Wedco Tool Competence Wedco Drill: Das große Nichts
Das Ziel beim Bohren ist, das „große Nichts“ zu erzeugen, das Bohrloch: Um die Produktpalette von Wedco Tool Competence zu erweitern, hat der österreichische Werkzeughersteller die Produkt–Linie Wedco Drill überarbeitet. Dabei waren die wichtigsten zu erfüllenden Punkte im Pflichtenheft: Hohe Produktivität zu einem attraktiven Preis und das abgestimmt auf die ISO- Materialgruppen.

Die Bohrertypen WD3 = 3 x D und WD5 = 5 x D werden von Wedco mit und ohne IKZ angeboten.
Weitere Tipps zum Bohren
(h3)An- und Durchbohren
Kein Zentrieren notwendig. Wenn möglich, sollte der erste Millimeter mit gedritteltem Vorschub gebohrt werden. Falls man in einer Schräge oder in einem Radius austritt, ist auch hier eine Reduzierung auf ein Drittel der Vorschubwerte zu empfehlen.
(h3)Stotterbohren, Zyklusbohren usw.
Eine früher häufig angewandte Methode, die aber – wenn es sich vermeiden lässt – nicht zu empfehlen ist. Falls es trotzdem sein muss, dann nur 1,0 mm in der Z-Achse abheben.
Lösung: Wenn die Spanform (Kommaspan) in Ordnung ist, ohne Entspanzyklus und ohne Unterbrechung weiter bohren. Vorteil: Kürzere Zeit und weniger schwankende Temperaturen.
(h3)Ausbruch im Zentrum
Dies ist ein eindeutiges Zeichen für zu hohen Vorschub oder Vibrationen.
Lösung: Vorschub reduzieren und/oder Spannung des Werkstückes prüfen.
(h3)Zu schneller Verschleiß
Beim Übergang Hauptschneide/Fase entstehen die höchsten Temperaturen, die auf eine zu hohe Schnittgeschwindigkeit zurück zu führen ist.
Lösung: Reduktion der Schnittgeschwindigkeit.
(h3)Tiefbohren = Tiefer als 8 x D
Zu empfehlen ist das Setzen einer Startbohrung mit 2 bis 3 x D Bohrtiefe. Für diese Anwendung gibt es auch spezielle Pilotbohrer mit einer kombinierten Fase in den passenden Abmessungen. Danach mit einem Tieflochbohrer (mit 4 Führungsfasen) bei einer Drehzahl von n = 500 U/min einfädeln und erst dann mit den richtigen Schnittdaten starten. Am Ende der Bohrung Drehzahl auf n = 500 U/min reduzieren und mit vf = 2.000 mm/min abheben.
Die neu aufgelegte Produktpalette umfasst die Bohrertypen WD3 = 3 x D und WD5 = 5 x D mit und ohne IKZ, die Serie WD8 und WD12 wird ausschließlich mit IKZ angeboten und besitzen am Umfang einen vier Fasenschliff in Verbindung mit einer nachbehandelten Beschichtung bei der eine glattere Oberflächen zur besseren Spanabfuhr gewährleistet wird.
Durchmesserbereiche von 1,0 bis 16 mm mit 0,1 mm Unterteilung sind in diesem Programm ab Lager in Wien verfügbar. Die derzeitige Serie U (universal) ist für die Werkstoffgruppen P – M – K und S einsetzbar. Weitere Ausführungen für die Werkstoffgruppe N sind in der Entwicklung.
Bei der Neuentwicklung hat Wedco hauseigenen Testcenter ausführlichen Bohrversuche durchgeführt und dabei unterschiedliche Bohreranschnitte mit unterschiedlichem Winkel und unterschiedlichen Schutzfasen getestet und analysiert. „Nach diesen ausführlichen Tests sind wir zu wesentlichen Erkenntnissen gekommen, die wir in das neue Programm einfließen lassen konnten, um damit sowohl Standzeiten als auch Prozesssicherheit zu steigern. Letzteres ist beim Bohrvorgang eine ganz wesentliche Komponente für höchste Produktivität", erklärt Horst Payr, Technische Leitung und Leitung F&E bei Wedco Tool Competence.

Die Bohertypen WD8 und WD12 werden ausschließlich mit IKZ angeboten.
Effizientes und ökonomisches Bohren
Von allen Zerspanungsarten ist das Bohren das am häufigsten verwendete. „Ein Bohrer ist prinzipiell nichts anderes, als ein Werkzeug, das durch Zerspanen kreisrunde Löcher erzeugt. Dieses Verfahren zählt bei den Fertigungsverfahren durch eine definierten Schneide zu den Trennverfahren mit geometrisch bestimmter Schneide", geht Payr ins Detail. Ein gewöhnlicher Bohrer weist an der Spitze zwei Schneiden auf, die von dem zu bearbeitenden Material je einen Span abnehmen. Die Späne werden durch seitliche, wendelförmig eingearbeitete Nuten entgegen der Vorschubrichtung aus dem entstandenen Bohrloch heraus geleitet. Die Späne müssen so beschaffen sein, dass sie problemlos aus der Bohrung abgeleitet werden können. Der Kühlschmierstoff (KSS) spielt hier ebenso eine wesentliche Rolle.
Der KSS soll die Reibung verringern und die beim Bohren entstehende Wärme und anfallende Späne abführen. Durch den Kühlschmierstoff verlängert sich die Standzeit und die Oberflächengüte der erzeugten Bohrung wird verbessert. Öl wäre hier das optimale Medium, ist aber durch dessen hohen Kosten selten im Einsatz. Meist wird Kühlschmierstoff mit einem Emulsionsanteil von 4 bis 6 % eingesetzt. Die Menge und der Druck sollten sorgfältig geprüft werden. Als Faustregel kann man die gleiche Litermenge pro Minute entsprechend dem Durchmesser des Bohrers in mm annehmen. So sollte bei einem Ø 10 mm Bohrer eine Kühlschmierstoffmenge von ca. 10 l/min an der Schneide zur Verfügung stehen. „Zur vereinfachten Ermittlung der zur Verfügung stehenden Kühlschmierstoffmenge stellt man einen Behälter unter das Bohrwerkzeug und ermittelt so die Durchflussmenge pro Minute. Dies ist noch immer die sicherste Methode zur Feststellung der am Bohrer Ende ankommenden Menge – je mehr desto besser", stellt Payr fest. Der KSS hat also beim Bohren drei Aufgaben: Ausspülen der Späne, Abfuhr der durch das Zerspanen entstandenen Reibungswärme und Verringerung der Reibung zwischen Bohrer und Werkstück.
Der richtige Einsatz von Kühlschmierstoff (KSS) spielt bei der Bohrungsbearbeitung ein wesentliche Rolle.
Was soll/darf eine Bohrung kosten?
Aufgabenstellung: Erstellung einer Ø 6 mm Bohrung, 30 mm tief = 5 x D mit IKZ, Bohrer kostet brutto EUR 34,-. Zu erwartender Mindest-Standweg von 50 m = 50.000 mm : 30 mm = 1.666 Bohrungen bis zum Standzeitende. D.h. EUR 34,- / 1.666 Bohrungen = EUR 0,02. Das heißt, eine Bohrung darf maximal zwei Cent an Werkzeugkosten ergeben. Wenn man nun noch Nachschleifen und Beschichten mit einrechnet – und dadurch wieder einen neuwertigen Bohrer erhält – kann man diese Kosten weiter reduzieren und dadurch eine noch kostengünstigere Bohrbearbeitung erzielen.
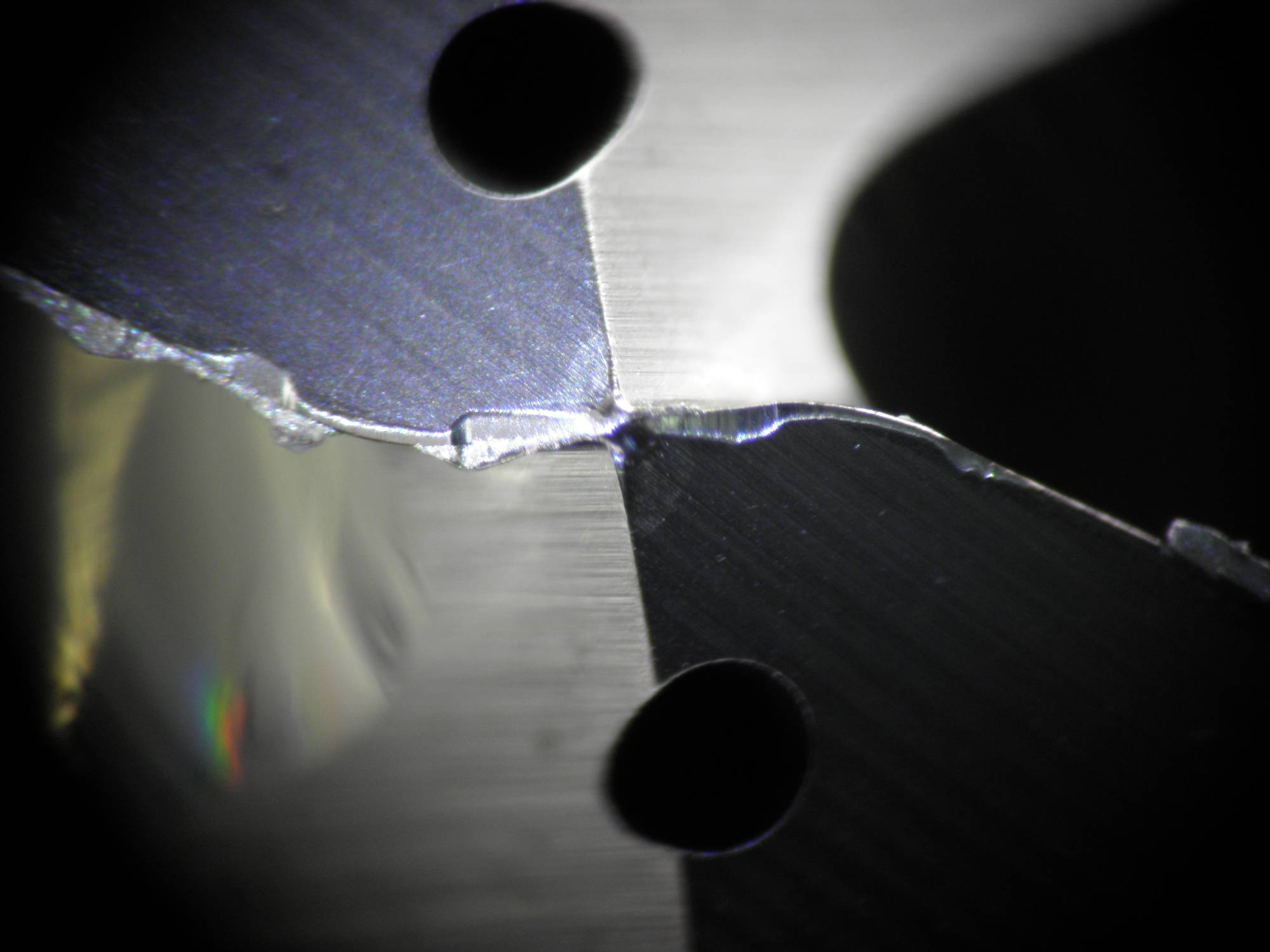
Ausbrüche im Zentrum der Schneide sind eindeutige Merkmale eines für zu hohen Vorschub oder von Vibrationen.

Beim Übergang Hauptschneide/Fase entstehen die höchsten Temperaturen, die oft auf eine zu hohe Schnittgeschwindigkeit zurück zu führen ist.
Rundlauf und Spannkraft
„Auch der Rundlauf und eine entsprechende Haltekraft sind wesentliche Faktoren. Prüfen Sie den eingespannten Bohrer mit Aufnahme auf den radialen Rundlauf. Sollte der Wert über 0,01 mm auf der Rund-Fase gemessen sein, kann sich der Standweg um 50 % (!) reduzieren", warntPayr. Bei zu geringer Haltekraft bei der Spannung im Spannmittel besteht die Gefahr, dass der Bohrer kurzzeitig stehen bleibt und bei weiterführender Vorschubbewegung sofort zu Bruch geht.
Durch die Verwendung von hochpräziser Spannfutter, die eine garantierte Rundlaufgenauigkeit unter 0,005 mm und ausreichende Spannkraft garantieren, können trotz erhöhter Investitionskosten, die laufenden Kosten weiter reduziert werden. „Eine professionelle Lösung bietet Wedco mit dem Nikken Multilock oder Major Dream-Spannfutter mit Vibrationsdämpfung", weiß Payr und ergänzt: „Das Nikken Multilock Spannfutter BT40-SK16-60 erzielt bei einem Schaftdurchmesser von 12 mm eine Spannkraft von 160 Nm. Im Vergleich zu einem handelsüblichen Spannzangenfutter (80 Nm) ist die Spannkraft also doppelt so hoch."
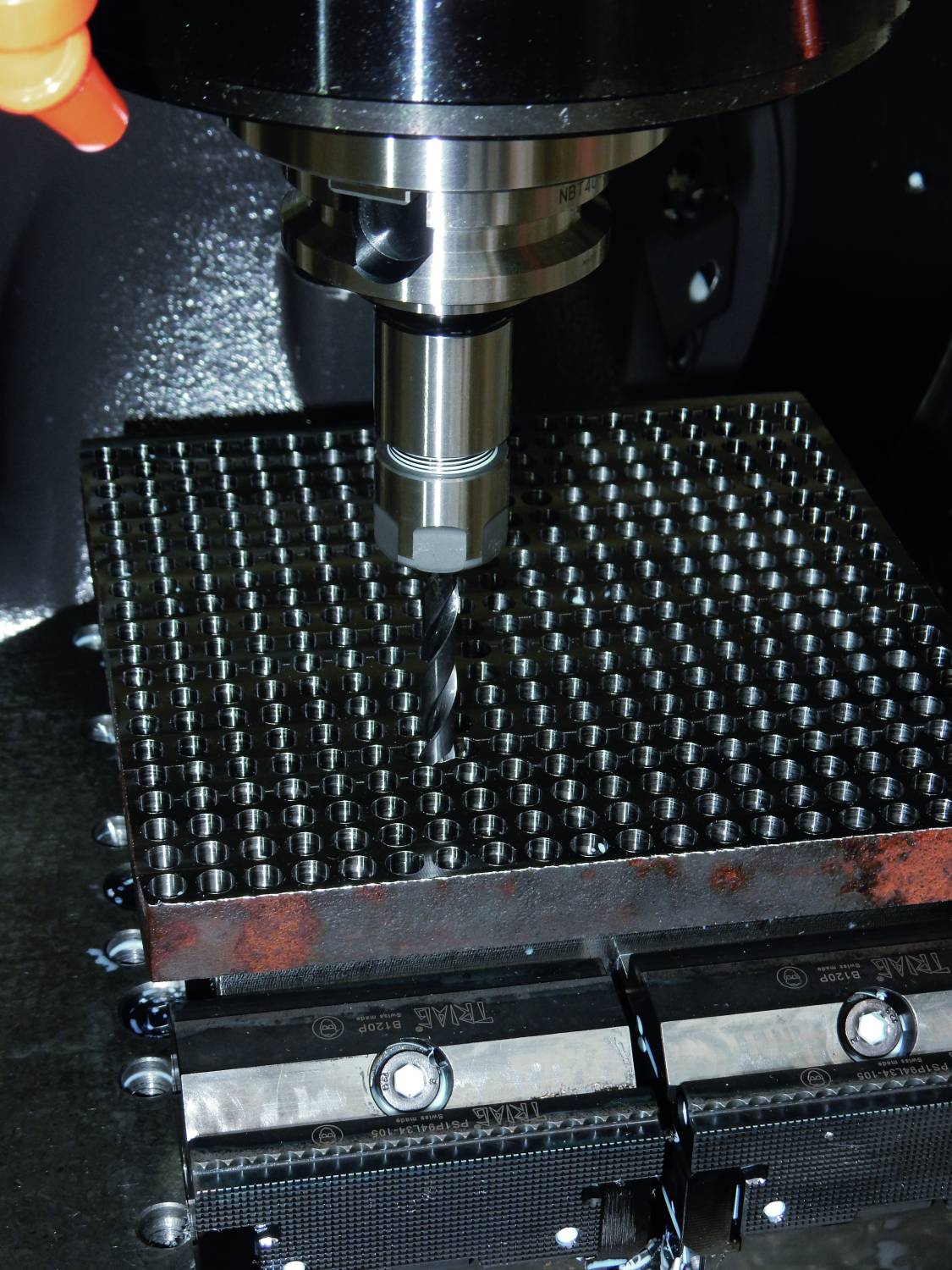
Von allen Zerspanungsarten ist das Bohren das am häufigsten verwendete und daher auch ein wesentlicher Faktor der Werkzeugkosten.

Bei der Neuentwicklung hat Wedco im hauseigenen Testcenter ausführlichen Bohrversuche durchgeführt und dabei unterschiedliche Bohreranschnitte mit unterschiedlichem Winkel und unterschiedlichen Schutzfasen getestet. Dabei liefert die Yasda I40 geliefert über TECNO.team optimale Voraussetzungen für eine gleichbleibende Genauigkiet und hochpräzise Analyse.
Span als Indikator
Die Qualität der Späne sind sehr gute Indikatoren, um über den Zustand eines Bohrers Bescheid zu erhalten. „Da man im Vergleich zum Drehen oder Fräsen das Werkzeug nicht im Einsatz sieht, hilft ein Griff unter den Späne-Förderer zur Entnahme einer Hand voll „frischer“ Späne. Hier erfährt man sehr viel über den Zustand des Bohrers und über die Prozesssicherheit", so Payr. Wichtig sind kurze Späne. Beim Auftreten von längeren Spänen oder einem langen Wendelspan ist sofort zu stoppen, da es zu einem Spänestau kommen kann und in weiterer Folge zum Bohrerbruch.
Mit der neuen Bohrerlinie Wedco Drill und kompetentem Prozess-Know-how bietet Wedco bestmögliche Voraussetzungen, um eben das „große Nichts" wirtschaftlich herstellen zu können.
Teilen: · · Zur Merkliste