anwenderreportage
Hermle C 22 UP: Kapazität für Neues schaffen
Andreas Bruns fällt es leicht, Argumente für ein Bearbeitungszentrum von Hermle zu finden: „Die Anlagen überzeugen uns durch ihre hohe Zuverlässigkeit und Präzision.“ Er weiß wovon er spricht, denn seit 2014 hat er seinen Maschinenpark um zwei 5-Achs-Maschinen der High-Performance-Line erweitert – eine davon mit zusätzlicher Drehfunktion. Eine Weitere ist schon in Planung: Mit der C 400 mit HS flex-System will der Zerspanungsexperte den Schritt in die Automation gehen. Sie bekommt noch dieses Jahr ihren Platz in der Produktionshalle.

Deutlich geringere Rüstkosten sind nur ein Benefit der neuen C 42 U MT.
Shortcut
Aufgabenstellung: Dreh- und Fräsbearbeitungen auf einer Maschine sowie Automation.
Lösung: 5-Achs-Fräs-Drehzentrum C 42 U MT sowie C 400 mit HS flex-System von Hermle.
Vorteil: Höhere Präzision, Zeitersparnis, reduzierte Rüstkosten.
„Vieles hat sich von selbst entwickelt“, erinnert sich Andreas Bruns, Geschäftsführer der Andreas Bruns Zerspanungstechnik GmbH. Gestartet hat er 1994 in einer Garage. Mit der Zeit entwickelte sich sein Unternehmen zu einem gefragten Hersteller von Prototypen und Kleinserien für die Automobilindustrie, die Medizintechnik und den allgemeinen Maschinen- und Anlagenbau. Dank der guten Auftragslage folgte nur wenige Jahre nach der Firmengründung der Umzug in eine 400 m² Halle. Diese hatte Bruns für insgesamt zehn Jahre angemietet, bevor er vor elf Jahren den jetzigen Firmensitz in Isernhagen bei Hannover baute. Nicht nur die Platzverhältnisse, auch das Portfolio hat sich verändert – heute produzieren 20 Mitarbeiter auf mehr als 1.250 Quadratmetern. „Es sind hochanspruchsvolle Bauteile, die für mich den speziellen Reiz ausmachen“, erklärt Bruns. Neben den komplexen Geometrien und der hohen Präzision schätzt er auch die Herausforderung durch die schwer zu bearbeitenden Materialien wie Inconel, Titan und hochwertige Kupferlegierungen.
Wer so hohen Anforderungen gewachsen sein will, muss einen entsprechenden Maschinenpark zur Verfügung haben. Der Blick in die Produktionshalle zeigt, dass Bruns in puncto Qualität und Präzision einem Hersteller besonders vertraut: Neben den Anlagen zum Drehen, Erodieren und Sägen stehen vier CNC-Bearbeitungszentren von Hermle. „Unsere erste Hermle ist rund 20 Jahre alt“, rechnet Bruns nach. „Ihre Zuverlässigkeit hat uns absolut überzeugt.“ So investierte der Geschäftsführer 2014 in das High-Performance-Bearbeitungszentrum C 22 UP mit Palettenwechselsystem. „Und das hat sich als richtig erwiesen“, bestätigt er. Denn, wie Bruns verdeutlicht, läuft sie seit der Inbetriebnahme einwandfrei.

Einfachere Bearbeitungsschritte wie Bohrungen werden direkt an der C 42 U MT programmiert.

Andreas Bruns
Geschäftsführer der Andreas Bruns Zerspanungstechnik GmbH
„Wir haben uns 2018 für eine C 42 U MT entschieden, um die Bauteile nicht mehr auf zwei separaten Maschinen bearbeiten zu müssen. Neben der höheren Präzision profitieren wir von der enormen Zeitersparnis und den dadurch reduzierten Rüstkosten.“
Höhere Präzision, geringere Rüstzeiten
Je mehr sich das Unternehmen auf komplexe Produkte konzentrierte, desto mehr stießen etablierte Arbeitsprozesse an ihre Grenzen bezüglich der Präzision. „Erforderte ein Werkstück sowohl eine Bearbeitung auf der Dreh- als auch Fräsmaschine, riskierten wir durch das Umspannen Fehler in der Maßhaltigkeit“, berichtet der Geschäftsführer. Um die Bauteile nicht mehr auf zwei separaten Maschinen bearbeiten zu müssen, investierte Bruns 2018 in eine C 42 U MT. Die Mill-Turn-Version des 5-Achs-Bearbeitungszentrums verfügt zusätzlich zum Tandemantrieb der A-Achse auch über einen Torque-Motor für die C-Achse. Dieser lässt für die Drehbearbeitung bis zu 700 Kilogramm schwere Werkstücke mit maximal 800 Umdrehungen pro Minute rotieren. Im reinen Fräsbetrieb ist der Tisch sogar mit bis zu 1.400 Kilogramm belastbar. „Neben der höheren Präzision profitieren wir von der enormen Zeitersparnis und den dadurch reduzierten Rüstkosten – das schafft Kapazitäten für Neues“, erläutert Bruns. Zudem kann er nun auch Teile mit einem Durchmesser von bis zu 700 Millimetern bearbeiten. Vorher lag das Limit bei gerade mal 300 Millimetern. Aktuell fertigt er Kleinserien rotationssymmetrischer Bauteile, die im Durchmesser 400 Millimeter und in der Höhe rund 500 Millimeter messen.

Freiraum: Der Breite Wangenabstand ergibt einen Störkreis von 990 Millimetern im Durchmesser.

Für die Drehbearbeitung dürfen die Werkstücke bis zu 700 Kilogramm wiegen – hier hat die Andreas Bruns Zerspanungstechnik GmbH noch viel Platz nach oben.
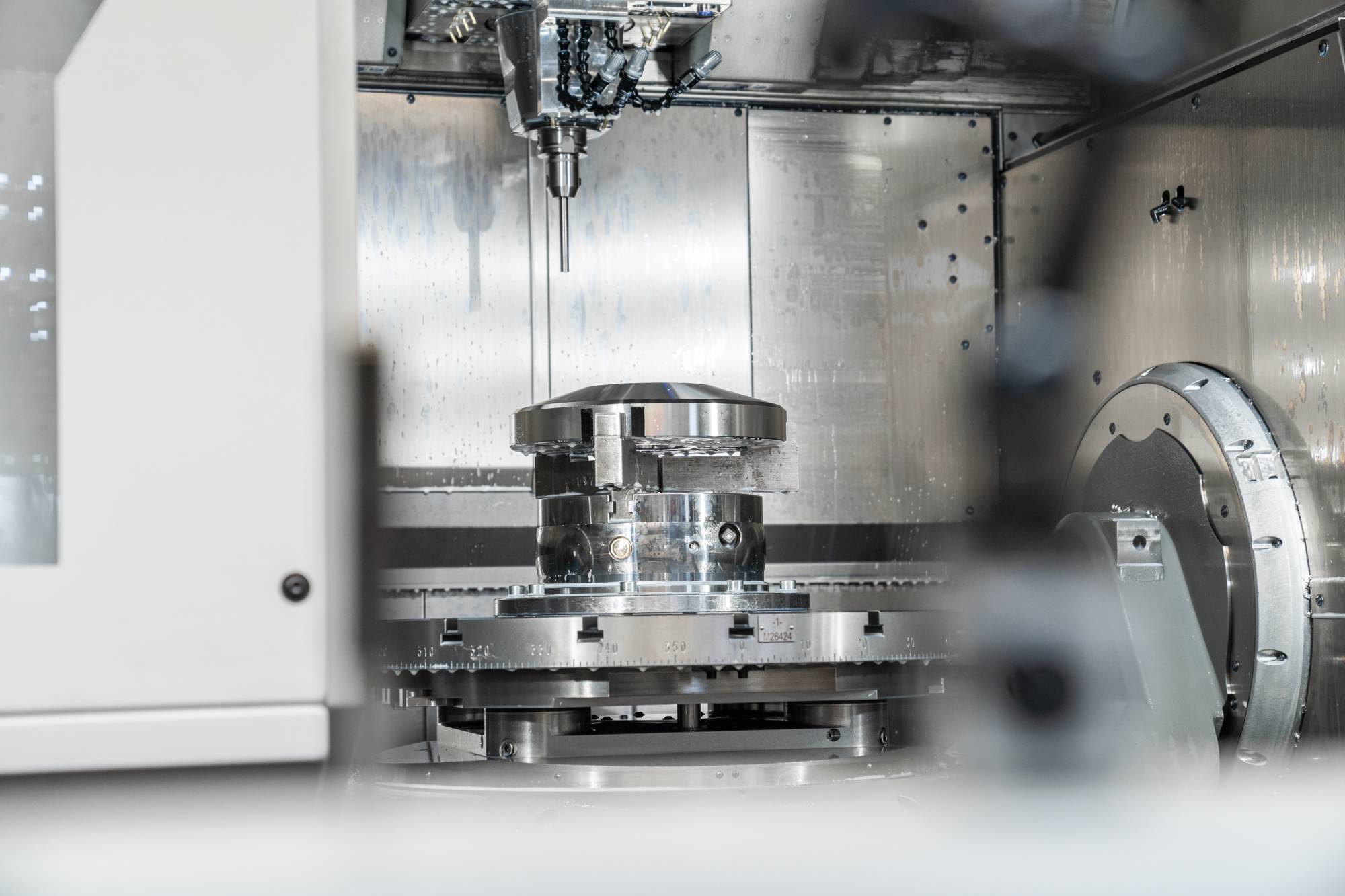
Der Schwenkrundtisch mit Tandemantrieb ist mit einem Palettenspannsystem ausgestattet.

Die Mitarbeiter arbeiten mit Respekt und Begeisterung an der neuen C 42 U MT.

Fertigung komplexer Produkte bedeutet höchste Präzision bei schwer zerspanbaren Materialien.

Läuft seit 2014 äußerst zuverlässig: die C 22 UP.. Sie verfügt über ein Palettenwechselsystem, das dem Bediener das hauptzeitparallele Rüsten ermöglicht.

Die C 22 UP verfügt über ein Palettenwechselsystem, das dem Bediener das hauptzeitparallele Rüsten ermöglicht.
Noch in der Einarbeitung
Das 5-Achs-Fräs-Drehzentrum wurde im November 2018 geliefert und in Betrieb genommen. „Hierbei lief alles perfekt“, bestätigt der Geschäftsführer. Den Umgang mit der C 22 U gewohnt, merkten die Bediener jedoch schnell, dass die Mill-Turn-Technologie mehr Einarbeitung bedarf. Zwei Spindeln wurden schon beschädigt, was dem Unternehmen gerade am Anfang besonders weh tat. „Glücklicherweise wird Hermle auch beim Servicethema seinem Ruf gerecht: Meist war schon am selben Tag der Techniker vor Ort“, erzählt Bruns. Zur schnellen Reparatur trägt auch das Konstruktionsprinzip der Spindeln bei: Die schlank bauende Werkzeugspindel ist zweigeteilt und kann daher schnell und einfach ausgetauscht werden.
Ebenso direkt und unkompliziert hilft Hermle auch telefonisch, zum Beispiel bei Problemen mit der Programmierung. Diese findet primär in der CAD-/CAM-Abteilung des Familienunternehmens statt. Aus den STEP-Daten der Kunden programmieren die geschulten Mitarbeiter vor allem 3D-Freiform am PC. Einfachere Bearbeitungsschritte wie Bohrungen dagegen geben sie auch direkt über das Bedienpult der C 42 U MT ein.
Bruns zeigt sich optimistisch, dass nach den Anlaufschwierigkeiten die Lernkurve stark steigen wird. Mittlerweile begegnen die drei zuständigen Mitarbeiter der Maschine mit Respekt vor ihrer Sensibilität und Begeisterung für die Heidenhain-Steuerung. Je weiter die Einarbeitung voranschreitet, um so produktiver wird der Prozess an der High-Performance-Maschine.
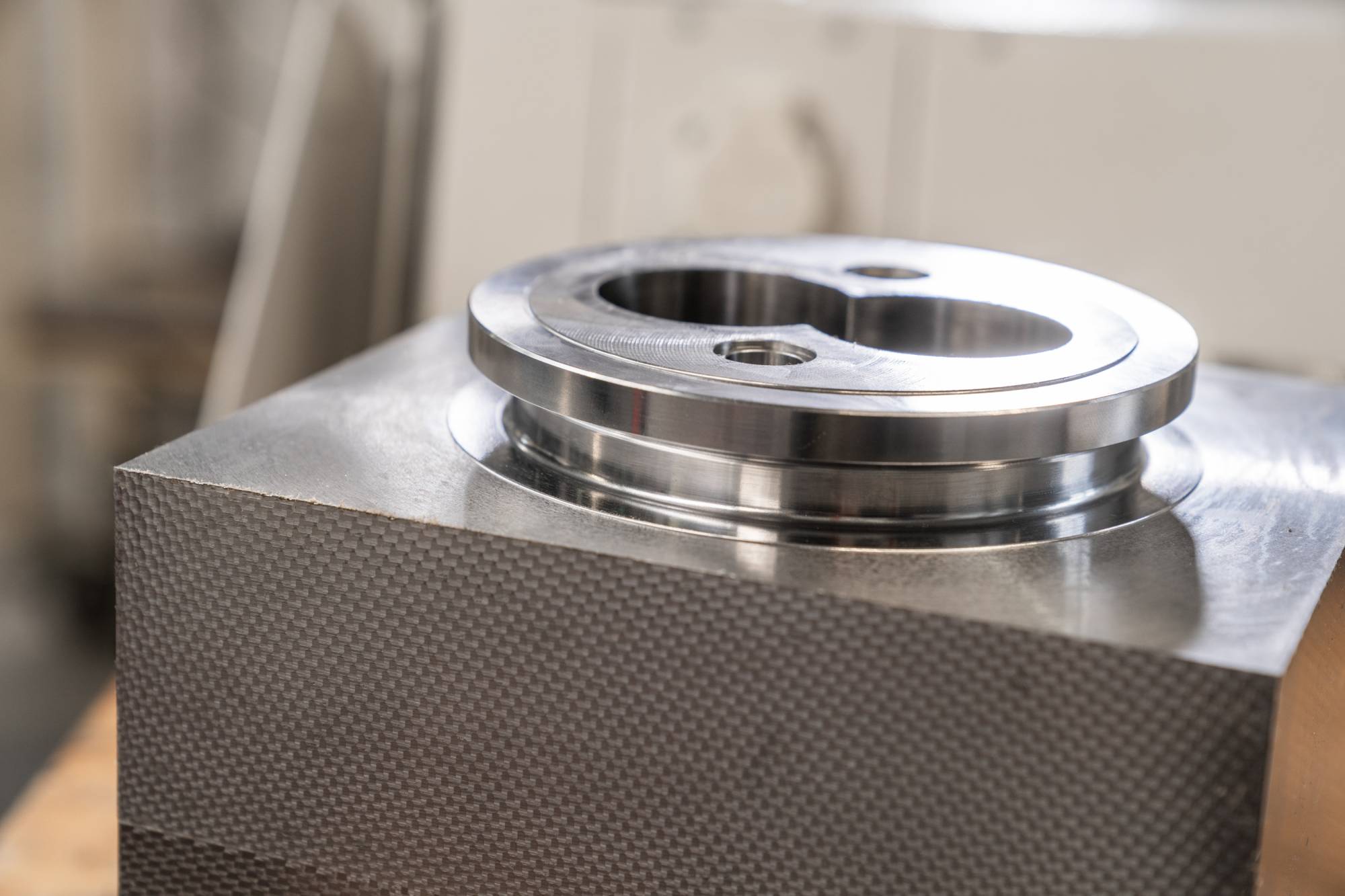
Nur gefräst: Werkstücke wie dieses fertigt die Andreas Bruns Zerspanungstechnik GmbH auf der C 22 UP.

Ein Mitarbeiter kontrolliert den Bearbeitungsprozess an der C 22 U.

V.l.n.r.: Andreas Bruns, Geschäftsführer, mit Meister und Fertigungsleiter vor der Hermle C42 UMT.
Infos zum Anwender
Die Andreas Bruns Zerspanungstechnik GmbH wurde 1994 gegründet und fertigt mit 20 Mitarbeitern auf einer Fläche von über 1.250 Quadratmetern hochpräzise Prototypen, Einzelanfertigungen und Serienanfertigungen für ein breites Kundenspektrum
Automation in Planung
Auch die Kapazitätsfrage ist wichtig für Bruns. Wie viele andere Unternehmen seiner Branche bemerkt er, dass es zunehmend schwieriger wird, Fachkräfte zu gewinnen. Seine Strategie ist neben der Ausbildung im eigenen Betrieb ein arbeitnehmerfreundliches Arbeitszeitmodell im Einschichtbetrieb. Um nicht an Kapazität einzubüßen, braucht er Maschinen, die zuverlässig autark laufen, auch in die Nacht hinein. Zudem denkt er auch in Richtung Automation: „Für die C 42 U MT haben wir die Automation vorbereiten lassen. Derzeit lohnt es sich für uns aber noch nicht, da wir doch immer wieder Messprozesse einfügen müssen, die auf einer separaten Maschine erfolgen. Zudem müssen wir zunächst die Handhabung voll verinnerlichen.“
Diese Vorsicht gilt allerdings nur der Fräs-Dreh-Maschine. Denn noch dieses Jahr soll eine C 400 U einziehen, die mit dem flexiblen Handlingsystem HS flex ausgestattet ist. „Die Ansprüche an die Teile, gerade bezüglich der Genauigkeit und Verfügbarkeit, sind extrem gestiegen. Da musste eine Hermle her“, begründet der Geschäftsführer die neue Investition. „Sie wird ein anderes Fräszentrum ersetzen und ebenfalls durch ihre hohe Präzision und Zuverlässigkeit punkten“, ist sich Bruns abschließend sicher.
Teilen: · · Zur Merkliste