anwenderreportage
Kennametal HARVI I TE: Hochproduktives Zirkularfräsen
Die Zern.at Industrieholding ist ein kleines, aber konzernartig organisiertes Unternehmen, innerhalb dessen sich die Zern.at CNC Technik GmbH auf die auftragsbezogene Fertigung von Dreh- und Frästeilen konzentriert. Zum Erstellen von Durchgangsbohrungen in Gelenksflanschen für Baumaschinen verwendete das Unternehmen bereits bisher ein Werkzeug von Kennametal. Der Umstieg auf den innovativen, flexiblen Hochleistungs-VHM-Fräser HARVI I TE für das Setzen der zugehörigen Flachsenkungen verbesserte die Laufruhe erheblich und reduzierte den Zeitaufwand um rund eine Minute pro Bohrung.
Durch den Umstieg auf das Vollhartmetallfräswerkzeug HARVI I TE von Kennametal kann Zern.at die Senkung für Gelenkflansche um eine Minute pro Bohrung schneller fräsen.
Shortcut
Aufgabenstellung: Fräsen von Flachsenkungen in Brennschnittteile aus Feinkornbaustahl S690QL.
Lösung: Hochleistungs-VHM-Schaftfräser HARVI I TE von Kennametal.
Nutzen: Deutlich gesteigerte Produktivität bei stark verbesserter Laufruhe.
Es gibt Kleinunternehmen und Großkonzerne. Mit Kompetenz in neun Sparten hat die Zern.at Industries Holding GmbH (Zern.at) in Bischofshofen (Salzburg) etwas von beiden. Erste Produkte waren im Jahr 2000 Wasserkühlsysteme zur Steigerung der Prozessorleistung von PCs, die Gründer und Eigentümer Manfred Berger als Konstrukteur und Gamer nicht zufriedenstellte. Das Unternehmen erwarb 2003 seine erste CNC-Maschine, 2007 den ersten professionellen 3D-Drucker und verfügt mittlerweile über einen beeindruckenden Maschinenpark mit Dreh- und Fräszentren aller Größen von verschiedenen renommierten Herstellern.
Dieser Maschinenpark ist ebenso wie die hauptsächlich über Praktika rekrutierten HTL-Mitarbeiter keinem der Teilunternehmen fix zugeordnet. Diese sind im Rapid Prototyping aktiv, entwickeln und produzieren Konsumprodukte, Ladungsträger für die Industrie und kundenspezifische Hightech-Baugruppen sowie bleifreie Jagdmunition, handeln mit Maschinen und Werkzeugen und entwickeln eine Technologie für die Additive Fertigung von Stahl-Großteilen sowie einen eigenen Business Park.
Hochproduktives Zirkular-Fräsen mit dem HARVI I TE.

Jasmin Kadić
Geschäftsführer der Zern.at CNC Technik GmbH
„Der HARVI I TE vereint tatsächlich drei Werkzeuge in einem. Wir können damit die Senkung um eine Minute pro Bohrung schneller fräsen.“
Partnerschaftliche Auftragsfertigung
Die Zern.at CNC Technik GmbH konzentriert sich auf die Fertigung von Dreh- und Frästeilen im Auftrag ihrer Konzernschwestern oder von externen Auftraggebern. Zu diesen gehört neben Unternehmen aus der Sport- und Medizingerätebranche seit langem auch das nahe gelegene Werk eines deutschen Baumaschinenherstellers. „Neben unserer sprichwörtlichen Termintreue schätzen unsere Auftraggeber die partnerschaftliche Herangehensweise an ihre Problemstellungen“, sagt Manfred Berger. „In enger Zusammenarbeit mit unseren Kunden schlagen wir konstruktive Optimierungen vor und übernehmen in vielen Fällen auch große Teile der Konstruktion selbst.“
In Losen von einigen Dutzend Stück fertigt Zern.at beispielsweise Gelenkflansche für sehr große Baumaschinen. Bei den Rohlingen handelt es sich um Brennschnitteile aus dem schweißbaren, hochfesten Feinkornbaustahl S690QL. Das Material ist in Relation zu seinem Gewicht sehr belastbar und daher besonders für hoch belastete Bauteile populär.

Über den Zeitgewinn durch die erfolgreiche Werkzeugumstellung auf den innovativen VHM-Fräser freut sich Jasmin Kadić, Geschäftsführer der Zern.at CNC Technik GmbH (links) mit Patrick Seiberl, Technischer Vertrieb bei Kennametal.

Patrick Seiberl
Technischer Vertrieb bei Kennametal
„Der Hochleistungs-Schaftfräser HARVI I TE ist ein flexibler Alleskönner und eignet sich für die Bearbeitung von Stahl, rostfreiem Stahl, Gusseisen und Hochtemperaturlegierungen mit außergewöhnlich hohen Vorschüben.“
Bohrungen mit Stufen
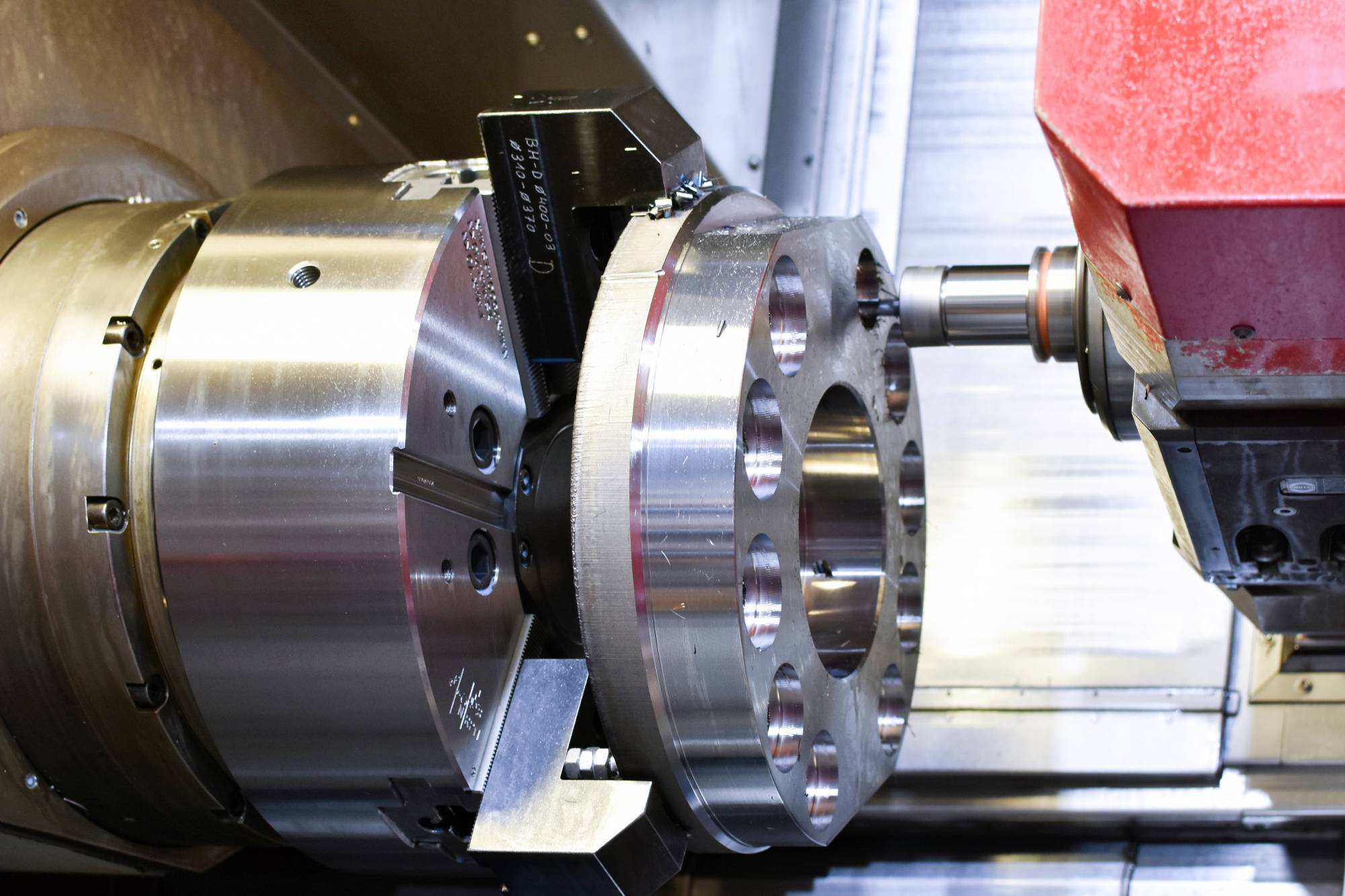
Die Bearbeitung erfolgt in einer Aufspannung auf einem CNC-Dreh-Fräszentrum Emco Hyperturn 110 mit Haupt- und Gegenspindel. „Mit den bisher eingesetzten Werkzeugen mussten wir rund eine halbe Stunde Laufzeit veranschlagen“, erklärt Jasmin Kadić, Geschäftsführer der ZERN.at CNC Technik GmbH. „Ein Großteil dieser Bearbeitungszeit wird für das Herstellen von zehn Durchgangsbohrungen mit Flachsenkung benötigt.“
Die Kernbohrungen erstellt Zern.at mit einem Wendeschneidplatten-Kurzlochbohrer Drill Fix DFT von Kennametal. „Die vielseitige Werkzeuglösung ist mit Durchmessern von 24 bis 82 mm in verschiedenen Längen, Wendeschneidplatten-Geometrien und -Sorten erhältlich“, erläutert Patrick Seiberl, Technischer Vertrieb bei Kennametal. „Die hervorragenden Zentriereigenschaften der DFT Trigon-Wendeschneidplatten mit drei Schneidkanten sorgen für ausgewogene Schnittkräfte und ermöglichen bei hohem Zerspanungsvolumen eine lange Lebensdauer des Werkzeugkörpers.“

Der Hochleistungs-Schaftfräser HARVI I TE eignet sich für die Bearbeitung von Stahl, rostfreiem Stahl, Gusseisen und Hochtemperaturlegierungen mit außergewöhnlich hohen Vorschubwerten.
Infos zum Anwender
Die Zern.at CNC Technik GmbH produziert am Standort Bischofshofen Dreh- und Frästeile bis Ø 1.000 bzw. 800 x 2.000 mm. Zu den Kunden gehören Hersteller von Medizin- und Sportgeräten ebenso wie von Baumaschinen. Das Unternehmen ist Teil der Zern.at Industries Holding. Mit neun Sparten ist die Unternehmensgruppe im Rapid Prototyping aktiv, entwickelt und produziert Konsumprodukte, Ladungsträger für die Industrie und kundenspezifische Hightech-Baugruppen sowie bleifreie Jagdmunition, handelt mit Maschinen und Werkzeugen, entwickelt eine Technologie für die Additive Fertigung von Stahl-Großteilen und hat einen eigenen Business Park.
Multifunktions-VHM-Fräser
Das Werkzeugspektrum des auf Schneidwerkzeuge aus Hartmetall spezialisierten amerikanischen Herstellers ist jedoch keineswegs auf Wendeplattensysteme beschränkt. Kennametal entwickelt neben anwendungsspezifischen Spezialwerkzeugen für seine Kernmärkte auch immer mehr Produkte mit hoher Flexibilität des Einsatzes. Diese sollen vor allem Unternehmen in kleinteilig strukturierten Märkten – etwa Lohnfertigern – Produktivitätsgewinne ermöglichen.
Zu diesen gehört unter anderem der Hochleistungs-Schaftfräser HARVI I TE. „Der flexible Alleskönner ist unsere Wunderwaffe unter den Vollhartmetallfräsern“, betont Patrick Seiberl. „Er eignet sich für die Bearbeitung von Stahl, rostfreiem Stahl, Gusseisen und Hochtemperaturlegierungen mit außergewöhnlich hohen Vorschüben.“ Der vierschneidige Hochleistungs-Schaftfräser ermöglicht das Schruppen und Schlichten mit nur einem Werkzeug und ist für eine Vielzahl unterschiedlicher Bearbeitungen verwendbar. Zu diesen gehören Nuten, Schulterfräsen, Bohren, Helixfräsen und dynamisches Fräsen sowie Eintauchfräsen einschließlich Schrägeintauchen.

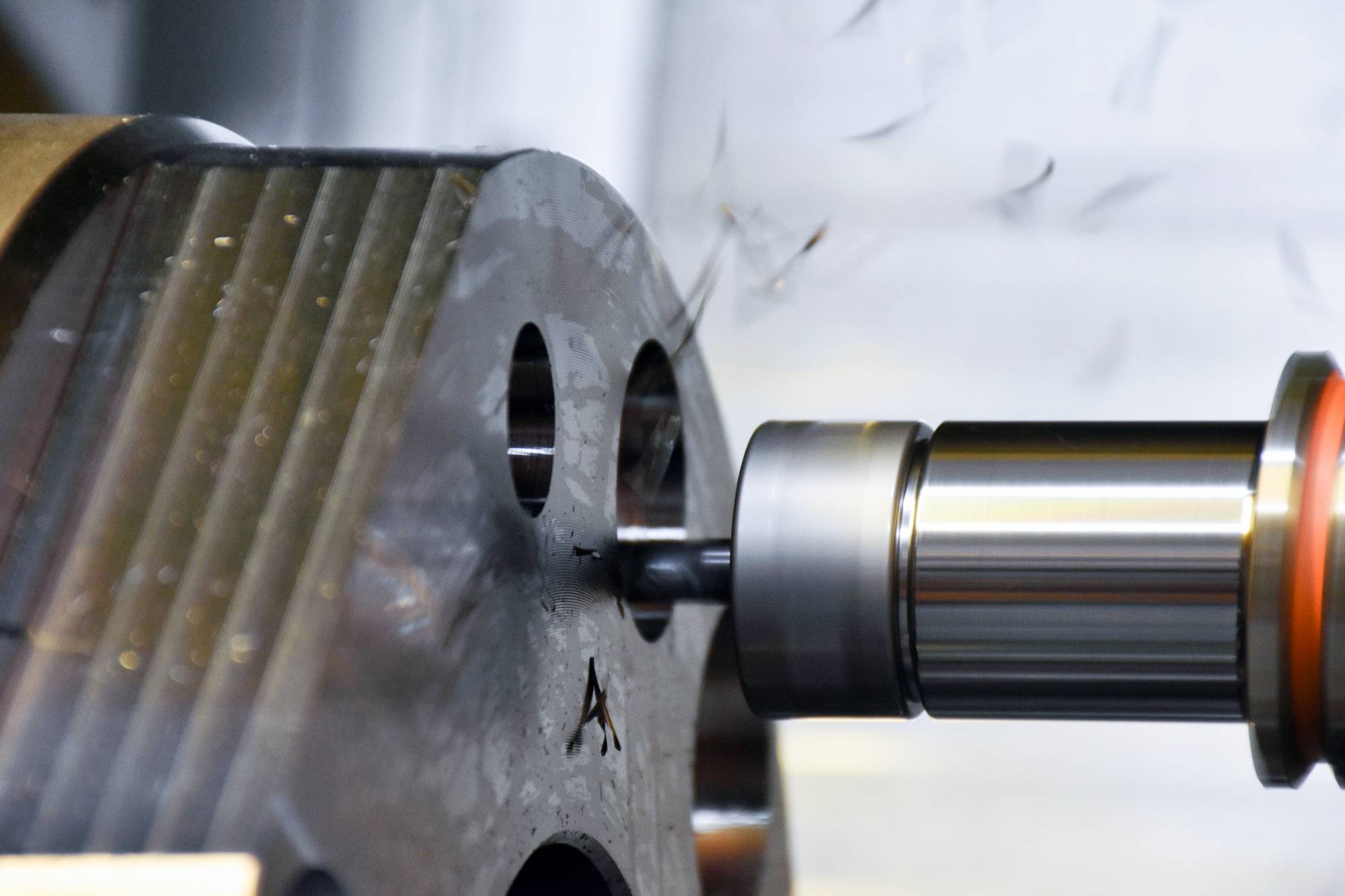
Aus hochfestem Feinkornbaustahl S690QL fertigt Zern.at Gelenkflansche für schwere Baumaschinen und setzt die zehn Durchgangsbohrungen mit einem Wendeschneidplatten-Kurzlochbohrer Drill Fix DFT von Kennametal.
Patentierte Besonderheiten
Seine hohe Flexibilität und außergewöhnliche Leistungsfähigkeit verdankt HARVI I TE einigen patentierten Merkmalen. Zu diesen gehört die namensgebende Twisted Edge (TE), die asymmetrisch geteilte, verdrehte Stirnschneide. Diese erhöht die Kantenstabilität und ermöglicht einen weichen Schnitt auch bei sehr großem Eintauchwinkel. „Das verleiht dem Werkzeug eine besonders hohe Produktivität bei Tauch- und Helixoperationen und auch eine sehr gute Eignung zum Bohren“, erläutert Patrick Seiberl den konkreten Nutzen.
Innovative Mulden in den Spannuten verbessern die Spanformung und -abfuhr (Anm.: ab 4,0 mm Werkzeugdurchmesser). Zudem werden die Schnittkräfte reduziert und dadurch eine optimierte Kühlung in der Schnittzone gewährleistet, was wiederum erhöhte Standzeiten verspricht. Dazu und zu einer optimierten Oberflächenqualität trägt auch ein variabler Spanwinkel bei, der für eine gute Vibrationsdämpfung sorgt.
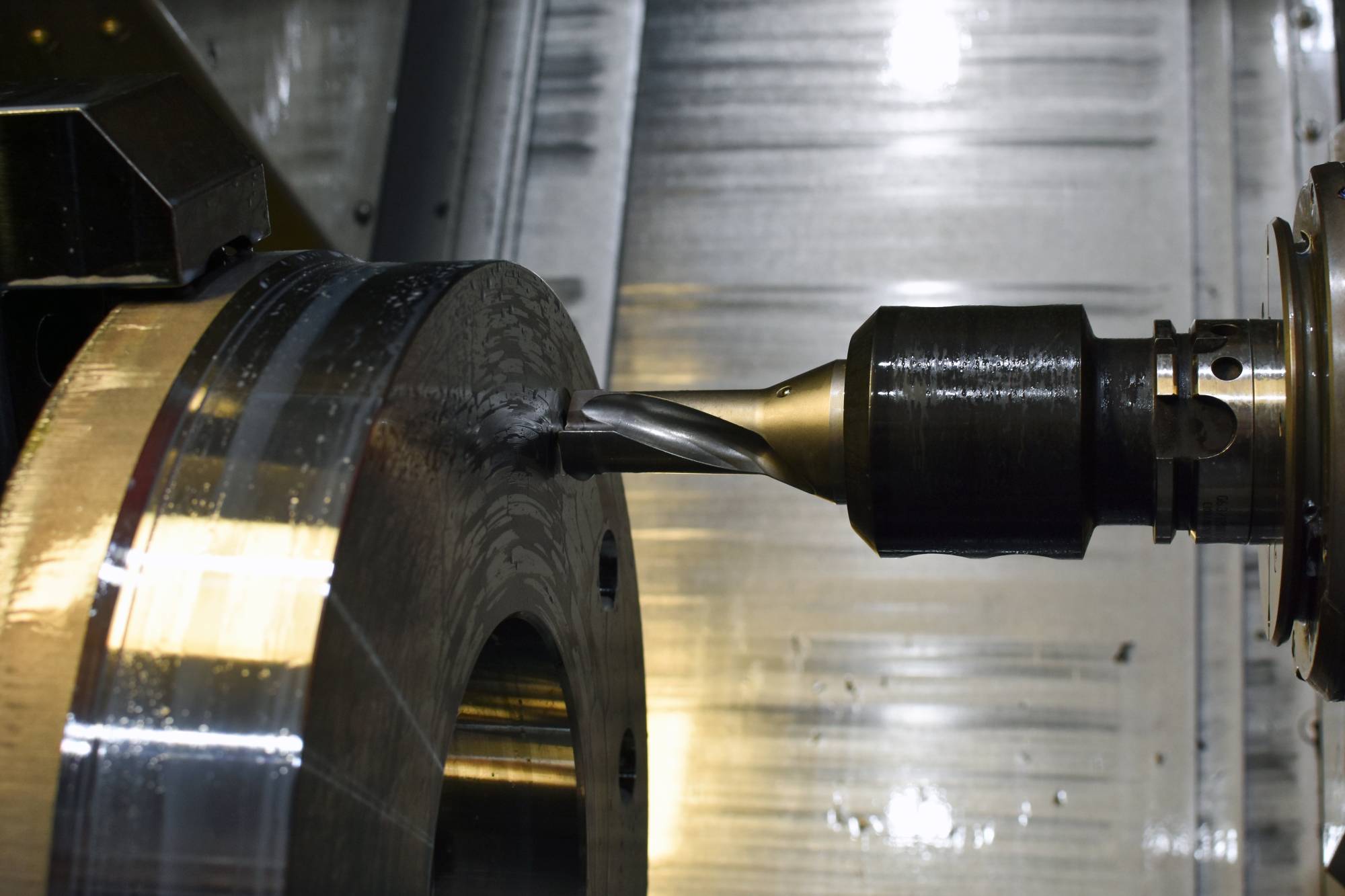
Die zehn Durchgangsbohrungen werden mit einem Wendeschneidplatten-Kurzlochbohrer Drill Fix DFT von Kennametal gestzt.

Zern.at setzt auf moderne Werkzeugmaschinen wie das CNC-Dreh-Fräszentrum Emco Hyperturn 110, auf der auch die Gelenkflansche in einer Aufspannung komplett bearbeitet werden.
Überzeugender Versuch
Angesichts dieser Eigenschaften war Patrick Seiberl davon überzeugt, dass sich mit dem innovativen VHM-Fräser das Erstellen der Senkungen in dem Gelenkflansch schneller und besser bewerkstelligen lässt, als mit dem bisher verwendeten Wendeschneidplattenfräser. „Der HARVI I TE passt sehr gut zur Vielfalt und Komplexität der Zerspanungsaufgaben bei Zern.at“, ist der Hartmetall-Werkzeugspezialist überzeugt. „Ich habe daher ein Exemplar zum Ausprobieren liegen gelassen, als ich kürzlich wegen einer anderen Sache im Haus war.“ Konkret handelte es sich um einen HARVI I TE in gefaster Ausfuehrung mit 10 mm Durchmesser für die Aufnahme im Spannzangenfutter.
Als wieder eine Charge des Gelenkflansches zu produzieren war, nahm Jasmin Kadić die Einladung an und spannte den VHM-Fräser ein. Der Versuch war sofort ein Erfolg. „Der HARVI I TE vereint scheinbar tatsächlich drei Werkzeuge in einem“, zeigt er sich beeindruckt. „Wir können damit die Senkung um eine Minute pro Bohrung schneller fräsen.“ Was da bei zehn Bohrungen pro Flansch in einer ganzen Charge an Zeitersparnis zusammenkommt, lässt sich leicht ausrechnen.
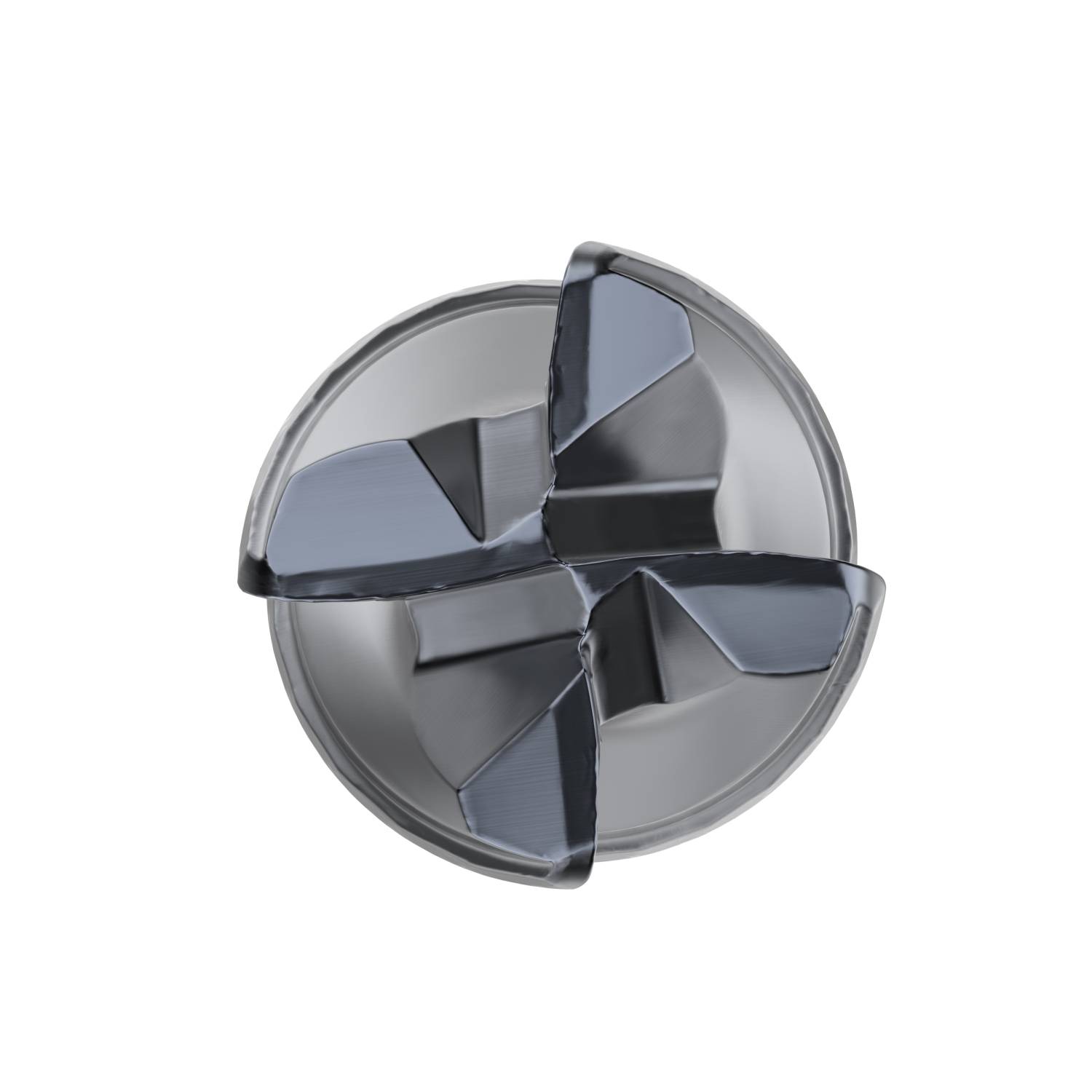
Seine hohe Flexibilität und außergewöhnliche Leistungsfähigkeit verdankt HARVI I TE patentierten Merkmalen wie der asymmetrisch geteilten, verdrehten Stirnschneide.
Starker Partner
Der Zeitgewinn ist jedoch nicht alles. „Das Werkzeug läuft deutlich ruhiger, das schont die Maschine und macht das Arbeiten daneben angenehmer“, bestätigt Jasmin Kadić. „Das sollte auch positive Auswirkungen auf die Standzeit haben; diesbezüglich können wir allerdings aufgrund der kurzen Einsatzdauer noch keine konkreten Aussagen treffen.“
Fest steht hingegen, dass der HARVI I TE mit allen Merkmalen auch nachgeschliffen werden kann, allerdings um Schutz des geistigen Eigentums ausschließlich direkt bei Kennametal. Klarerweise stärken Highlights wie diese die Zusammenarbeit der beiden Unternehmen: „Für hohe Produktivität bedarf es starke Partner – einer davon ist bei uns Kennametal“, fasst Jasmin Kadić abschließend zusammen.
Teilen: · · Zur Merkliste