anwenderreportage
Hermle RS 05-2: Automation zum Durchatmen
Die Hamilton-Gruppe entwickelt und fertigt an ihren Hauptstandorten in Bonaduz und Domat/Ems in der Schweiz innovative Beatmungsgeräte, Pipettierroboter, Biopharma-Sensoren, Probenverwaltungssysteme und weitere Automationslösungen. Um unabhängig zu sein und den äußerst hohen Qualitätsansprüchen an medizinische Geräte gerecht zu werden, setzt das Familienunternehmen auf eine hohe Fertigungstiefe. Seit Juni 2021 laufen bei Hamilton daher zwei C 12 U von Hermle mit Roboterautomation.

Die Hermle C 12 U mit Robotersystem RS 05-2 bedeutet hohe Produktivität auf kleinem Raum.
Shortcut
Aufgabenstellung: Drei Stand-alone-Maschinen durch effizientere Anlagen mit Automation ersetzen.
Lösung: Zwei 5-Achs-Bearbeitungszentren C 12 U von Hermle mit Robotersystem RS 05-2.
Nutzen: Produktivitätssteigerung von 25 bis 30 Prozent.
„Als vor circa eineinhalb Jahren unsere Auftragslast durch die Decke schoss, wurde deutlich, dass wir mit dem damaligen Maschinenbestand das hohe Auftragsvolumen nicht mehr bewerkstelligen konnten. Da wussten wir: Der richtige Zeitpunkt war gekommen, um zu investieren“, erzählt Luca Morell, Teamleiter in der mechanischen Produktion bei Hamilton. Der Wunsch war, drei Stand-alone-Maschinen durch effizientere Anlagen mit Automation zu ersetzen. Dabei war ein automatisierter Schraubstock Pflicht. „Wir wollten unterschiedlich große Teile auch in Geisterschichten rüsten, bearbeiten, wechseln und wenden können“, erläutert Morell. Der Anspruch an den eigentlichen Fräsprozess war ebenso hoch: Hamilton erwartet höchstmögliche Form- und Lagetoleranzen trotz der dünnwandigen und fragilen Bauteilgeometrien.
Hamilton ersetzte drei Stand-alone-Maschinen durch zwei effizientere Hermle-Anlagen mit Automation. Dabei war ein automatisierter Schraubstock Pflicht.

Luca Morell
Teamleiter in der mechanischen Produktion bei Hamilton
„Ausschlaggebend für die Investition war die Durchgängigkeit der Automationslösung und die Qualität der Zusammenarbeit. Von Anfang an wurden wir auch in technischer Sicht verstanden und umfassend betreut.“
Ausschlaggebend war nicht die Präzision
Mit Hermle arbeitete Hamilton vor rund zwei Jahren das erste Mal zusammen. Damals zogen schließlich die C 42 U sowie die C 32 U, beide mit HS flex-System, in die Metallbearbeitung in Bonaduz ein. Ihre 5-Achs-Technologie steigerte für den Life-Science-Gerätehersteller die machbare Komplexität der zu fertigenden Bauteile deutlich. „In puncto Performance und Genauigkeit hat uns Hermle bereits mit diesen beiden Fräszentren überzeugt. Ausschlaggebend für die erneute Investition war die Durchgängigkeit der Automationslösung und die Qualität der Zusammenarbeit“, erzählt Morell. „Von Anfang an wurden wir auch in technischer Sicht verstanden und umfassend betreut.“
Die Lösung, die seit Juni 2021 in Bonaduz in Betrieb ist, besteht aus einer C 12 U mit Robotersystem RS 05-2 – in zweifacher Ausführung. Dass die Anlagen sehr kompakt sind und trotz Automation nur wenig Platz benötigen, sprach zusätzlich für sie. Die Teilebevorratung und -versorgung erfolgt über einen Schubladenspeicher. „Neben Prototypen haben wir auch Standardteile eingerichtet, von denen wir pro Jahr etwa 4.000 Stück bearbeiten müssen. Sie liegen in einer der fünf Schubladen bereit, falls die Kleinserien- oder Prototypenlast nicht so groß ist. Sobald Luft ist, plant das System sie automatisch in die Fertigung ein“, erläutert Morell. Mit dieser „Grundlast“, wie sie der Teamleiter nennt, deckt Hamilton rein rechnerisch über 13 Stunden Bearbeitungszeit ab: In der Matrize sitzen 78 Teile, die in knapp zehn Minuten fertig bearbeitet sind. Weitere fünf Stunden können über die Einzelteile in den vier anderen Schubladen verplant werden. „Wenn die Anlage fertig eingerichtet ist, brauchen wir lediglich zwei Stunden personellen Aufwand, um sie 18 Stunden autark arbeiten zu lassen. Wir erreichen somit einen enormen Nutzungsgrad“, freut sich der Teamleiter.

Technologie, die fasziniert: Maschinenbediener Fadri Pitsch arbeitet sehr gerne an der C 12 U – nicht zuletzt wegen des Roboters.

Acht Greiferpaare stehen dem Roboter im Greiferbahnhof (oben rechts im Bild) zur Verfügung.

Maschinenbediener Fadri Pitsch bestückt die Matrizen mit Rohlingen und verschafft der C 12 U genug Arbeit für die nächste personenlose Schicht.
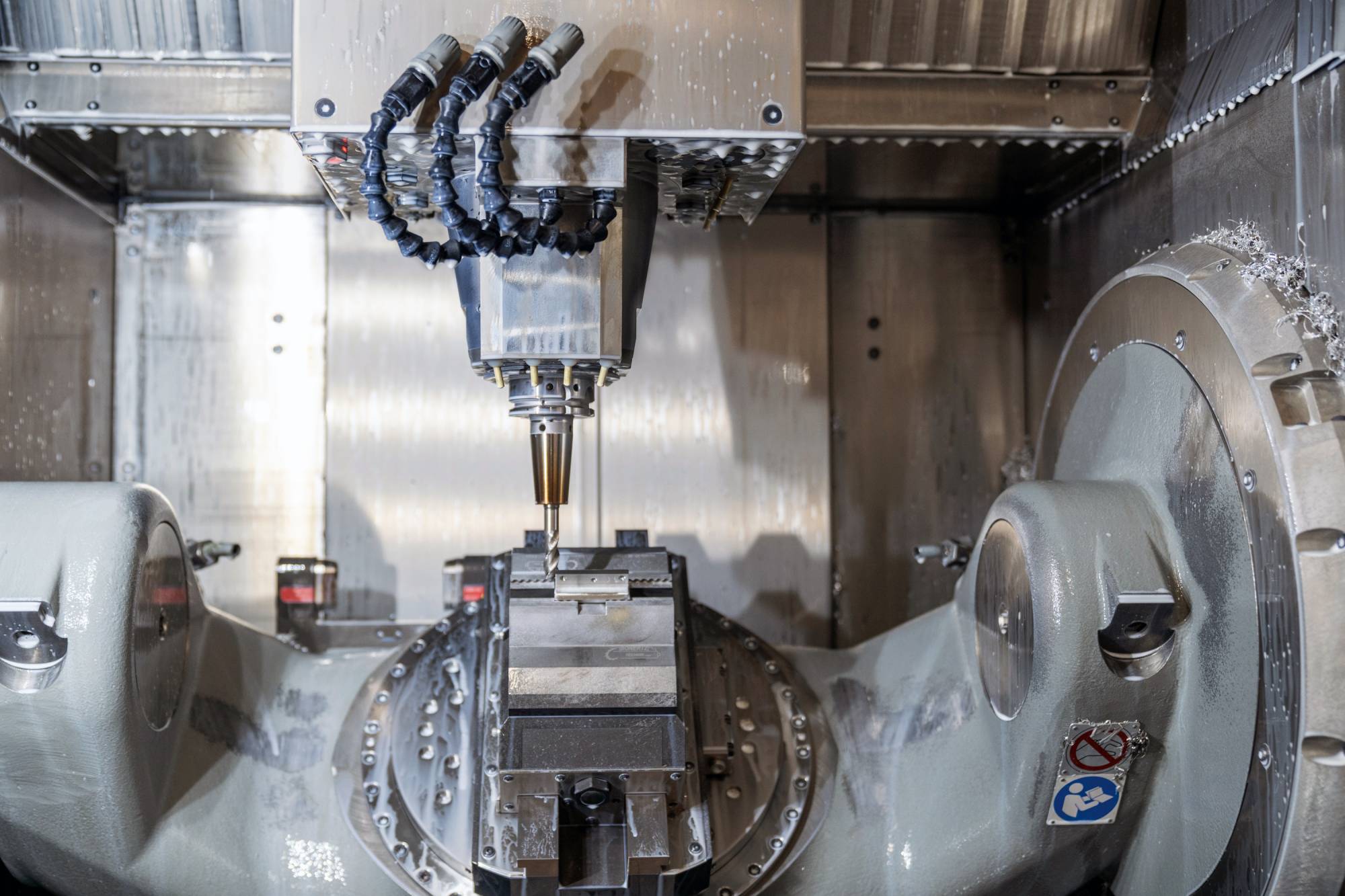
Hamilton erwartet höchstmögliche Form- und Lagetoleranzen trotz der dünnwandigen und fragilen Bauteilgeometrien.
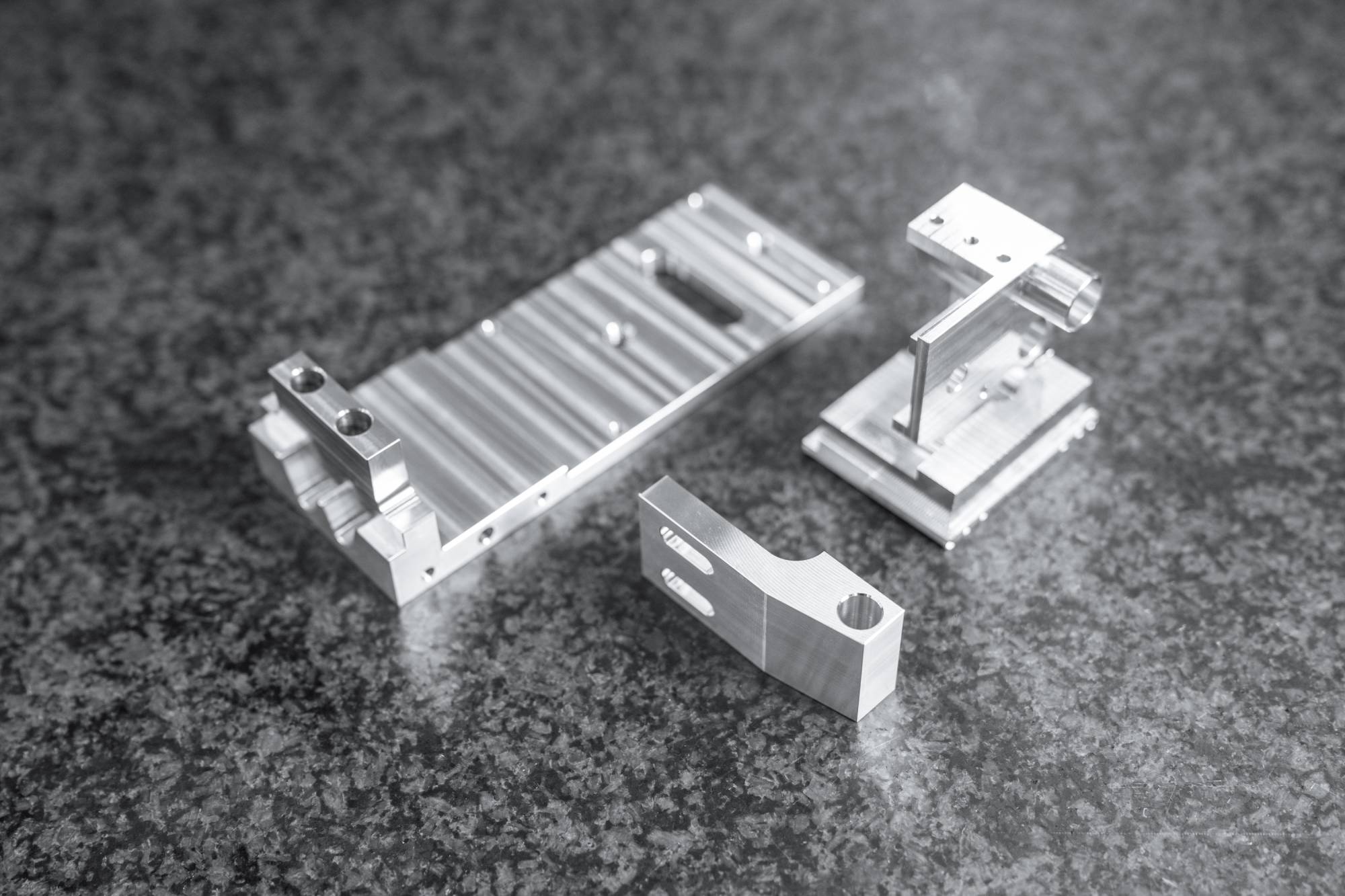
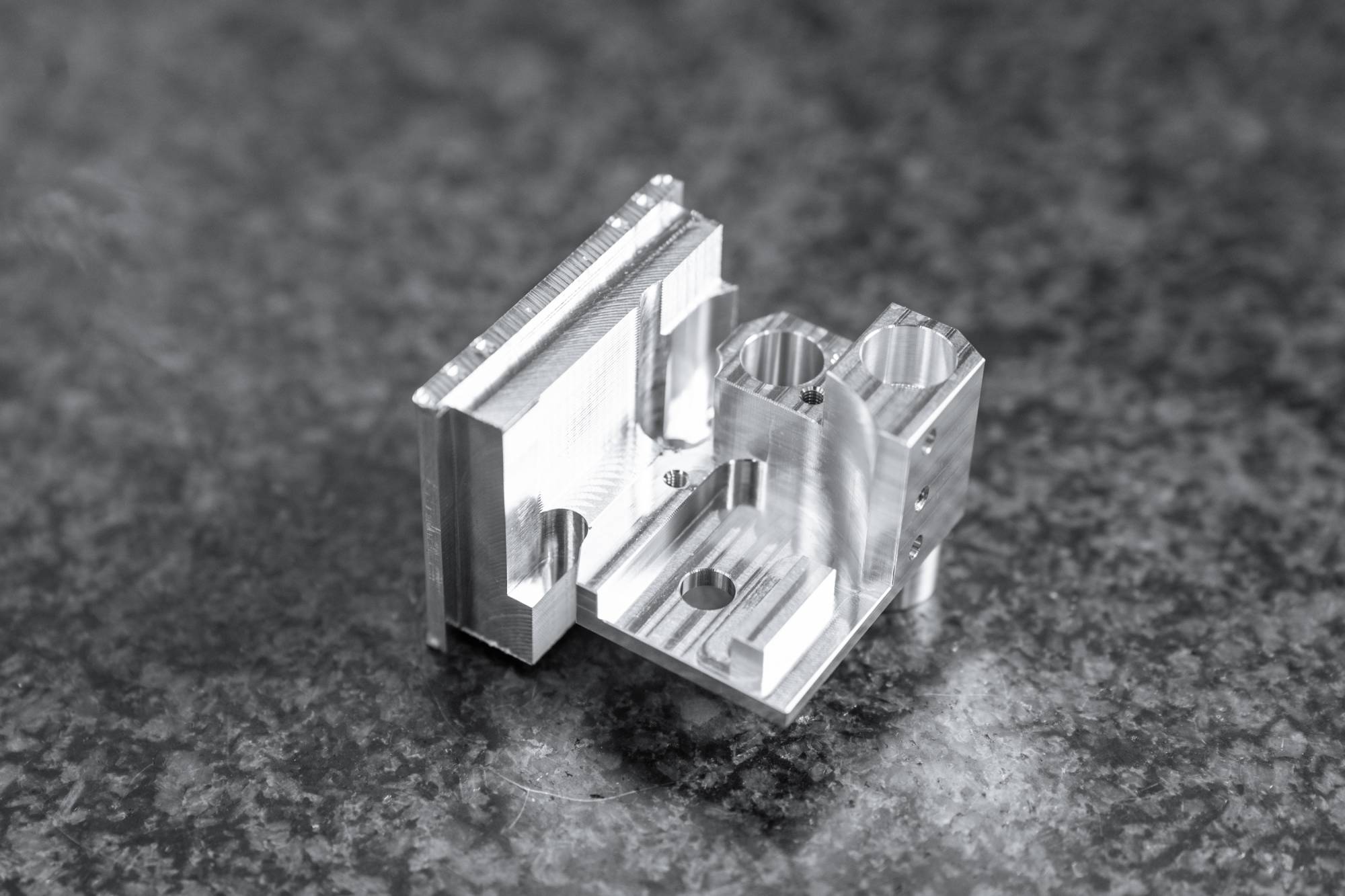
Hamilton fertigt alle wichtigen Komponenten für seine intelligenten Beatmungsgeräte, Pipettierroboter, Sensoren, automatisierte Probenverwaltungssysteme und weitere Automationslösungen selber vor Ort.

Vom Rohling zum Bauteil in wenigen Minuten – hier steigert das automatisierte Teilehandling die Produktivität deutlich.

Erfolgreiche Zusammenarbeit (v.l.n.r): Flavio Bass, Project Leader Production Mechanics bei Hamilton, Christian Simon, Gebietsverkaufsleiter Schweiz bei Hermle, und Luca Morell, Team Leader Production Milling Vertical bei Hamilton.
Greifer wechselt sich
Diese langen Autarkzeiten bei einem Rohlingspektrum mit Längen zwischen 20 und 150 Millimetern ermöglicht eine Besonderheit der Hermle-Lösung: Ein Greifer-Bahnhof in der Roboterzelle bietet Platz für acht Greiferpaare. Hamilton hat sich bewusst gegen einen einzelnen NC-Greifer und für die pneumatischen Varianten entschieden „Ein Greifer mit Stellmotor braucht deutlich länger, bis er das korrekte Teilemaß erreicht hat. Die pneumatische Variante dagegen hat zwar einen eingeschränkteren Greifbereich, dafür ist sie schneller. So sparen wir wertvolle Zeit“, erklärt Morell. Der Roboter wechselt automatisch die Greifer und ermöglicht so den Teilewechsel auch in den personenlosen Schichten.
Nicht nur die Möglichkeiten der Automation begeistern Luca Morell, sondern auch die Bedienbarkeit. „Anfangs sorgten wir uns, ob ein Robotersystem mit seinen sechs Achsen nicht zu komplex wäre. Mit dem HACS-Programm erwies sich diese Angst jedoch als unbegründet. Es nimmt den Bedienenden quasi an die Hand und führt sie oder ihn durch die notwendigen Programmierschritte“, lobt Morell das Hermle-Automation-Control-System (HACS). Es mache das Roboterhandling oberflächlich betrachtet sehr simpel: Der Roboter nimmt ein Teil aus der Matrize und platziert es im Schraubstock. Nachdem die C 12 U fertig ist, entnimmt er es wieder und legt es zurück in den Teilespeicher.
Zwei Monate vor Auslieferung der Anlagen merkten Morell und sein Team, dass sie bei den Prozessschritten eine Sache übersehen hatten: Einige Bauteile müssen anders in der Matrize liegen, als sie im Schraubstock eingespannt sind. Um sie ideal bearbeiten zu können, bräuchte es eine Drehung um 90 Grad. „Von der mechanischen Seite her ist das Wenden einfach. Wir wussten jedoch nicht, wie wir das programmiertechnisch mit dem Roboter umsetzen konnten“, so Morell. Die Befürchtung, einen Kuka-Techniker kommen zu lassen oder doch eine Drittsoftware installieren zu müssen, konnte Hermle ihm aber nehmen: „Sobald wir das Problem erläutert hatten, setzten sich die Experten in Gosheim dran, die Drehung des Robotergreifers in die HACS-Software zu integrieren“, erinnert sich Morell. Später zeigte sich: „Das Ergebnis hat sofort 100%ig funktioniert.“

Ein eingespieltes Team: (v.l.n.r.): Luca Morell, Fadri Pitsch, Matthias Jenny, Alexander Janka, Mariano Zinsli und Antonio Filipe Lopes Alves.

Der Pipettierautomaten Microlab STAR zeichnet sich durch eine patentierte Pipettiertechnologie aus, die eine exakte und saubere Dosierung von Flüssigkeiten ermöglicht.
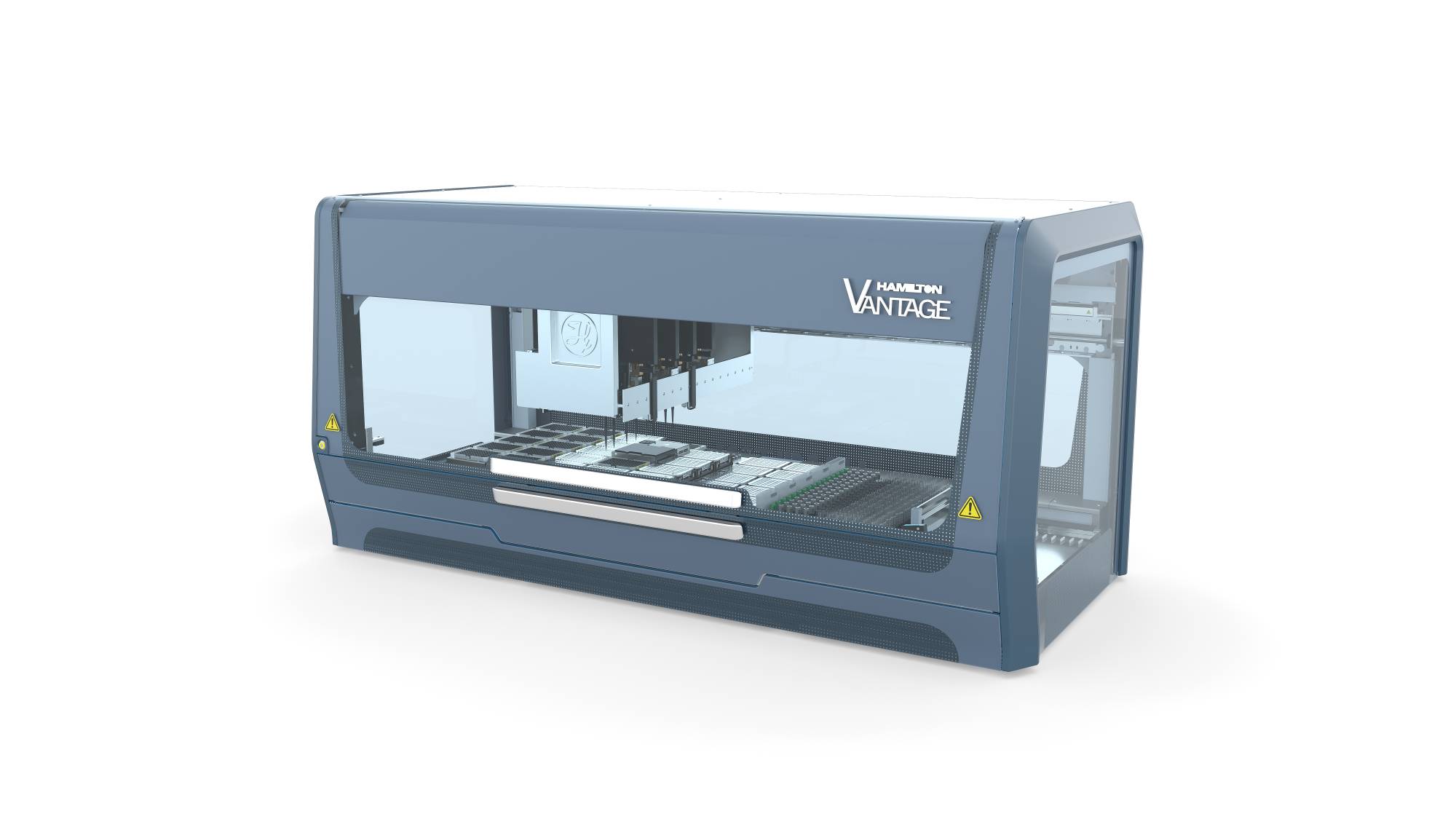
Mehr Proben in kürzerer Zeit ohne das Risiko von Fehlern oder Schwankungen – das ist das Versprechen, das Hamilton mit seinem Pipettierautomaten Microlab VANTAGE gibt.


Infos zum Anwender
Die global tätige Hamilton-Gruppe zählt zu den Technologieführern in den Bereichen Life Sciences, Medizintechnik, Laborautomation und Sample Management. Das Unternehmen entwickelt und produziert innovative Beatmungsgeräte, Pipettierroboter, Sensoren, Probenverwaltungssysteme sowie weitere Automationslösungen und Präzisionsinstrumente für Spitäler, Labore, Forschung und Industrie rund um den Globus. Aktuell beschäftigt die Gruppe weltweit ca. 3.000 Mitarbeiter, davon über die Hälfte in Bonaduz und Domat/Ems in der Schweiz. Weitere 15 Standorte befinden sich in Zürich, Basel, Rapperswil sowie in den USA, China, Rumänien und sieben weiteren Ländern Europas.
www.hamilton-medical.com
Aus Respekt wurde Faszination
Als ebenso kompetent beschreibt der Teamleiter die Service- und Anwendungstechniker: „Sowohl bei der Inbetriebnahme als auch bei der Einarbeitung überzeugte das Hermle-Team mit seinem Fachwissen und Können.“ Maschinenbediener Fadri Pitsch erzählt, dass er anfangs schon Respekt vor dem Roboter gehabt habe. „Nach der Einarbeitung ging es aber problemlos.“ Heute arbeitet er sehr gerne an der C 12 U – auch wegen des Roboters. „Die Technologie fasziniert“, schwärmt Pitsch.
Insgesamt arbeiten aktuell zwei CNC-Programmierer und vier Maschinenbediener an den neuen Anlagen, was an dem hohen Initialaufwand liege, wie Morell erklärt: „Wir haben extra die Manpower erhöht, damit wir möglichst schnell die Teile, die auf den drei vorherigen Maschinen gefertigt wurden, umprogrammieren und auf den neuen Bearbeitungszentren einfahren können.“ Hierbei geht es um 180 Werkstücke – 80 davon laufen schon auf der C 12 U, die restlichen 100 sollen bis Ende des Jahres immigriert sein. „Dann brauchen wir nur noch zwei Personenstunden für den 24-Stunden-Dauerlauf und können das volle Potenzial der automatisierten Anlagen ausschöpfen“, erklärt Morell abschließend. Wie hoch das ist, kann er nur schätzen und nennt eine Produktivitätssteigerung von 25 bis 30 Prozent im Vergleich zu den drei vorherigen Maschinen.
Teilen: · · Zur Merkliste