anwenderreportage
Moldino Tool Engineering HGOR: Fräsen, wo andere abwinken
Präzisionswerkzeuge von MMC Hitachi Tool bei Lefo Formenbau: Hochverschleißfeste Werkstoffe wie Ferro Titanit U oder Böhler M340 gewinnen beim Kunststoffspritzen immer mehr an Bedeutung. Die Lefo Formenbau Technologie GmbH in Stockach am Bodensee hat gemeinsam mit MMC Hitachi Tool Bearbeitungsstrategien entwickelt, die zeigen, dass sich auch schwierig zerspanbare Materialien mit hochwertigen Vollhartmetall-Fräsern wirtschaftlich schruppen und bis auf Fertigmaß schlichten lassen. Autor: Theo Drechsel / Freier Redakteur

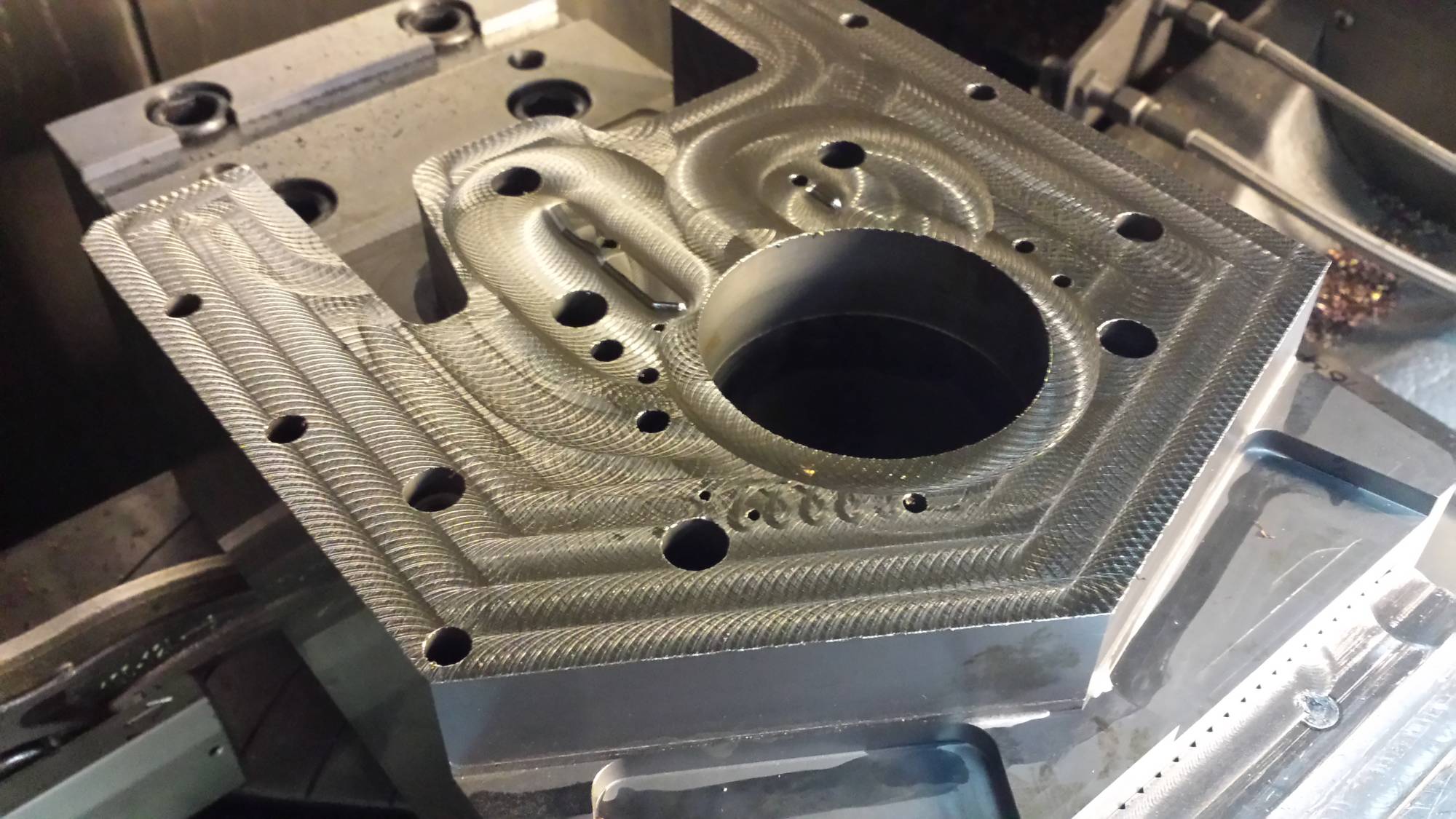
Ein mit MMC Hitachi Tool-Fräsern auf Endmaß geschlichteter Formeinsatz.

Holger Kieninger
Geschäftsführer Lefo Formenbau
„Ohne die Unterstützung durch MMC Hitachi Tool hätten wir beim Fräsen von Ferro Titanit U oder Böhler M340 nicht so schnell dieses hohe Niveau erreicht.“
„Unser Know-how ist vor allem gefragt, wenn es um Werkzeuge für komplexe Teile geht. Dies erfordert eine Menge Wissen und Erfahrung, weshalb wir etwa 50 Prozent der Werkzeuge bei uns im Haus konstruieren”, erläutert Holger Kieninger, Geschäftsführer von Lefo Formenbau. „Zusätzlich bieten wir ein umfangreiches Servicepaket an, das von der Hilfestellung bei der Produktentwicklung über die rheologische Analyse bis hin zum Prototypenbau und Abmusterung alles abdeckt, was der Kunde für einen erfolgreichen Serienstart benötigt.“ Als sehr wichtig für den Projekterfolg sieht man bei Lefo auch die enge Zusammenarbeit mit Technologiepartnern an, nicht zuletzt bei Präzisionswerkzeugen.
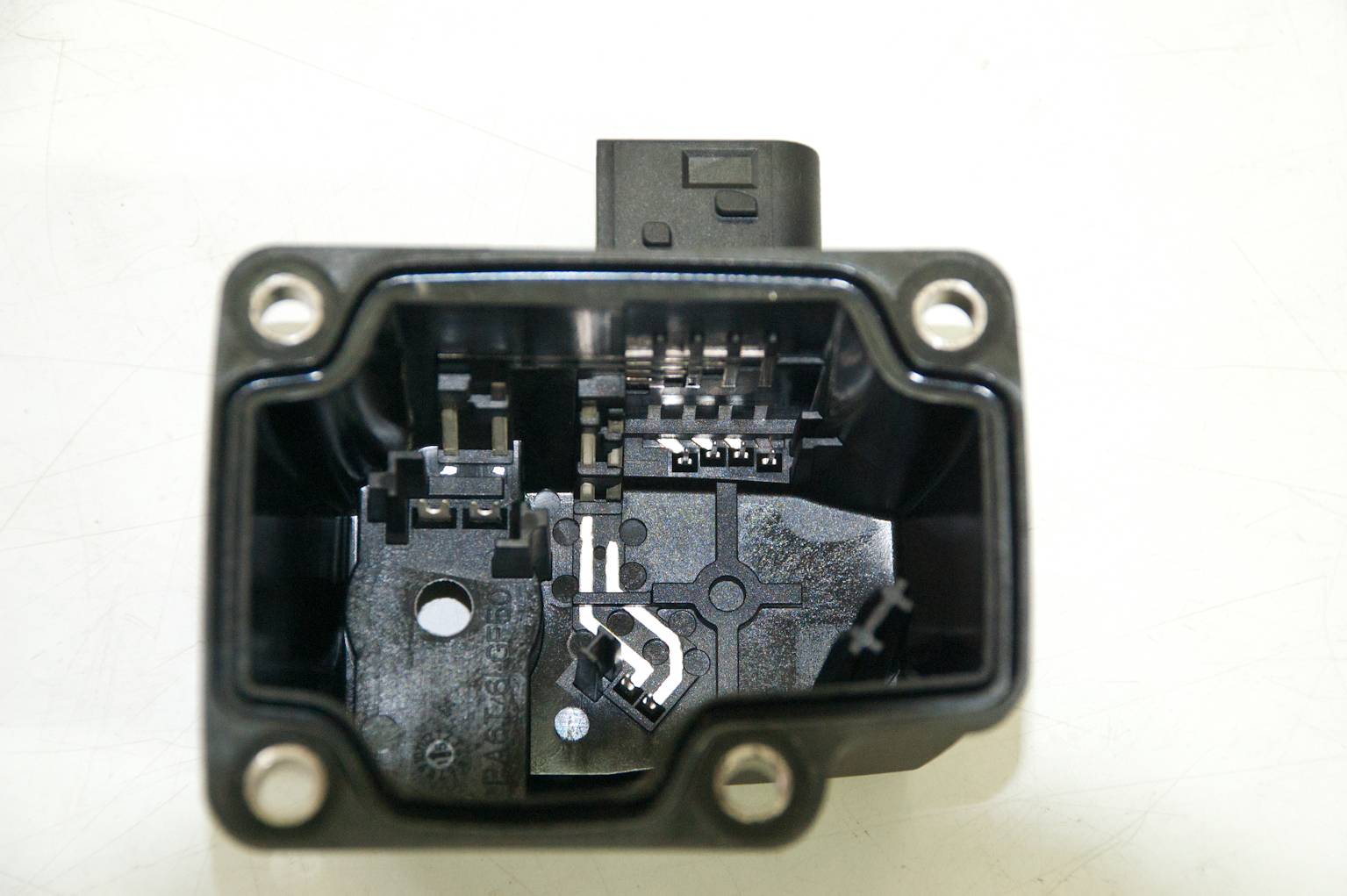
So auch im Fall eines Mehrkomponentenwerkzeugs zur Umspritzung von Blechpaketen, das als Frästeil auf der 5-achsigen Hermle C40 U bearbeitet werden sollte. In das Werkzeug, das zur Produktion von Rotoren und Statoren von Elektromotoren dient, werden außerdem Magnete eingelegt. Dies erforderte natürlich Formen aus einem Werkstoff, der nicht magnetisch ist – sonst hätte es ein Problem gegeben. Darum hat sich Lefo bei diesem Werkzeug für den nichtmagnetisierbaren Werkstoff Ferro Titanit U entschieden. Bei den ersten Versuchen, dieses mit 48 bis 53 HRC nicht besonders harte, aber dank seines Titankarbid- und Austenitgefüges verschleißfeste Material zu fräsen, kam es allerdings immer wieder zu Werkzeugproblemen, die hauptsächlich auf die sehr schnell verschleißenden Schneiden zurückzuführen waren.

Werkzeuge von Lefo kommen in zahlreichen Branchen zum Einsatz: Vor allem bei der Metallumspritzung sowie bei der Mehrfarben- und Mehrkomponententechnik ist das Know-how aus Stockach gefragt.


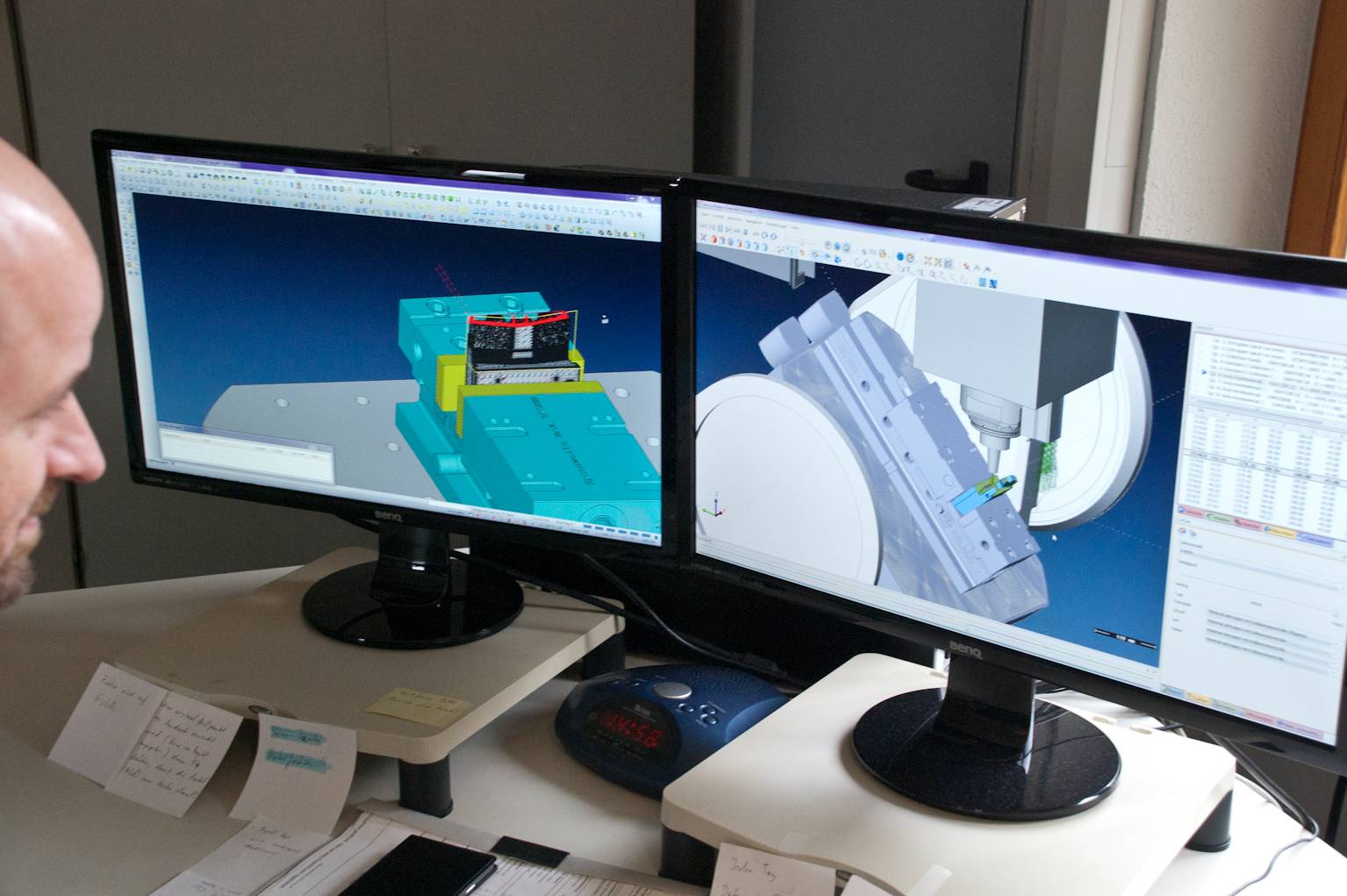
Für hohe Qualität gepaart mit kurzen Durchlaufzeiten trägt bei Lefo auch die effiziente CAM-Infrastruktur mit insgesamt fünf NC-Programmierplätzen bei, an denen das 3D-CAM-System VISI Machining installiert ist.

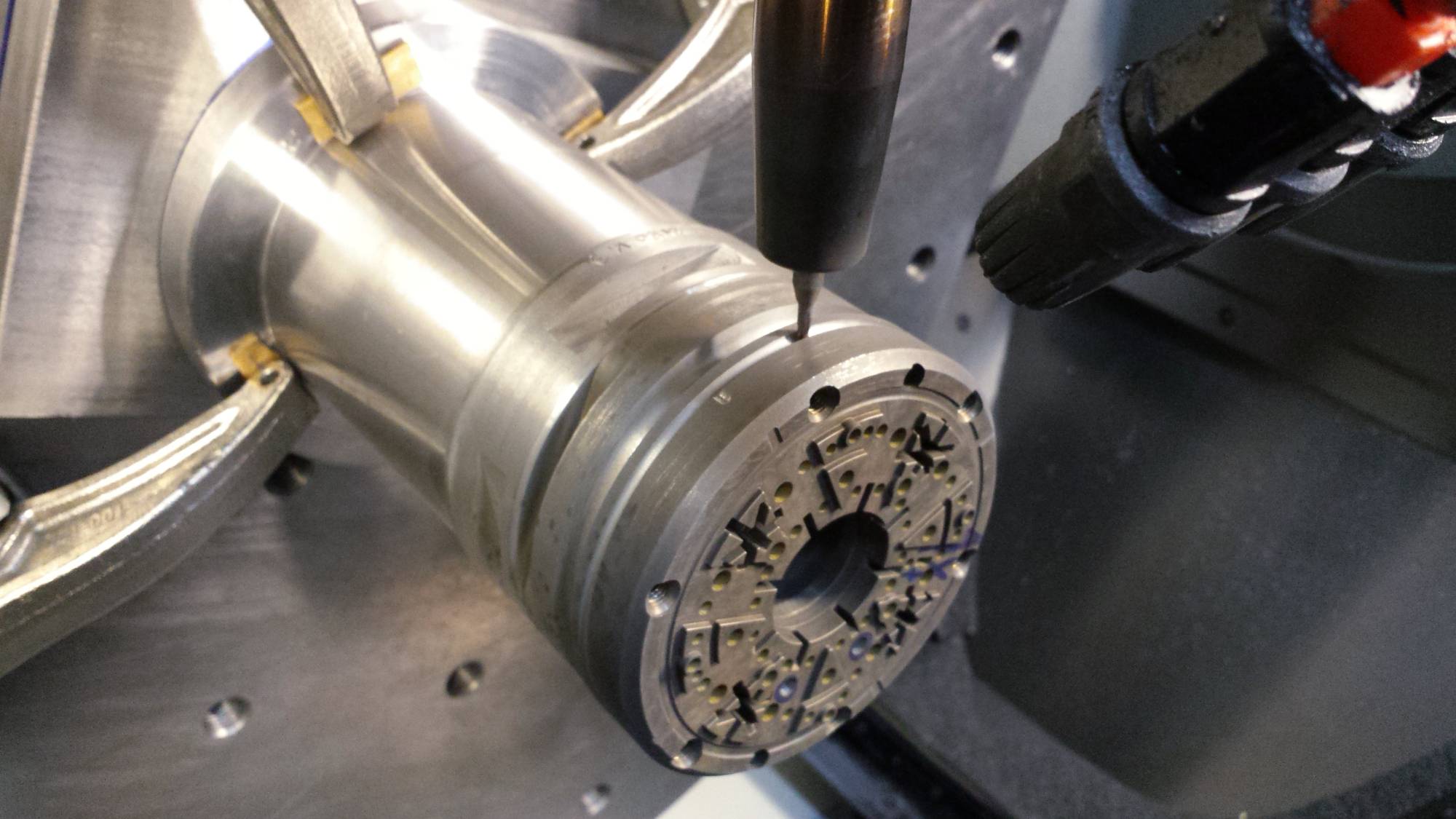
Das Mehrkomponentenwerkzeug aus Ferro Titanit U zur Umspritzung von Blechpaketen mit eingelegten Magnetteilen, gespannt auf der 5-achsigen Hermle C40U, wird mit VHM-Werkzeugen von MMC Hitachi Tool prozesssicher bearbeitet.
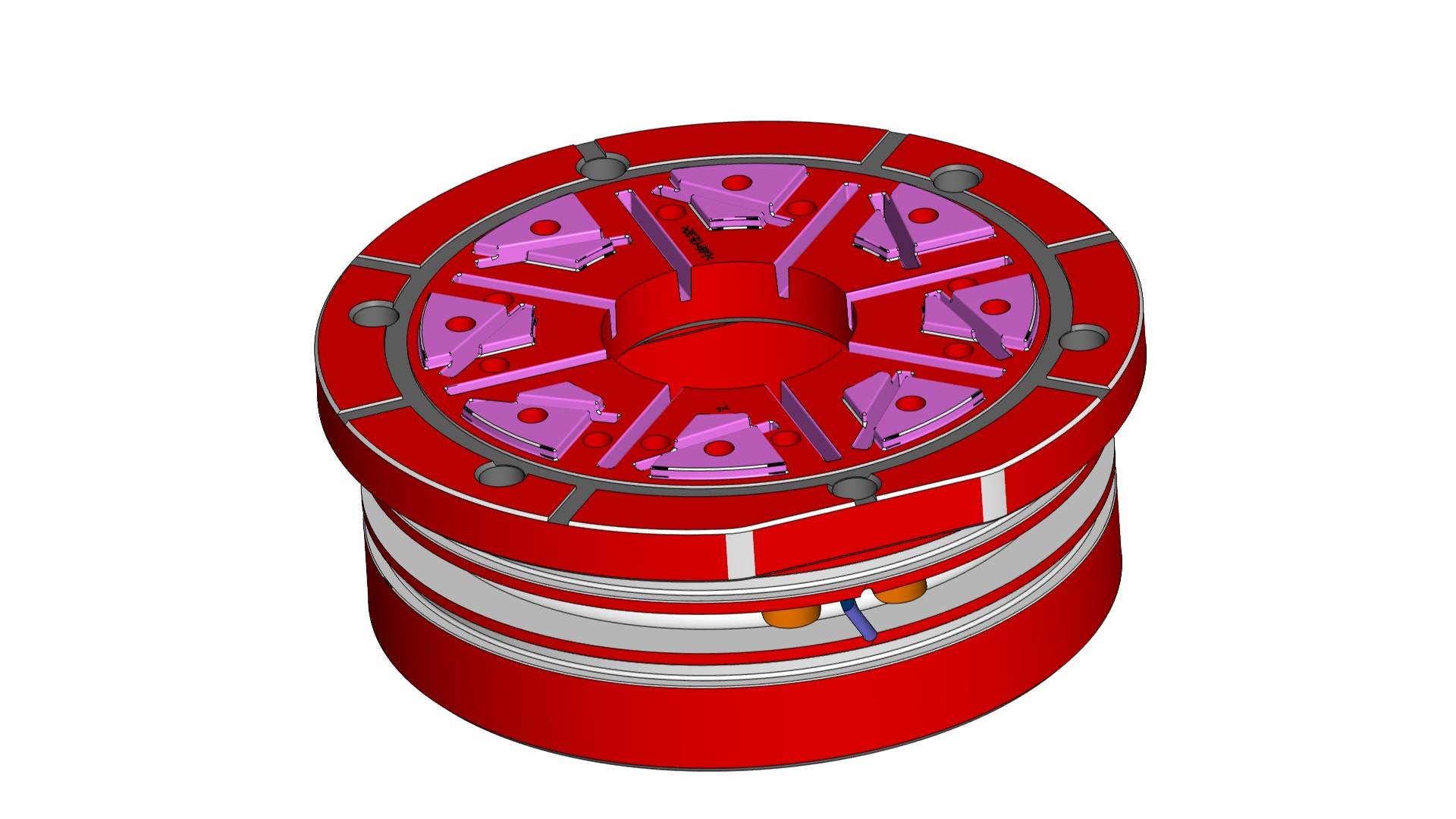
Ober- und Unterseite des Mehrkomponentenwerkzeugs aus Ferro Titanit U als CAD-Modell.

Mit Werkzeugen aus Ferro Titanit U produzierter Rotor und Stator für einen Elektromotor – fertig zum Einbau.

Die 5-achsige Hermle C40U, auf der die Formeinsätze aus Ferro Titanit U und Böhler M340 komplett bearbeitet beziehungsweise geschlichtet wurden.

Patrick Bach
Leiter Zerspanung bei Lefo Formenbau
„Wir haben festgestellt, dass die Fräser der Evolution-Serie deutlich länger halten und das bisher schon sehr ordentliche Bearbeitungsergebnis noch besser geworden ist.“
Überzeugendes Ergebnis
Deshalb setzte sich der Formenbauer mit MMC Hitachi Tool in Verbindung. Denn schon seit vielen Jahren vertraut Lefo beim Fräsen mit VHM-Werkzeugen auf die hohe Qualität des japanischen Herstellers. Heraus kam dann ein Ergebnis, das alle überzeugte: Das Werkstück wurde mit nur zwei Torus- und zwei Kugelfräsern komplett geschruppt, dem HGOR in den Durchmessern 10 und 12 mm sowie dem HGOB in den Durchmessern 4,0 und 6,0 mm. Bei den Schlichtwerkzeugen wurden ebenfalls vier Torus- und Kugelfräser mit den selben Durchmessern verwendet, ergänzt durch den PN-beschichteten Torusfräser EPSM-CR, der in den Durchmessern 3, 4 und 6 mm und mit Eckenradien R 0,2 und R 0,5 mm vor allem beim hochpräzisen Fertigschlichten der Innenkonturen zum Einsatz kam.
Sowohl beim Schruppen als auch beim Schlichten wurde mit 10 mm Tiefenzustellung und 2,4 mm Seitenzustellung gefräst, bei sehr moderater Schnittgeschwindigkeit von 15 m/min. Denn Lefo machte bei den Versuchen schnell die Erfahrung, dass sich eine höhere Schnittgeschwindigkeit sofort negativ auf die Prozesssicherheit auswirkt. Schließlich besitzt Ferro-Titanit U gegenüber Werkzeugstahl mehr als doppelt so viele Karbide. „Neben Chromkarbiden sind es vor allem die superharten Titankarbide, die sich gegenüber den Werkzeugschneiden als echte Standzeitkiller erweisen. Wenn man aber einmal weiß, wie es geht, ist die prozesssichere Bearbeitung von Ferro-Titanit U problemlos möglich. Voraussetzung ist allerdings die Verwendung von Hochleistungswerkzeugen wie die von MMC Hitachi Tool“, betont Holger Kieninger. Dank exakt abgestimmter Schneidengeometrien, speziellem Feinstkornsubstrat, niedrigster Fertigungstoleranzen und in Verbindung mit den MMC Hitachi Tool-eigenen nanokristallinen PVD-Beschichtungen TH45+ und TH60+ (ATH) lassen sich mit diesen VHM-Fräsern laut Kieninger sogar bis zu 72 HRC gehärtete Kalt- und Warmarbeitsstähle ebenso prozesssicher bearbeiten wie pulvermetallurgische Spezialitäten à la Ferro-Titanit.
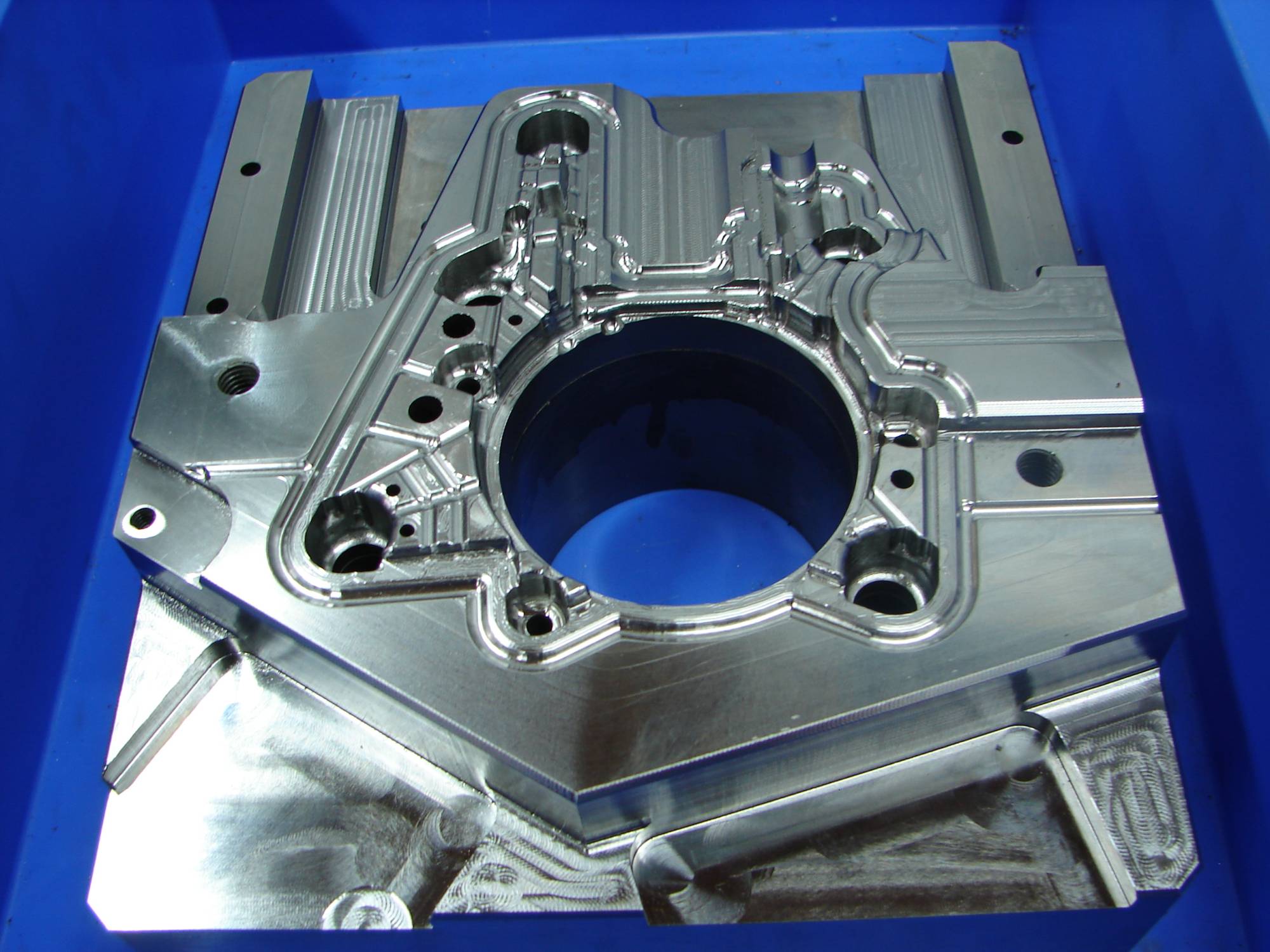

Der geschruppte sowie der fertig geschlichtete Formeinsatz aus Böhler M340: Die Bearbeitungszeit betrug 21 Stunden, davon sieben Stunden zum Schruppen.

Lefo beliefert zahlreichen Kunden, hauptsächlich in Deutschland, aber auch im europäischen Ausland, in den USA, in Mexiko sowie in Japan.


Infos zum Anwender
2015 war für die 1972 gegründete Lefo Formenbau Technologie GmbH mit einem Umsatz von über fünf Millionen Euro das bisher beste Jahr in der Unternehmensgeschichte. Die Stärken des in Stockach am Bodensee beheimateten Formenbauers liegen vor allem bei der Metallumspritzung sowie bei der Mehrfarben- und Mehrkomponententechnik. Die Kunden kommen hauptsächlich aus dem Automotive-Bereich, aber auch aus Branchen wie Konsumgüter, Medizintechnik oder der Elektroindustrie.
www.lefo-formenbau.de
Technologisches Neuland erschlossen
Aber auch die Fertigungskosten sind dank der höheren Standzeit der Werkzeuge gesunken. Denn der Nachteil von VHM-Fräsern, dass deren hohe Präzision – vor allem bei harten Werkstoffen – oft mit niedriger Standzeit erkauft wird, ist bekannt. Dieses Problem ist laut MMC Hitachi Tool mit der Evolution-Reihe aufgrund neuer Schneidengeometrien, neuem Feinstkornsubstrat und ebenfalls neuer ATH-Beschichtung (TH60+) weitgehend beseitigt worden. Hinzu kommt, dass die Werkzeuge der Evolution-Serie gegenüber den vergleichbaren Typen, die Lefo bisher von MMC Hitachi Tool bezogen hat, zum Teil deutlich weniger kosten. „Die gute Zusammenarbeit mit MMC Hitachi Tool hat stark dazu beigetragen, dass wir technologisches Neuland und damit neue Geschäftsfelder weitgehend ohne größere Risiken erschließen konnten”, zieht Holger Kieninger ein positives Fazit. „So haben wir uns beim Umspritzen von Blechpaketen mit magnetischen Teilen inzwischen eine führende Position erarbeitet.“
Teilen: · · Zur Merkliste