Präzision, die beeindruckt
Hochgenaues Werkzeug trifft hochgenaue Werkzeugmaschine: Hartbearbeitung ist in aller Munde, doch spielen dabei zahlreiche Faktoren eine wichtige Rolle. So sollte das Zusammenspiel VHM-Werkzeug, Spannsystem und Maschine auf den Prozess perfekt abgestimmt sein. Der österreichische Werkzeughersteller Wedco bietet nicht nur präzise VHM-Werkzeuge, sondern auch das nötige Prozesswissen. Um im Bereich Forschung und Entwicklung beste Ergebnisse zu erzielen, setzt man im eigenen Applikationscenter zum Testen von neuen und weiterentwickelten Werkzeugen auf eine Yasda YBM Vi40. Autor: Ing. Robert Fraunberger / x-technik

Von der gemeinsam erzielten Präzision überzeugt (v.l.n.r.): Rene Badawy, Horst Payer und Wolfgang Ernst.


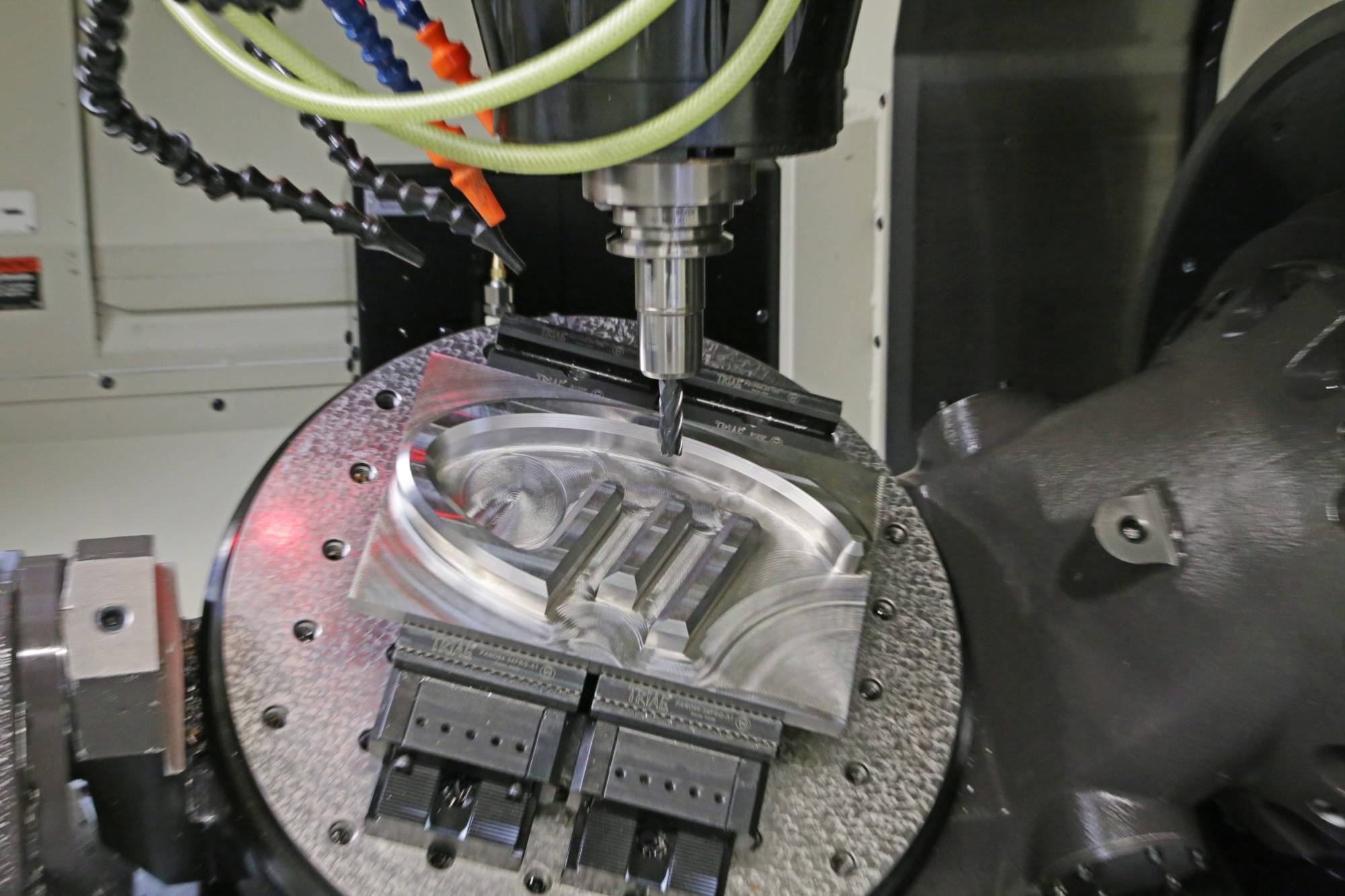
Bearbeitungsbeispiel
• Werkstoff: 42CrMo4
• Rohteil: 250 x 150 x 40 mm
• Werkzeug: WEDCO TWIST, Ø 12 mm
• AP: 24 mm
• Ae: 0,0125xD
• Vc: 424 m/min
• Fz: 0,14 mm
• Bearbeitungszeit: 8 min 33 sec.
• Zeitspanvolumen: 84 cm³ / min.
Die 1991 in Wien gegründete Wedco Handelsgesellschaft m.b.H. ist als Hersteller von Präzisions- und Sonderwerkzeugen zum Fräsen und Bohren und als Generalvertreter weltbekannter Marken über die Grenzen Österreichs hinaus bekannt. Der große Erfolg basiert dabei auf einer konsequenten Firmenphilosophie, wie Geschäftsführer Ing. Edip Bayizitlioglu verrät: „Modern, flexibel, äußerst stabil und innovativ: so präsentieren wir uns seit Jahren am Markt. Eine kompetente Beratung auf allen Ebenen, höchste Produktqualität, Liefertreue und Kundennähe sind dabei Voraussetzung für den Erfolg unserer Kunden.“

Bearbeitungsbeispiel: Werkstoff: 42CrMo4, Rohteil: 250 x 150 x 40 mm, Werkzeug: WEDCO TWIST, Ø 12 mm, AP: 24 mm, Ae: 0,0125xD, Vc: 424 m/min, Fz: 0,14 mm, Bearbeitungszeit: 8 min 33 sec., Zeitspanvolumen: 84 cm³ / min.
Horst Payr
Technische Leitung und Leitung F&E bei WEDCO Tool Competence
„Je nach Anforderung unserer Kunden im Bezug auf Werkstoff oder Einsatzbedingung – sei es Schruppen, Feinschlichten, trochoidale Bearbeitung etc. – optimieren wir bestehende Lösungen hinsichtlich Hartmetallsubstrat, Geometrie und Beschichtung.“
F&E als tragende Rolle
Bei Wedco nimmt Forschung & Entwicklung einen sehr hohen Stellenwert ein. „Der stetig steigende Kostendruck im Bereich der Zerspanungstechnik beschäftigt unsere Kunden und somit auch uns seit Jahren. Die Antwort kann nur eine effizientere Fertigung sein. Wir können dazu mit hochqualitativen Werkzeugen und Fertigungs-Know-how beitragen“, weiß Horst Payr, verantwortlich für die Technische Leitung und F&E bei Wedco.
Zahlreiche erfolgreich abgeschlossene Forschungsprojekte und ein breites Spektrum an speziellen VHM-Werkzeugen für die Zerspanung unterschiedlichster Werkstoffe belegen die akribische Arbeit seiner Abteilung. Dabei geht es nicht immer nur um die Entwicklung neuartiger Werkzeugkonzepte, sondern vor allem auch um die Modifikation bestehender Werkzeuge. „Je nach Anforderung unserer Kunden im Bezug auf Werkstoff oder Einsatzbedingung – sei es Schruppen, Feinschlichten, trochoidale Bearbeitung etc. – optimieren wir bestehende Lösungen hinsichtlich Hartmetallsubstrat, Geometrie und Beschichtung“, erklärt Payr. Dabei gibt es eine Vielzahl unterschiedlicher Parameter, die berücksichtigt und aufeinander abgestimmt werden müssen. „Im Vorfeld kann man zwar einiges mit fundiertem Prozesswissen und verschiedenen Simulationsmodellen definieren, aber erst mit dem Einsatz auf der Maschine kann man noch weitere Rückschlüsse, wie Spanbildung etc. ziehen und auch Schnittdaten weiter optimieren“, ist Payr überzeugt.

Aufgrund ihrer außergewöhnlichen Stabilität sind YASDA-Bearbeitungszentren nicht nur für Hartbearbeitung prädestiniert, sie sind noch dazu hochpräzise. Die Positioniergenauigkeit in den X/Y/Z-Achsen liegt bei unter 1,0 μm.

Wolfgang Ernst
Geschäftsführer TECNO.team GmbH
„Yasda gehört absolut ins Spitzensegment der Werkzeugmaschinenhersteller. Mit dem vertikalen 5-Achs-Bearbeitungszentrum YBM Vi40 steht der hochpräzisen Hartbearbeitung bis 65 HRc nichts im Wege.“
Prozesssicherheit von Anfang an
Seit mehr als 10 Jahren prüft man daher alle bei Wedco entwickelten Katalog-, Semistandard- oder Sonderwerkzeuge zuerst im hauseigenen Applikationscenter. „Die Werkzeuge müssen beim Kunden auf Anhieb funktionieren“, betont Payr.
Bei Wedco testet man die Werkzeuge seit kurzem auf einem vertikalen Lehrenbearbeitungszentrum YBM Vi40 des japanischen Herstellers Yasda, in Österreich durch Tecno.team vertreten. „Wir haben es immer häufiger mit Anwendungen in der Hartbearbeitung und auch mit der Hartmetallzerspanung zu tun. Die Kavitäten bei Hartmetalleinsätzen werden immer komplexer und Bauteile müssen um Kosten zu sparen, möglichst mit nur einem Bearbeitungsverfahren hergestellt werden. Das heißt Erodieren und Polieren sollte entfallen. „Für eine solch hohe Präzision und Oberflächengüte ist neben einem entsprechenden Werkzeug auch eine gleichzeitig hochstabile, hochdynamische und hochgenaue Werkzeugmaschine nötig. All das haben wir in der Yasda YBM Vi40 gefunden“, begründet Payr die Entscheidung.
YBM Vi40 – höchste Genauigkeit beim Hartfräsen
„Yasda gehört absolut ins Spitzensegment der Werkzeugmaschinenhersteller. Mit dem vertikalen 5-Achs-Bearbeitungszentrum YBM Vi40 steht der hochpräzisen Hartbearbeitung bis 65 HRC nichts im Wege“, ist Wolfgang Ernst, Geschäftsführer der Tecno.team GmbH, überzeugt.
Grundvoraussetzung für eine derart gute Zerspanungsleistung in harten Materialien ist laut Ernst eine entsprechend hohe Masse der Maschine. Diese sorgt bei der YBM Vi40 mit 12 t für die nötige Grundstabilität. Allerdings muss bei modernen Maschinen auch eine hohe Dynamik vorhanden sein, damit sie auf Akzeptanz stößt. Denn gerade bei Schlichtprozessen ist die Maschinendynamik gefordert, um die gewünschten Oberflächengüten zu erreichen. „Die schweren Maschinenkomponenten rücken bei Yasda deshalb relativ nahe an den Maschinenschwerpunkt. Das wirkt sich sehr vorteilhaft auf die Dynamik aus“, so Ernst weiter.
Die hohe Grundstabilität sorgt dafür, dass die Vibrationen bei der Bearbeitung erheblich reduziert werden. Die Folge ist, dass die Werkzeugstandzeiten hoch gehalten werden können. „Yasda ist natürlich daran interessiert, dass speziell Werkzeughersteller, diese von uns angegeben höheren Standzeiten der Hartmetallwerkzeuge bestätigen können“, betont Ernst. Deshalb sieht er Wedco auch als einen optimalen Anwender für die Maschine.

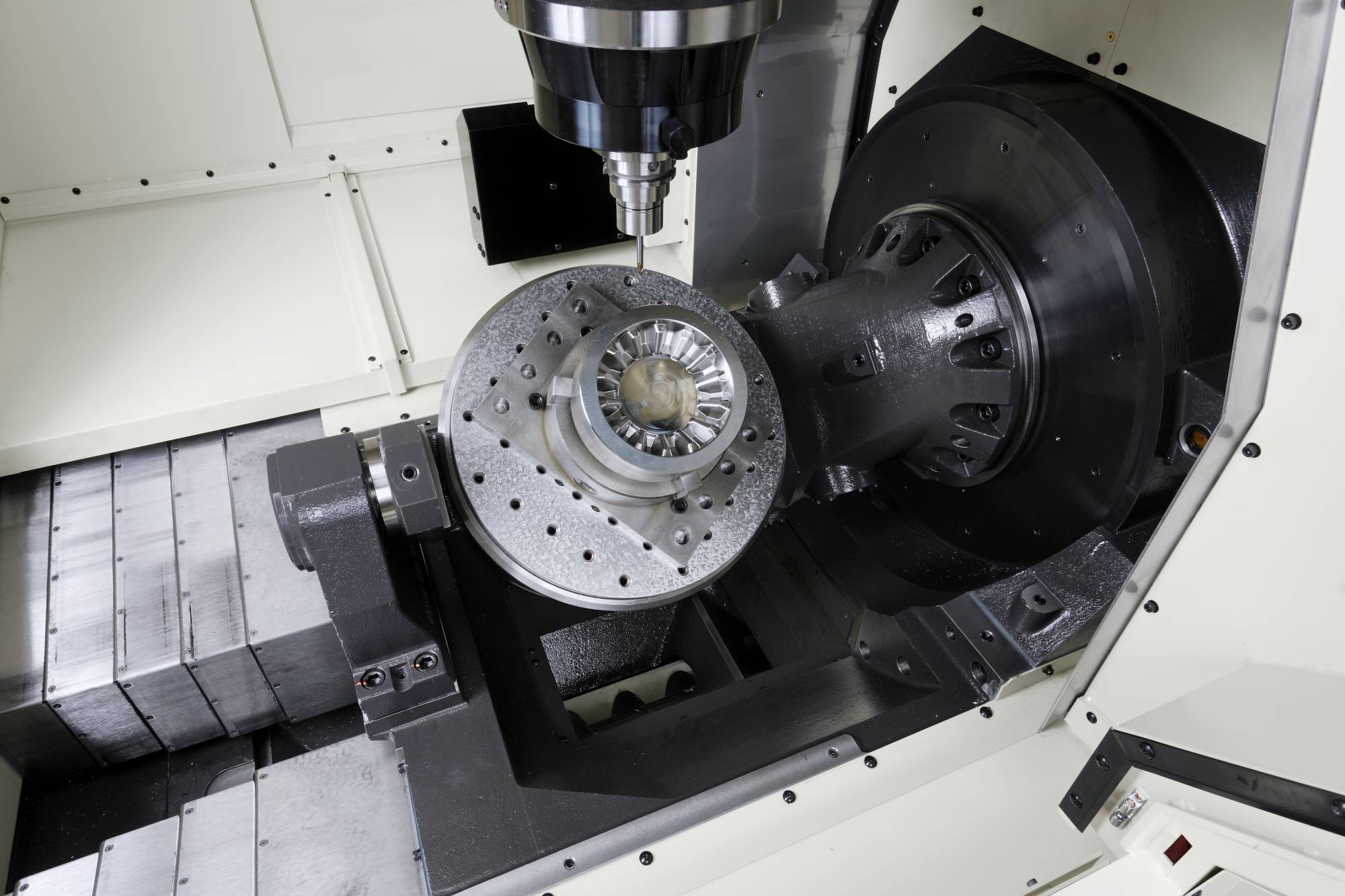
Seit rund einem Jahr setzt Wedco im eigenen Applikationscenter zum Testen von neuen und weiterentwickelten Werkzeugen auf ein Lehrenbearbeitungszentrum Yasda YBM Vi40.
Hohe Masse bei guter Dynamik
Aufgrund ihrer außergewöhnlichen Stabilität sind Yasda-Bearbeitungszentren nicht nur für Hartbearbeitung prädestiniert, sie sind noch dazu hochpräzise. Die Positioniergenauigkeit in den X/Y/Z-Achsen liegt bei der YBM Vi40 unter 1 μm. „Dass man an der Steuerung auf vier Kommastellen genau positionieren kann, ist schon gewaltig. Das spricht für die Philosophie von Yasda“, bringt sich der Leiter der Anwendungstechnik Rene Badawy bei Wedco ein.
Da die YBM Vi40 auch bei einer 5-Achsen-Bearbeitung höchste Präzision am Werkstück bringen soll, müssen die beiden Mittelpunkte der Drehachsen absolut präzise eingehalten werden. Wegen der hohen Kräfte wird die B-Achse über ein Schneckengetriebe angesteuert, um eine hohe Stabilität zu gewährleisten. Die Linearachsen müssen in diesem Zusammenhang ein Minimum an Wärmegang über eine längere Bearbeitungszeit aufweisen. Außerdem wird die Maschine zusätzlich an allen neuralgischen Punkten wie X-Achs-Schlitten, Querbalken, B- und C-Achse sowie Y-Achse standardmäßig aktiv gekühlt und mittels Sensoren an die Referenz-Raumtemperatur angepasst. Um die hohen Zerspanungsleistungen und Oberflächengüten zu ermöglichen, setzt Yasda zudem auf durchgehärtete und geläppte Stahl-Flachführungen.
Hartbearbeitung ist auf vielen Werkzeugmaschinen durchführbar, aber nicht immer entspricht das Zerspanungsvolumen auch den Vorstellungen der Anwender. Die YASDA YBM Vi40 macht jedoch mit 415 ccm/min bei 60 HRc richtig Volumen.
Hochpräzise Spindel
Der Yasda Maschinenbau zeichnet sich durch einen hohe Fertigungstiefe aus. So werden auch die Spindeln selbst entwickelt und gebaut. Die Maschine wird mit zwei Spindelvarianten geliefert (24.000 1/min mit 18,5 kW bzw. 30.000 1/min mit 11 kW bei 100 % ED), die sich durch eine ausgeklügelte Konstruktion auszeichnen. Das von Yasda entwickelte ‚Spindelsystem mit selbstregulierender Lagervorspannung‘ ist in der Lage, eine relativ hohe Grundvorspannung bereits im kalten Zustand aufzubringen. Bei hohen Drehzahlen reduziert sich die Vorspannung wärmeabhängig. „Die Rundlaufgenauigkeit der Spindel beträgt daher konstant unter 1,0 µm“, so Wolfgang Ernst.
Bei Wedco ist die YBM Vi40 mit Nikken-Spannfuttern BT40 Big-Plus ausgestattet, die noch einmal zu Stabilität und Rundlauf beitragen. „Großer Vorteil bei Big-Plus ist sowohl die Doppelanlage als auch der verlängerte Konus (Steilkegel). Der Traganteil des Kegels ist bei Nikken mit 85 Prozent wesentlich höher als bei herkömmlichen Futtern“, weiß Horst Payr.
Hartbearbeitung birgt viele Vorteile
„Viele Unternehmen müssen von der Hartzerspanung erst noch überzeugt werden. Ein Großteil geht nach wie vor den klassischen Weg der Weichzerspanung über das Härten bis hin zu einem anschließenden Erodieren. Dieser Fertigungsprozess ist jedoch erheblich aufwendiger, als das Werkstück direkt auf einer Maschine fertig hart zu bearbeiten. Mit der YBM Vi40 von Yasda ist das bis HRc 65 problemlos möglich“, fasst Wolfgang Ernst zusammen.
Dem kann Horst Payr abschließend nur beipflichten. „Wenn man optimierte VHM-Werkzeuge auf hochpräzisen und dynamischen Werkzeugmaschinen einsetzt, dann kommt eine beeindruckende Präzision zustande.“
Teilen: · · Zur Merkliste