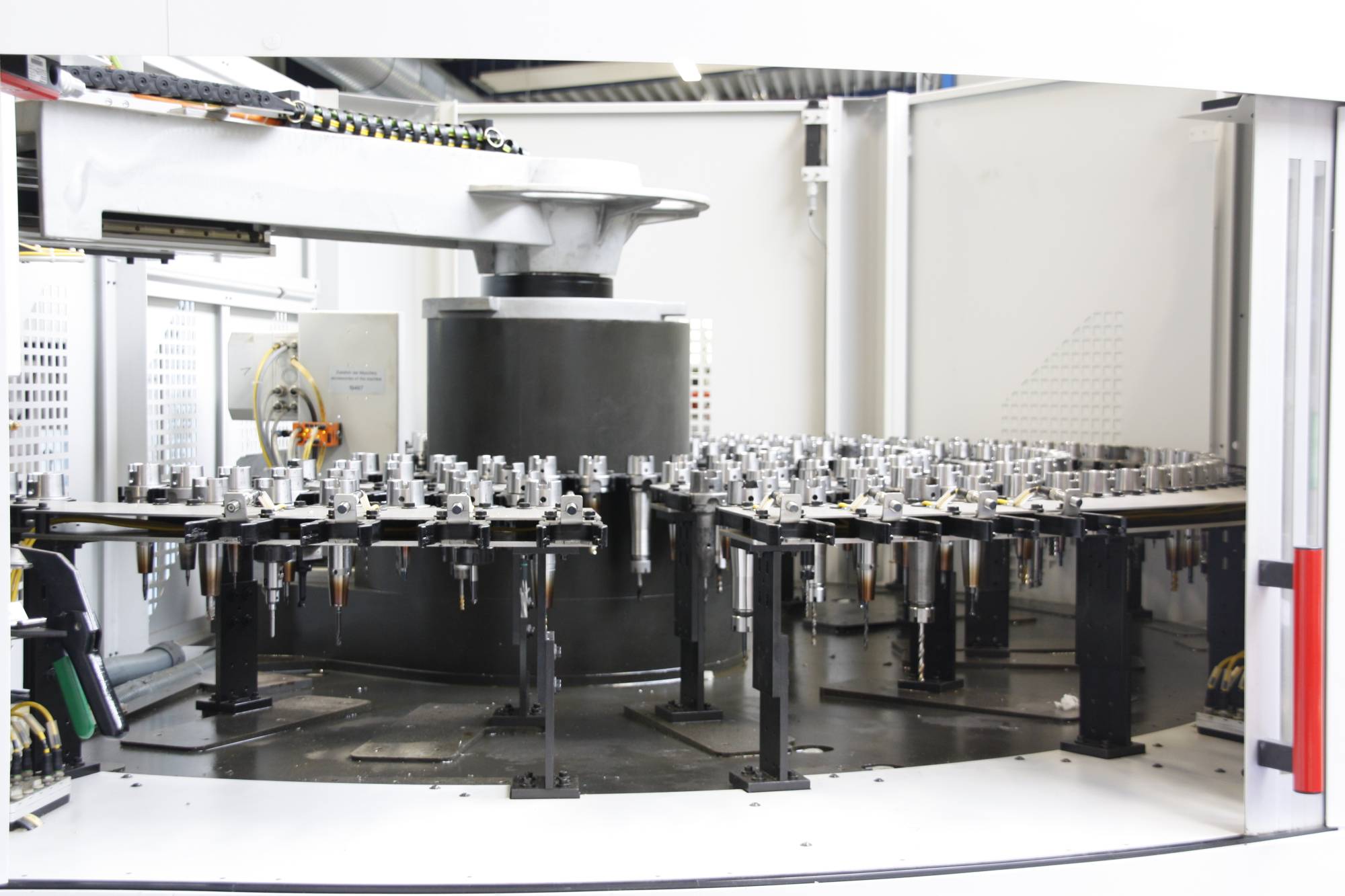
Das Zusatzmagazin der C 40 bietet neben den 38 Standard- noch zusätzlich Platz für 157 Werkzeuge. Bei einer Produktion rund um die Uhr ein wichtiges Detail.
Stillstands- und Durchlaufzeiten drastisch reduziert
Aufgrund der Möglichkeit die Teile nun extern zu rüsten, gehören Stillstandszeiten der Vergangenheit an. „Die Vermessung von Zylinderköpfen beispielsweise dauert oft zwei bis drei Stunden. Früher ist die Maschine diese Zeitdauer über still gestanden – heute wird einfach ein anderes Teil gefertigt“, freut sich Reinhard Thor. Und nicht zu vergessen, kommt natürlich noch die mannlose dritte Schicht hinzu. In Summe bezeichnen die beiden Geschäftsführer die Produktivitätssteigerung gegenüber den zuvor eingesetzten zwei Stand-Alone Bearbeitungszentren mit mehr als 50 Prozent. „Auch die technische Verfügbarkeit der Anlage ist entsprechend in die Höhe gegangen“, ergänzt Florian König.
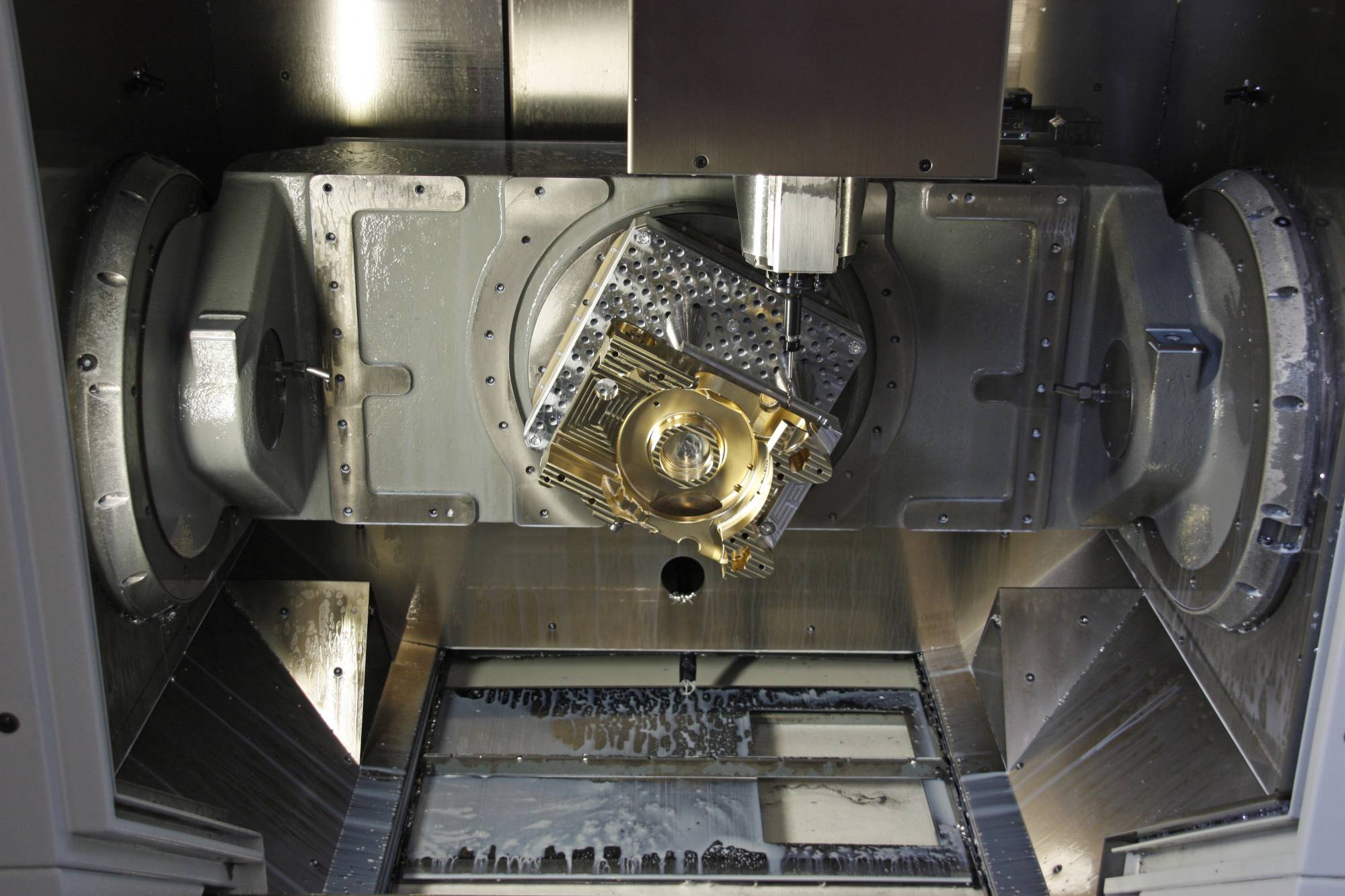
„Was diesen Faktor noch weiter erhöht, ist die Tatsache, dass aufgrund der hohen Genauigkeit der Hermle-Bearbeitungszentren, der erste Teil bereits ein Gutteil ist“, so Hannes Hornegger, der von einer Abweichung von maximal einem Hundertstel in der 5-Achs-Bearbeitung spricht. „Dies wird bei Hermle neben dem stabilen Maschinenbett und den 4-Fach-Führungssystem durch ein spezielles Genauigkeitspaket erreicht, das die einzelnen Maschinenkomponenten ideal zu einander abstimmt“, ergänzt Florian König.
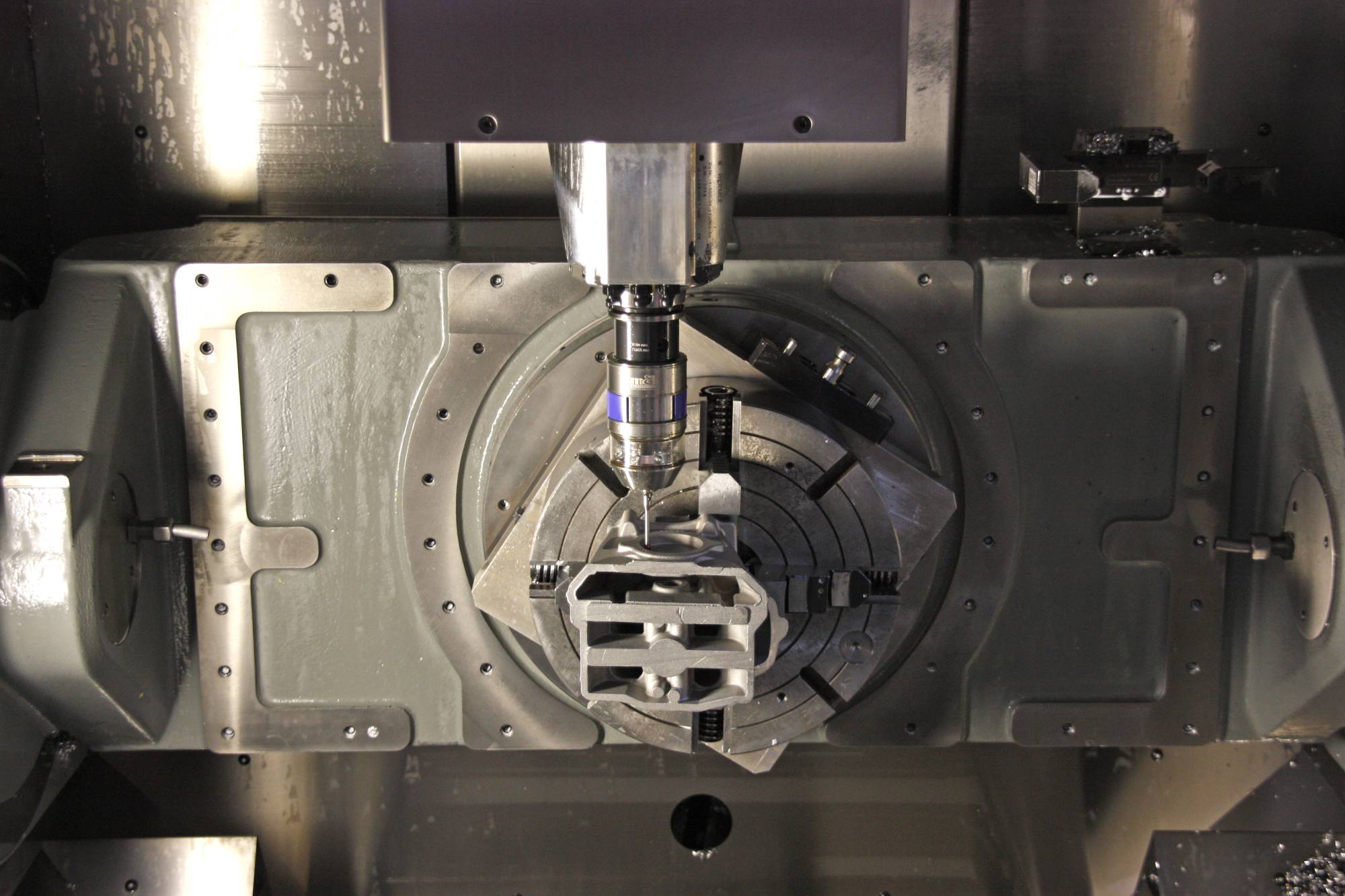
Die Hermle C 40 U ist hochgenau und erreicht laut RWT Abweichungen von lediglich einem Hundertstel in der 5-Achs-Bearbeitung.
Flexibilität steigert Kundenbindung
Als Spezialist in der Prototypenfertigung weiß RWT meisten heute nicht, was morgen kommt. Und auch die Losgrößen bewegen sich typisch bei fünf bis zehn Stück. Da ist eigentlich die gängige Meinung, dass sich eine Automation nicht lohnt, doch RWT ist vom Gegenteil überzeugt: „Wir können unseren Kunden dank unserer Automatisierungslösung nun in noch kürzeren Durchlaufzeiten qualitativ hochwertige Komponenten zu marktkonformen Preisen anbieten. Mit unseren zwei Hermle C 40 U 5-Achs-Bearbeitungszentren inkl. Zusatzmagazin mit jeweils 195 Werkzeugen und dem Roboterhandling-System RS 2 sind wir nun in der Lage flexibler auf Kundenaufträge zu reagieren.“ Nach einem Jahr Laufzeit können sich die beiden Geschäftsführer ein Bearbeitungszentrum ohne Automation gar nicht mehr vorstellen, denn „neben diesen vielen Vorteilen ist der Faktor Stress erheblich gesunken“. Außer für die AV, die jetzt richtig gefordert ist, CNC-Programme auf die Steuerung zu bringen, erwähnt Hannes Hornegger schmunzelnd. Abschließend noch auf das Service und den Support angesprochen, antworten die RWT-Gründer kurz und bündig: „Ebenso vorbildlich.“
Teilen: · · Zur Merkliste