Yasda Vi40: Hartfräsen ins Volle
Das vertikale 5-Achs-Lehrenbearbeitungszentrum YBM Vi40 von YASDA bietet Hartfräsen bis 65 HRC – mit höchster Genauigkeit: Wenn es um Hartbearbeitung, höchste Präzision und exakteste Oberflächengüten geht – und das alles 3-, 4- oder 5-achsig simultan – stehen nicht mehr viele Maschinen zur Auswahl. Das japanische Unternehmen YASDA, in Österreich durch die TECNO.team GmbH vertreten, gehört hier ins Spitzensegment der Werkzeugmaschinenhersteller. Mit dem vertikalen 5-Achs-Bearbeitungszentrum YBM Vi40 steht der präzisen Hartbearbeitung bis 65 HRC nichts im Wege. Ein Zeitspanvolumen von 415 ccm/min in HRC 60 stellt dabei einen Referenzwert in der Hartzerspanung auf.
Aufgrund ihrer außergewöhnlichen Stabilität sind YASDA-Bearbeitungszentren nicht nur für Hartbearbeitung prädestiniert, sie sind noch dazu hochpräzise. Die Positioniergenauigkeit in den X/Y/Z-Achsen liegt bei unter 1 μm.
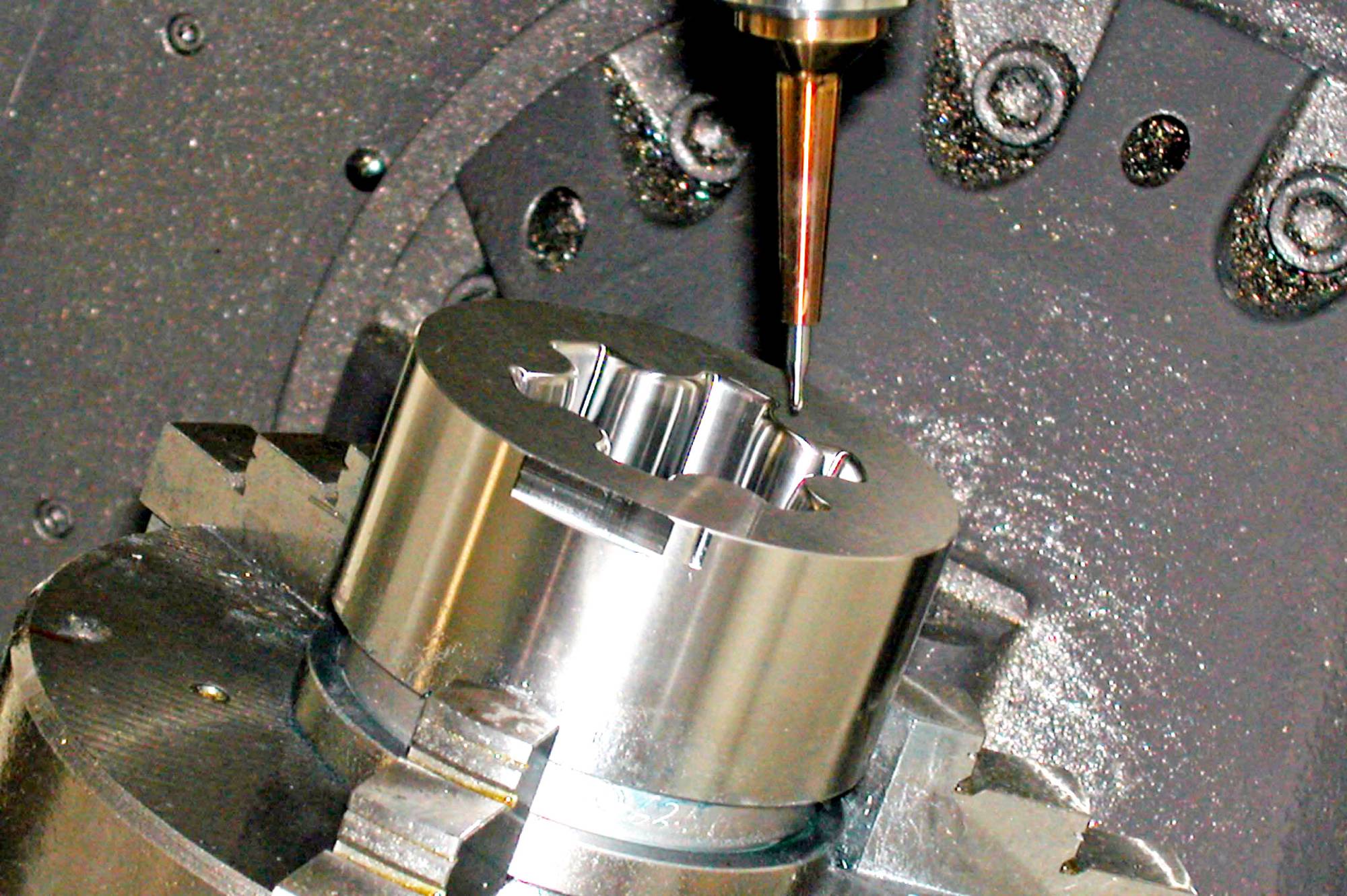
Generell muss betont werden, dass sich die Vertikal-Bearbeitungszentren sowohl für das Segment des Werkzeug- und Formenbaus als auch für den Bereich der Präzisionszerspanung wie Medizintechnik, Uhrenindustrie, Feinmechanik, Flugzeugindustrie, etc. eignen. So können z. B. Kegelrad- oder Gleichlaufgesenke problemlos direkt aus dem Vollen und gehärtetem Material in einer Aufspannung gefertigt werden.
Hartbearbeitung ist auf vielen Werkzeugmaschinen durchführbar, aber nicht immer entspricht das Zerspanungsvolumen auch den Vorstellungen der Anwender. Die YASDA YBM Vi40 macht jedoch mit 415 ccm/min bei 60 HRC richtig Volumen.
Hartzerspanung reduziert Verfahrensaufwand
Viele Unternehmen müssen von der Hartzerspanung erst noch überzeugt werden. Sie gehen nach wie vor den klassischen Weg der Weichzerspanung über das Härten bis hin zu einem anschließenden Erodieren. Dieser Fertigungsprozess ist jedoch erheblich aufwendiger, als das Werkstück direkt auf einer Maschine fertig hart zu bearbeiten. Mit der YBM Vi40 von YASDA ist das bis HRC 65 problemlos möglich. Hartbearbeitung ist auf vielen Werkzeugmaschinen durchführbar, aber nicht immer entspricht das Zerspanungsvolumen auch den Vorstellungen der Anwender. Die YASDA YBM Vi40 macht jedoch mit 415 ccm/min bei 60 HRC richtig Volumen.

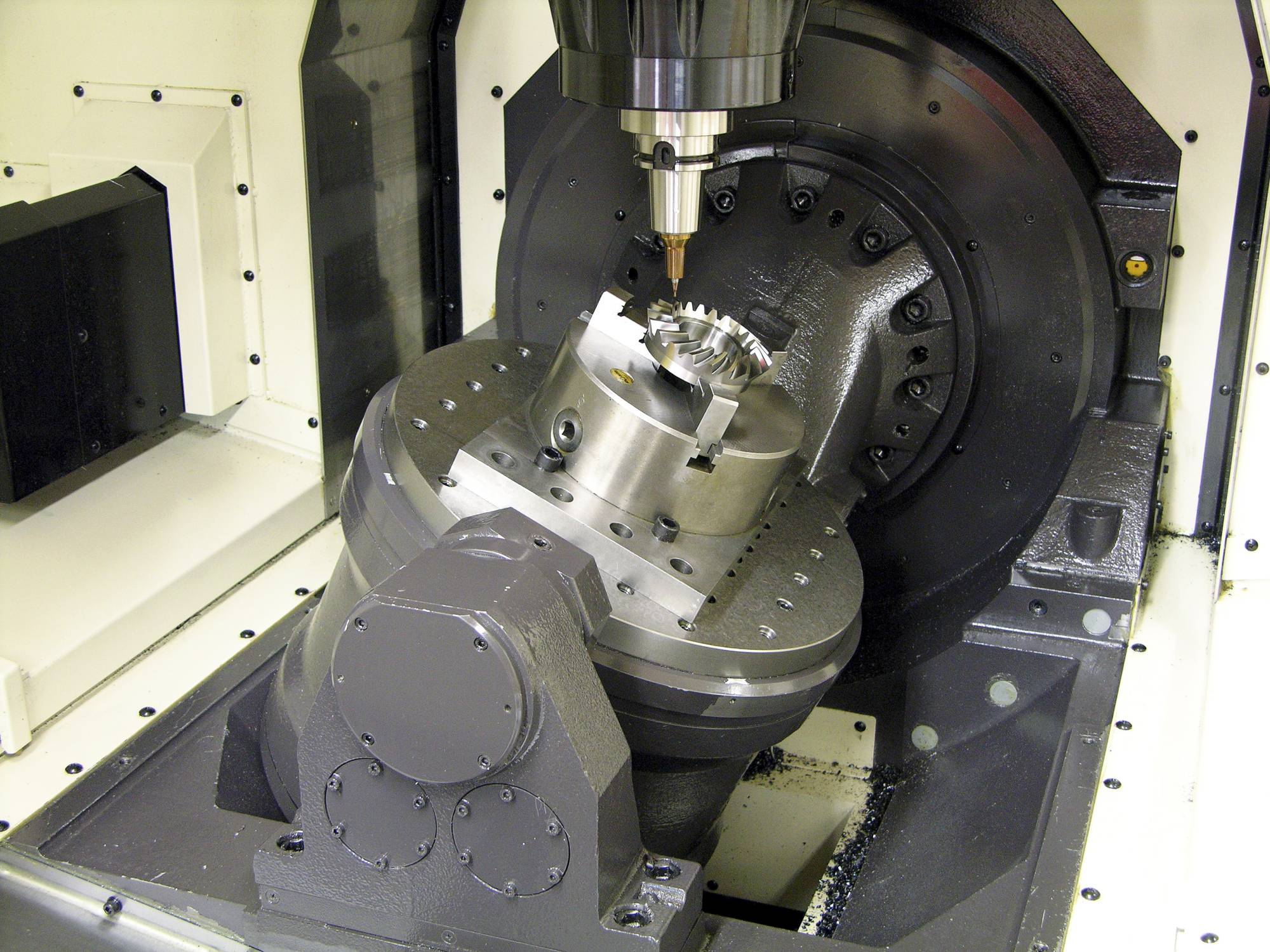
Mit der YBM Vi40 setzt der japanische Werkzeugmaschinenhersteller YASDA eine neue Referenzmarke. In der Y-Achse wird anstelle des Maschinentisches ein hochpräziser Dreh-/Schwenktisch installiert. Hierdurch werden die Gewichtsunterschiede der beweglichen Massen reduziert und die schwereren Maschinenkomponenten näher an den Schwerpunkt gerückt. Der Wärmeverzug wird durch gezielte Maßnahmen eliminiert. Sowohl für die Spindel als auch für den Bediener ist die Zugänglichkeit zum Werkstück wesentlich verbessert w
Hohe Masse bei guter Dynamik
Grundvoraussetzung für eine derart gute Zerspanungsleistung in harten Materialien ist eine entsprechend hohe Masse der Maschine. Diese sorgt für die nötige Grundstabilität. Allerdings muss bei modernen Maschinen auch eine hohe Dynamik vorhanden sein, damit sie auf Akzeptanz stößt. Denn gerade bei Schlichtprozessen ist die Maschinendynamik gefordert, um die geforderten Oberflächengüten zu erreichen. Die schweren Maschinenkomponenten rücken bei YASDA deshalb relativ nahe an den Maschinenschwerpunkt, das sich sehr vorteilhaft für die Dynamik auswirkt.
Die hohe Grundstabilität sorgt dafür, dass die Vibrationen bei der Bearbeitung erheblich reduziert werden. Die Folge ist, dass die Werkzeugstandzeiten hoch gehalten werden können. Das ist insbesondere bei der Hartbearbeitung ein ganz wesentlicher Aspekt, denn Hartmetallwerkzeuge sind alles andere als billig. Der Werkzeugverschleiß kann bei der Hartbearbeitung durch auftretende Vibrationen in die Höhe schnellen. Infolge der Vibrationen entstehen kleinste Haarrisse im Werkzeug, die ein frühzeitiges Versagen zur Folge haben.

Da die Maschine auch bei 5-Achsen-Bearbeitung höchste Präzision am Werkstück bringen soll, müssen die beiden Mittelpunkte der Drehachsen absolut präzise eingehalten werden.
Hart und präzise
Aufgrund ihrer außergewöhnlichen Stabilität sind YASDA-Bearbeitungszentren nicht nur für Hartbearbeitung prädestiniert, sie sind noch dazu hochpräzise. Die Positioniergenauigkeit in den X/Y/Z-Achsen liegt bei unter 1 μm. Bei der z. B. am Werkstück gemessenen 5-Achs-Simultanbearbeitung eines Konus (gemäß NAS 979) erzeugt die Maschine eine Rundheit von 2,32 μm.
Da die YBM Vi40 auch bei einer 5-Achsen-Bearbeitung höchste Präzision am Werkstück bringen soll, müssen die beiden Mittelpunkte der Drehachsen absolut präzise eingehalten werden. Wegen der hohen Kräfte wird die B-Achse über ein Schneckengetriebe angesteuert, um eine hohe Stabilität zu gewährleisten. Die Linearachsen müssen in diesem Zusammenhang ein Minimum an Wärmegang über eine längere Bearbeitungszeit aufweisen. Außerdem wird die Maschine zusätzlich an allen neuralgischen Punkten wie X-Achs-Schlitten, Querbalken, B- und C-Achse sowie Y-Achse, standardmäßig aktiv gekühlt und mittels Sensoren an die Referenz-Raumtemperatur angepasst. Dies passiert durch einen geschlossenen Kühlkreislauf. Auf Kundenwunsch kann auch der Hauptständer gekühlt werden.
YASDA setzt zudem auf durchgehärtete und geläppte Stahl-Flachführungen und weist dezidiert darauf hin, dass dies Schlüsselkomponenten sind, um die hohen Zerspanleistungen und Oberflächengüten zu ermöglichen.
Hochpräzise Spindel
Die Maschine wird mit zwei Spindelvarianten geliefert (Standard: 18,5 kW, 100 – 24.000 1/min sowie optional: 11 kW, 30.000 1/min, Angaben bei 100 % ED), die sich durch eine ausgeklügelte Konstruktion auszeichnen.
Bei einer herkömmlichen Spindel mit fester Lagervorspannung ist eine eher geringe Vorspannkraft der Anfangsvorspannung nicht zu vermeiden. Der Nachteil bei dieser Methode liegt darin, dass der Rundlauf, aufgrund der durch die Lagerdrehzahl entstehenden Wärme, schwankt. Das von YASDA entwickelte «Spindelsystem mit selbstregulierender Lagervorspannung» ist hingegen in der Lage, eine relativ hohe Grundvorspannung bereits im kalten Zustand aufzubringen. Bei hohen Drehzahlen reduziert sich die Vorspannung wärmeabhängig. Die Rundlaufgenauigkeit der Spindel beträgt < 1 µm.
Dieser genau abgestimmte Mechanismus ermöglicht sowohl die Hochleistungszerspanung im niedrigen Drehzahlbereich als auch einen hochpräzisen Rundlauf bei Höchtsdrehzahl und bei jeder Lagertemperatur. Somit wird das Hochgeschwindigkeitsfräsen von gehärteten Stählen, mit Gegenkraft erzeugenden Spiralfräsern, auch in hoher Präzision möglich.
YASDA-Maschinen sind zudem sehr universell und flexibel, da auf Kundenwunsch verschiedene Minimalmengenschmierungen und Kühlmittelzuführungen bzw. Kühlmittelreinigungsanlagen mit Späneförderer eingesetzt werden können – oder sowohl als auch. Eine innere Kühlmittelzuführung bis 60 bar ist ebenfalls möglich.
Entkopplung von Motor und Spindel
Ein wichtiger Aspekt, um thermische Einflüsse auf die Spindel gering zu halten, ist die Entkopplung der Spindel vom Antriebsmotor. Der Spindelmotor ist oberhalb der Spindel angeordnet – beide sind koaxial über eine Membrankupplung miteinander verbunden. Dies bewirkt einen vibrationsarmen und thermisch stabilen Spindellauf über den gesamten Drehzahlbereich. Feinstgewuchtete, sehr leise Spindelmotoren mit «elektronischem Getriebe» bieten in jedem Bereich der Bearbeitung ein hohes Drehmoment. Die SA-40-Spindel mit 24.000 1/min bringt ein max. Drehmoment von 118 Nm bei 25 % ED – bei 100 bis 1.500 1/min.
FANUC-Steuerung als Vorteil
Im österreichischen Werkzeug- und Formenbau steht in Sachen Steuerung meist ein deutscher Hersteller auf der Wunschliste. Das ändert aber nichts an der Tatsache, dass YASDA mit einer japanischen FANUC Steuerung Series 31i A5 ausgerüstet wird. Bei FANUC hat sich in den letzten Jahren viel im 5-Achs-Simultanbereich getan. Das Unternehmen stellt eine Vielzahl von Softwarefunktionen für die simultane Fünf-Achsen-Bearbeitung zur Verfügung, um das vorhandene Potential von Steuerung und Maschine optimal auszunutzen. Kompensationsmöglichkeiten von Werkzeuglänge, -richtung und -radius gehören zu den Standardoptionen.
Eine dieser neuen Technologien ist die Funktion SMOOTH TCP, um bessere Oberflächenqualitäten und kürzere Zykluszeiten zu erreichen. Sie knüpft an die Funktion «Tool Center Point» an und kann so Abweichungen in der Werkzeuganstellung kompensieren. Außerdem ignoriert SMOOTH TCP redundante Befehle bezüglich der Werkzeugmittelpunktposition.
Feinere Oberflächen und kürzere Zykluszeiten
Ursache und Ansatzpunkt für SMOOTH TCP sind die von CAD/CAM-Systemen generierten, fünfachsigen Maschinenprogramme, in denen die jeweiligen Fräsbahnen und Richtungsvektoren für das Werkzeug festgelegt sind. Auch bei festgelegter, hundertprozentiger Normalen-Treue enthalten die Programme Unstetigkeiten in der Ausrichtung der Werkzeuge. Selbst wenn diese Abweichungen nur wenige Zehntelgrad betragen, führen sie zu Ausgleichsbewegungen in den Rotationsachsen, die sich im Endeffekt in einer verlangsamten Bewegung oder sogar im Stopp der Bahnbewegung niederschlagen.
Die Folge sind sichtbare Spuren auf der Werkstückoberfläche und ein Zeitverlust, der in verschiedenen Versuchen durchschnittlich bei etwa zehn Prozent lag. In Extremfällen konnte mit SMOOTH TCP sogar eine Zeitersparnis von 44 Prozent erzielt werden. Ein positiver Nebeneffekt ist außerdem, dass die Maschinen- bzw. Werkzeugabnutzung durch die Vermeidung von Ruckbewegungen minimiert wird.
YASDA – eine absolute Referenzmarke
Mit der YBM Vi40 setzt der japanische Werkzeugmaschinenhersteller YASDA eine neue Referenzmarke. Generell ist gerade im Werkzeug- und Formenbau mit dieser Maschine die Möglichkeit gegeben, in nur einem Fertigungsprozess in gehärteten Materialien sowohl zu schruppen als auch zu schlichten – mit sehr hohen Abtragsraten und besten Oberflächengüten. Das ist bemerkenswert und in sicher nicht wenigen Anwendungsfällen auch wirtschaftlich.
Teilen: · · Zur Merkliste