anwenderreportage
MT EVO MTcut V110: Erfolg durch Spezialisierung
Mit der Spezialisierung auf die Fertigung anspruchsvoller Teile im Werkzeugbau und der Bearbeitung komplexer Werkstoffe hat sich PERO Maschinenbau im Markt etabliert. Mit der Investition in zwei Fräsbearbeitungszentren von MTRent wurde eine notwendige Kapazitätserweiterung für eben diese Spezialdisziplinen geschaffen. Autor: Georg Schöpf / x-technik

Enger Schulterschluss mit dem Kunden bis in die Arbeitsvorbereitung hinein – ein Mehrwert, den PERO Kunden wie z.B. PRECUPA Technology (Im Bild rechts Peter Lengauer) gerne nutzen und schätzen.

Peter Roithner
Geschäftsführer PERO
„Uns war es besonders wichtig dass wir mit den neuen Maschinen von MTRent unser Angebot für unsere Kunden erweitern können und uns trotzdem unsere Flexibilität erhalten.“
Seit Peter Roithner mit seinem Unternehmen 2008 ins neue Firmengebäude gezogen ist, hat sich bei PERO Maschinenbau in Neukirchen bei Lambach in Oberösterreich viel getan (Anm.: Wir berichteten bereits in der Ausgabe 1/März 2009). In der Zwischenzeit ist der Anteil der Lohnfertigung weiter zurückgegangen und das Unternehmen hat sich mehr und mehr auf die Fertigung komplexer Werkstücke im Bereich Werkzeugbau und Schwerzerspanung fokussiert.
Der besondere Mehrwert liegt dabei in der Bearbeitung komplexer Werkstoffe. Neben Spezialstählen liegt auch ein wesentliches Augenmerk auf Kompositwerkstoffen. „Wir haben mit viel Aufwand Spezialwissen erworben und können jetzt auf gewachsenes Know-how auch in der Bearbeitung von Verbundwerkstoffen zurückgreifen“, schildert Peter Roithner, Geschäftsführer von PERO Maschinenbau deren Entwicklung. „Außerdem haben wir unsere Maschinen und Einrichtungen weiter an diese speziellen Anforderungen angepasst“, so Roithner weiter. Dementsprechend wurden auch die Abläufe im Unternehmen verfeinert, um noch flexibler auf die Anforderungen der Kunden einzugehen. So werden diese häufig auch in die Arbeitsvorbereitung mit einbezogen, um die Durchlaufzeiten weiter zu verringern, wie wir es bei unserem Besuch am Beispiel der Firma PRECUPA Technology miterleben durften. „Die Firma PERO ist deswegen ein interessanter Fertigungspartner für uns, weil wir unsere Vorstellungen bis in die Arbeitsvorbereitung hinein einbringen können und dadurch auch zu einem relativ späten Zeitpunkt noch Anpassungen möglich sind“, bestätigt Peter Lengauer von PRECUPA Technology, ein zufriedener Kunde aus Linz.
Dass sich eine Verfeinerung des Leistungsangebotes auch auf die Ansprüche im Maschinenpark auswirkt, ist naheliegend. Darum wurde 2011 damit begonnen, die Anforderungen für den Erwerb von zwei neuen Fräsbearbeitungszentren zu definieren. Dabei sollten zwei Maschinen angeschafft werden, die grundsätzlich zwar die gleiche Leistungsfähigkeit aufweisen, aber eine unterschiedliche Ausprägung hinsichtlich des Nutzungsschwerpunktes haben.
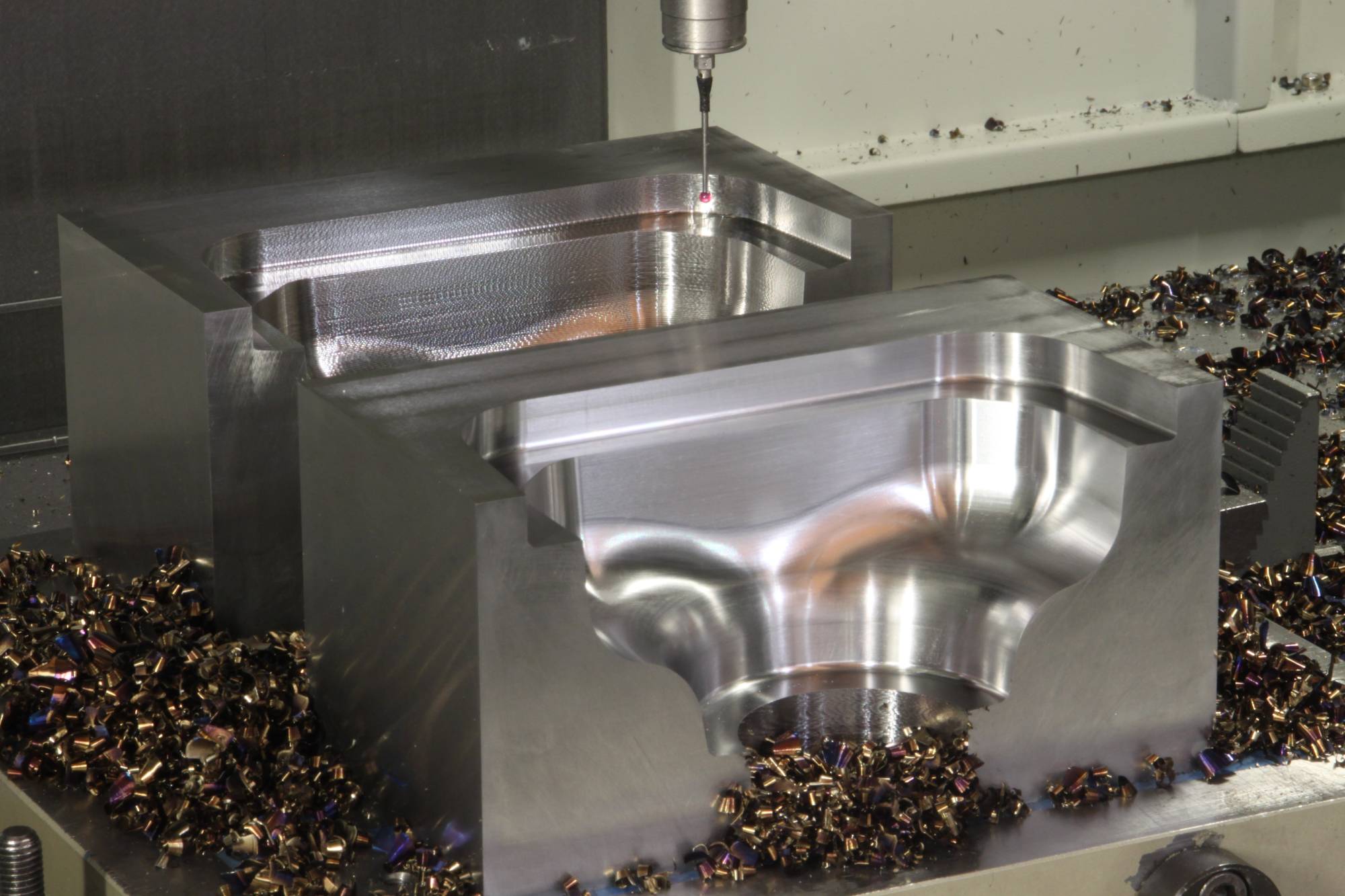
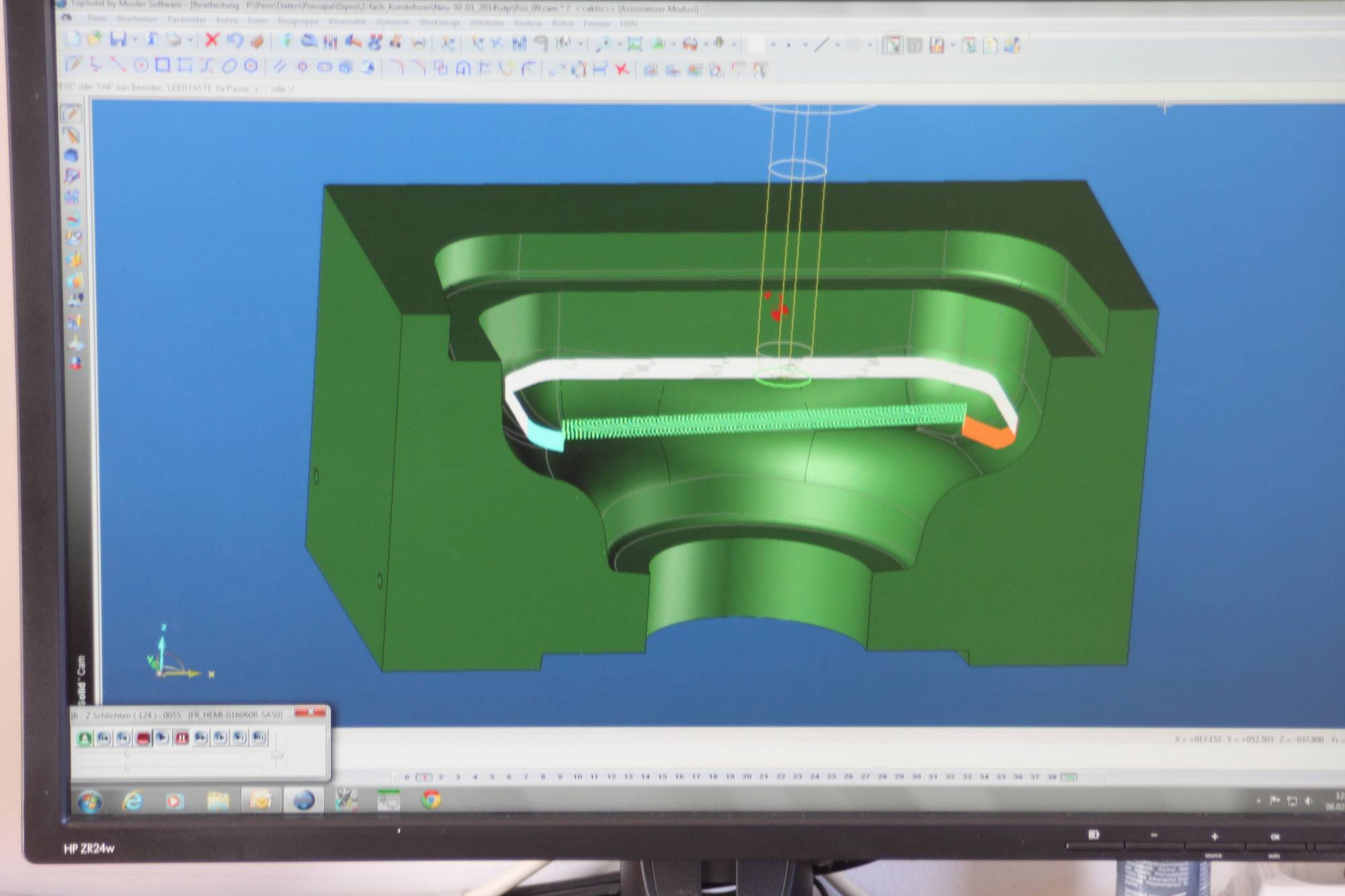
Oberflächengüten die an Polierqualität heranreichen. Damit wird der Nachbearbeitungsaufwand minimiert und wie bei diesem formgebenden Konturteil für Gießharzteile ein nachpolieren nahezu vermieden. Ein ganzheitlicher Ansatz ist Peter Roithner besonders wichtig – dazu gehört auch eine durchgängige Prozesskette in der Fertigung.

Peter Schuster
Leiter Technik Fräsen bei PERO
„Die beiden MTcut-Maschinen liefern genau die Leistungsparameter, die wir für unsere Aufgaben im Werkzeugbau und der GFK-Bearbeitung benötigen. Mit dem 2-Maschinen-Konzept gleicher Bauart, aber unterschiedlicher Ausführung wird das perfekt erfüllt.“
Klare Vorgaben
Konkret bedeutet dies, dass eine der Maschinen eher für langlaufende Teile, die andere hingegen mehr zum Hochvorschubfräsen für Formwerkzeuge gedacht war und deshalb eine hohe Stabilität bei kleinen Zeilenschritten im Bereich von 5 µ benötigte.
Weitere Anforderungen waren eine besonders effiziente Kühlmittelreinigung, sowie eine Spindelklimatisierung, um neben der Grundstabilität auch eine thermische Beständigkeit zu gewährleisten. „Wir haben teilweise Programmdurchlaufzeiten von bis zu 20 Stunden, da muss eine entsprechende Ganggenauigkeit erhalten werden“, beschreibt Peter Schuster, Leiter Technik Fräsen bei PERO dieses Qualitätskriterium. Eine moderne Heidenhain Steuerung wurde gewünscht, um den Lehrlingen, die im Betrieb ausgebildet werden, einen problemlosen Übergang von den Ausbildungsmaschinen zu den Produktionsmaschinen zu ermöglichen.
Peter Roithner / Geschäftsführer PERO GesmbH, und Robert Kolb / Mitarbeiter bei PERO und Hauptverantwortlich für die beiden MTcut Fräsbearbeitungszentren.

Ing. Matthias Russegger
Geschäftsführer MTRent
„Durch unsere Servicestandorte, die über ganz Österreich verteilt sind und unser Maschinen- und Ersatzteillager in Salzburg können wir unseren Kunden eine besondere Nähe bieten.“
Stimmiges Maschinenkonzept
Nach eingehender Sondierung der Angebote fiel die Wahl schließlich auf eine MTcut V110 und eine MTcut V110T mit zusätzlicher 4. Achse von MTRent. „Das stimmige Gesamtkonzept entsprach genau unseren Vorstellungen, und das Preis-Leistungs-Verhältnis hat uns schließlich überzeugt“, betont Roithner.
Die MTcut V110T zeichnet sich durch ein über ein Getriebe auf 332 Nm erhöhtes Spindeldrehmoment für die Nutzung in der Fertigung von Formwerkzeugen speziell beim Hochvorschubfräsen aus. Aber auch die MTcut V110 ist mit einem Drehmoment von 250 Nm durchaus anspruchsvollen Fräsvorgängen gewachsen. Beide Maschinen sind mit einer Heidenhain iTNC 530 Steuerung und zusätzlich mit einem TS 640 Infrarot-Tastsystem ausgestattet. Eine Spindelkühlung sorgt für die thermische Stabilität und damit für die erforderliche Ganggenauigkeit.
Zunächst wurde 2012 die Maschine in der schwereren Ausführung angeschafft. Das oben erwähnte erhöhte Drehmoment wird durch ein Spindelgetriebe erreicht, wodurch vor allem auch bei niedrigen Spindeldrehzahlen nicht auf sattes Drehmoment verzichtet werden muss. In der zweiten Maschine, die 2013 hinzukam wurde bewusst auf ein Getriebe verzichtet, um bei sehr langen Fräsvorgängen mit niedrigerer Spindelbelastung ein möglichst gleichmäßiges Ergebnis zu erzielen. In der Schlichtbearbeitung kann so nahezu Polierqualität erreicht werden. Mit einem Verfahrweg von 1.100 mm x 610 mm x 610 mm bieten beide Maschinen ausreichend Platz auch für größere Werkstücke.

Infos zum Anwender
Die 1991 von Peter Roithner gegründeten PERO Peter Roithner GesmbH produziert in Neukirchen bei Lambach in Oberösterreich auf 1.440 qm Betriebsfläche Teile unter Anderem für die Luftfahrtindustrie und den allgemeinen Werkzeugbau. Dabei liegt der Schwerpunkt auf der Zerspanung komplexer Werkstoffe, wie Spezialstählen und Kompositwerkstoffen.
Sauberkeit im Arbeitsraum
Ein besonderes Highlight ist die an beide Maschinen angepasste Zyklon-Kühlmittelreinigungsanlage, um auch Kleinstpartikel wirkungsvoll aus dem Kühlschmierstoff zu entfernen, was wegen den erforderlichen hohen Oberflächengüten vor allem bei der Herstellung von Tiefziehwerkzeugen bedeutsam ist.
Der Kühlschmierstoff wird in Rotation versetzt, wobei die Partikel durch die Zentrifugalkraft abgeschieden werden und damit eine besonders gute Reinigungsleistung erzielt wird. Eine Absauganlage für die bei der Bearbeitung von Faserverbundwerkstoffen anfallenden Stäube wurde ebenso den spezifischen Bedürfnissen bei PERO angepasst und implementiert. Diese sind aufgrund der stark abrasiven Partikel aus den Faserkomponenten eine besondere Herausforderung für die Maschine und stellen außerdem eine Gefahr für die Gesundheit des Bedienpersonals dar. Deshalb müssen diese schnell und effizient aus dem Arbeitsraum entfernt werden.

Die beiden nahezu identischen MTcut-Maschinen fügen sich nahtlos in das Werkstattkonzept bei PERO ein. Planung, die sich auszahlt.
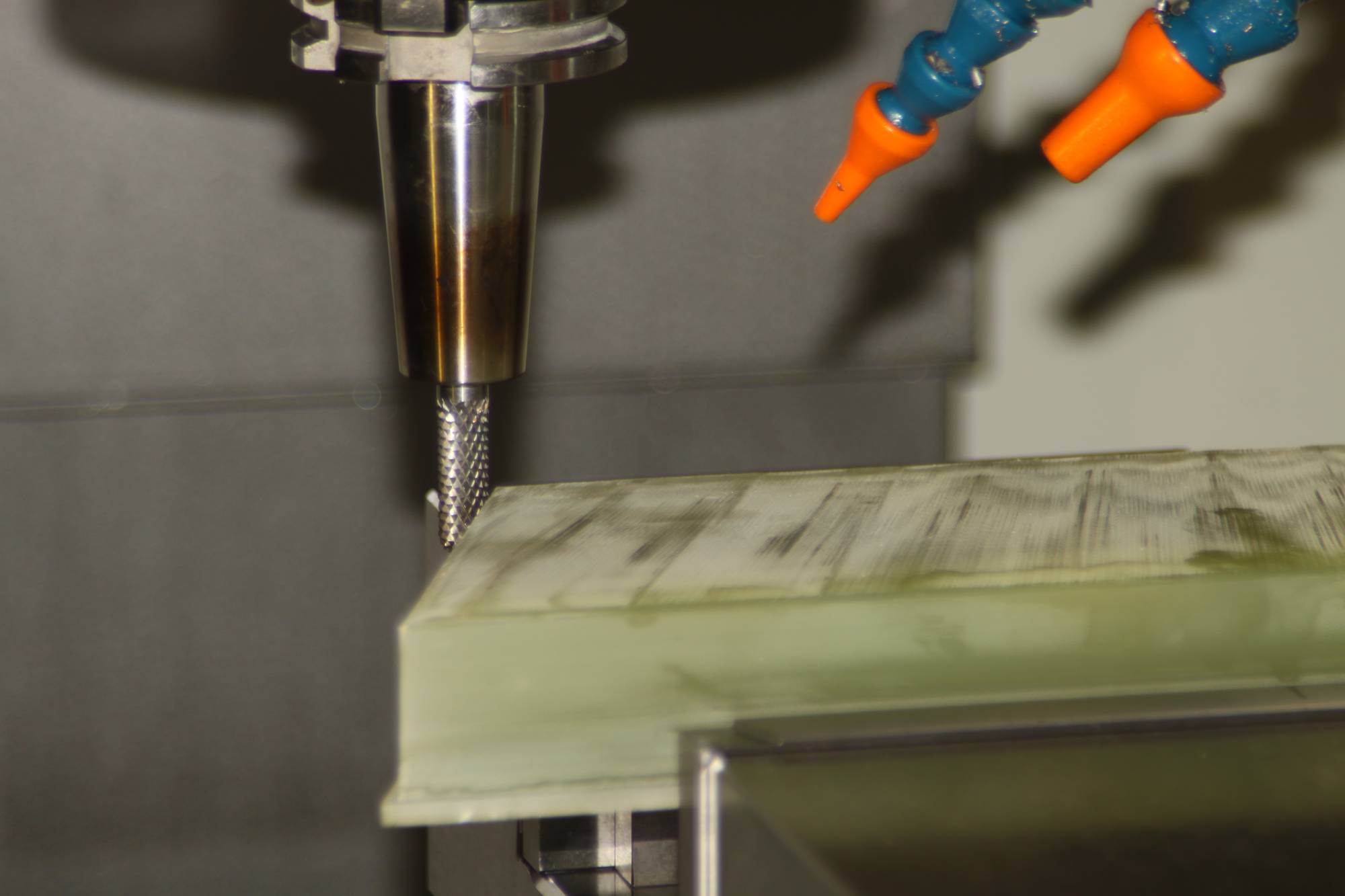
Die Bearbeitung von Kompositwerkstoffen stellt besondere Anforderungen an Maschine und an das Know-how der Bediener. Ein Spezialbereich in dem selbst die Luftfahrtindustrie auf die Kompetenz von PERO vertraut.
Vorteil durch Nähe
MTRent hält die gängigsten Maschinentypen im Salzburger Headquarter auf Lager und kann damit im Regelfall extrem kurze Lieferzeiten gewährleisten, das hat sich auch bei PERO Maschinenbau durch eine besonders kurze Implementierungszeit bemerkbar gemacht. „Durch österreichweit verteilte Servicestützpunkte sind wir in der Lage, Anpassungen und Servicearbeiten ohne große Anfahrtswege kurzfristig und schnell zu bewerkstelligen“, betont Ing. Matthias Russegger, Geschäftsführer MTRent.
Dass das Ersatzteillager für Deutschland und Österreich am Standort Salzburg angesiedelt ist, kommt den österreichischen Kunden von MTRent besonders zugute und war auch für PERO ein wichtiges Entscheidungskriterium.
Teilen: · · Zur Merkliste