anwenderreportage
Moldino Tool Engineering EHHB: Mieruch & Hofmann setzt beim Hartfräsen auf das Know-how von MMC Hitachi
Hartfräsen ist bei Mieruch & Hofmann seit vielen Jahren Standard. Und kontinuierlich wird beim Umformwerkzeug-Spezialisten an den Prozessen gefeilt. So wurden jüngst gemeinsam mit MMC Hitachi Tool Bearbeitungsstrategien entwickelt, mit denen man beim Schlichten über 60 Prozent schneller geworden ist. Hauptakteur ist hierbei der neu entwickelte vierschneidige Kugelfräser EHHB, der zudem für so gute Oberflächen sorgt, dass kaum noch poliert werden muss.

Der mit dem vierschneidigen Kugelfräser EHHB-4100-ATH (Durchmesser zehn Millimeter) auf Endmaß feingeschlichtete Ziehstempel aus 1.2363 mit 62 HRC, gespannt auf der 5-achsigen DMU 40 eVo, auf der auch die Versuche gefahren wurden.

Gerd-Olaf Pötzinger
Meister bei Mieruch & Hofmann
„Wir sparen mit dem EHHB einen Großteil an Polierzeit ein und reduzieren den Aufwand im CAM-Bereich, da wir nur mit einem einzigen Werkzeug auf Endmaß schlichten und die Kugel nicht mehr anstellen müssen.“
„Seit unserer Gründung im Jahr 1992 sind wir kontinuierlich gewachsen“, berichtet Tino Mieruch, Geschäftsführer der Mieruch & Hofmann GmbH sowie Sohn des Firmengründers, nicht ohne Stolz. „Das Spektrum, das wir abdecken, beginnt bei wenigen Millimeter großen Präzisionsteilen und endet bei Teilen in der Größenordnung von einem halben Meter. Und zwar im Materialdickenbereich von 0,2 bis 5,0 Millimetern.“ Dabei würde man sich in erster Linie auf Folgeverbund-, Stanzbiege- sowie Feinschneidwerkzeuge fokussieren, „die wir zum großen Teil auch im eigenen Haus konstruieren“, erklärt er weiter. Hochwertige Fertigungsdienstleistungen sowie Sondermaschinen und komplette Automatisierungslösungen sind weitere und gleichermaßen wichtige Umsatzträger. Die Kunden kommen zu rund 80 Prozent aus dem Automotivbereich, meist mittelgroße Zulieferer, die übrigen 20 Prozent verteilen sich auf diverse Branchen wie Maschinen- und Gerätebau, Elektroindustrie oder Feinwerktechnik.
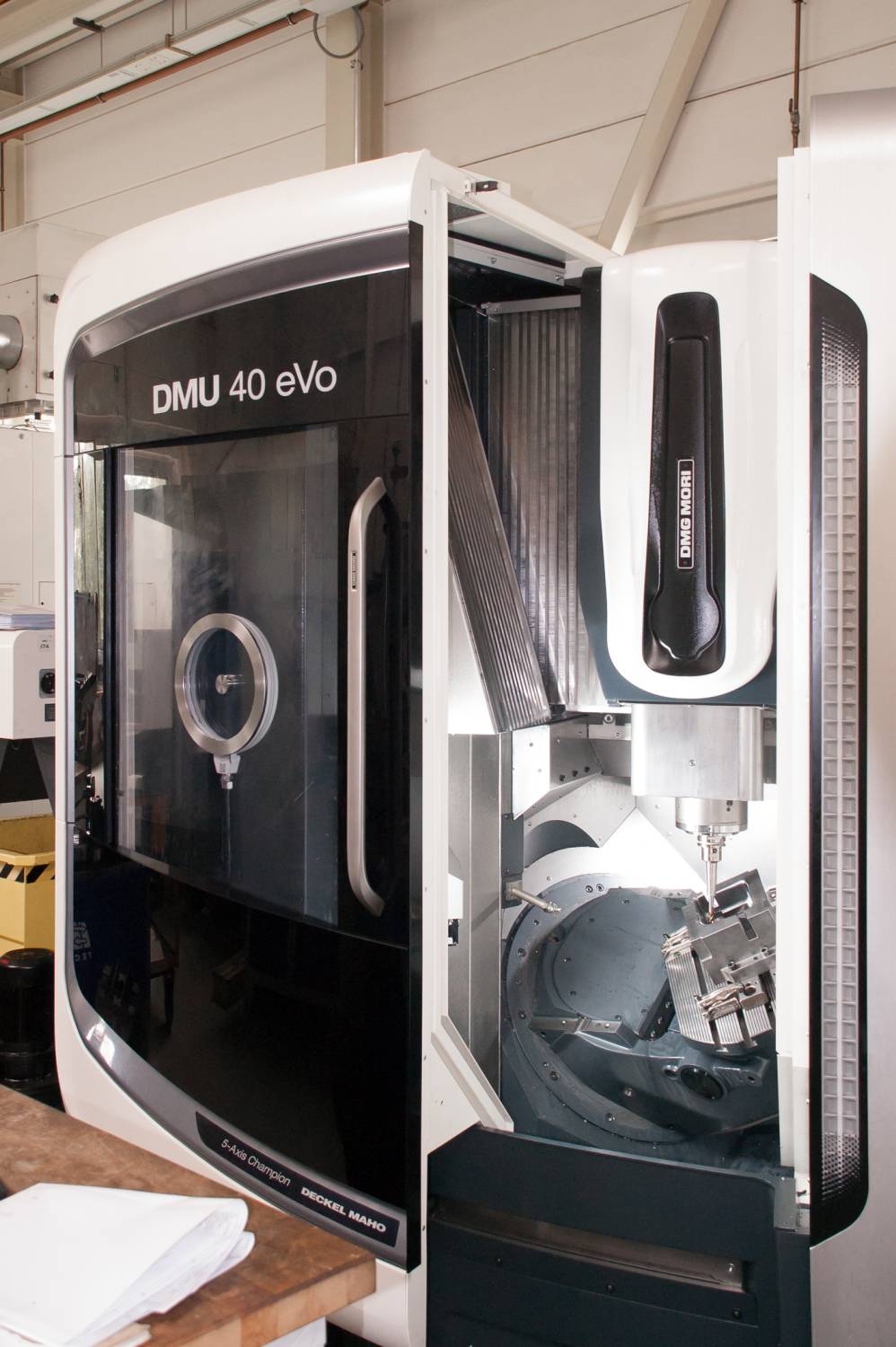
Der Maschinenpark besteht unter anderem aus fünf modernen CNC-Fräsmaschinen – alle 5-achsig – von Hermle (C400), DMG MORI (DMU 100, DMU 40 eVo im Bild)) sowie von Fehlmann (picomax 95).


Infos zum Anwender
Die Mieruch & Hofmann GmbH zeichnen hohe Qualität in der Fertigung, umfangreiche Erfahrungen in den Bereichen Werkzeugbau, Umformprozesse, Automatisierungstechnik sowie Sondermaschinenbau aus. Gefertigt wird größtenteils für die Automobil- und Zulieferindustrie, den Maschinenbau, für Elektronik und Feinwerktechnik, die Bauindustrie und für weitere industrielle Bereiche.
www.mieruchundhofmann.de
Hartfräsen gewinnt weiter an Bedeutung
Als sehr wichtig für den Projekterfolg betrachtet man die enge Zusammenarbeit mit Technologiepartnern, so zum Beispiel bei den Präzisionswerkzeugen. Hier steht vor allem die Fräsbearbeitung im Vordergrund, die bei Mieruch & Hofmann als Schlüsseltechnologie angesehen wird. Davon zeugen auch die fünf modernen CNC-Fräsmaschinen – alle 5-achsig – von Hermle (C400), DMG MORI (DMU 100, DMU 40 eVo) sowie von Fehlmann (picomax 95), die allesamt das Fräsen im High-End-Bereich ermöglichen. „Unser Bestreben ist es, beim Fräsen stetig besser zu werden, besonders bei der Hartbearbeitung", sagt Gerd-Olaf Pötzinger, der als Meister für den Fräsbereich verantwortlich ist.
Als Beispiel nennt er einen Ziehstempel und das dazugehörige Gesenk für ein 9-stufiges Folgeverbundwerkzeug zur Produktion von Karosserieverstärkungen aus Aluminiumblech. Stempel und Gesenk bestehen aus dem in der Umformtechnik gerne verwendeten Kaltarbeitsstahl 1.2363 (X100CrMoV1), der vorgehärtet und angelassen (62 HRC) bearbeitet wird. „Im Ziehbereich dieser Station kommt es auf eine exzellente Oberfläche an, denn Aluminium lässt sich relativ schwer umformen, da es gerne reißt und im Werkzeug zu Aufschweißungen neigt.“ Den bisherigen Schlichtprozessen mit VHM-Torus- und Kugelfräsern (Vollhartmetall) schlossen sich darum noch aufwendige Polierarbeiten an. „An dieser Stelle hatten wir eindeutig Optimierungsbedarf, sowohl was die Zeit, die wir für das Vor- und Fertigschlichten benötigt haben, als auch, was die gefräste Oberflächenqualität betraf.“ Eigene Versuche mit unterschiedlichen Werkzeugen und Bearbeitungsstrategien hatten bisher kaum Verbesserungen gebracht.

Das Spektrum an Teilen, die mit Werkzeugen von Mieruch & Hofmann hergestellt werden, beginnt bei wenigen Millimeter großen Präzisionsteilen und endet bei Halterungen in der Größenordnung von einem halben Meter.
Anwendungstechniker mit Lösungsansatz
Da man an diesem Punkt nicht weiter kam, rief Gerd-Olaf Pötzinger bei Jörg Hecker, Anwendungstechniker von MMC Hitachi Tool, an. Schon seit knapp vier Jahren setzt Mieruch & Hofmann bei der Hartbearbeitung neben Werkzeugen anderer Hersteller zunehmend auch die VHM-Fräser des japanischen Herstellers ein. Jörg Hecker hatte zum Thema Schlichten sofort eine Idee und brachte wenige Tage später die neu entwickelten Kugelfräser EHHB mit, die speziell für die Hartbearbeitung ausgelegt sind und sich gut für das effiziente Schlichten von mittellegierten Stählen wie 1.2363 eignen.
Der vierschneidige EHHB zählt zusammen mit dem sechsschneidigen Weitwinkel-Torusfräser EHHR, mit dem sich unter hohen Vorschubwerten direkt in hartes Material Schruppen lässt, bei MMC Hitachi zur Familie der neuen Evolution-Reihe. Dank exakt abgestimmter Schneidengeometrien, speziellem Feinstkornsubstrat, niedrigster Fertigungstoleranzen und in Verbindung mit der nanokristallinen PVD-Beschichtung ATH (TH60+) lassen sich laut Angaben des japanischen Herstellers mit diesen VHM-Fräsern bis zu 72 HRC gehärtete Kalt- und Warmarbeitsstähle prozesssicher bearbeiten.
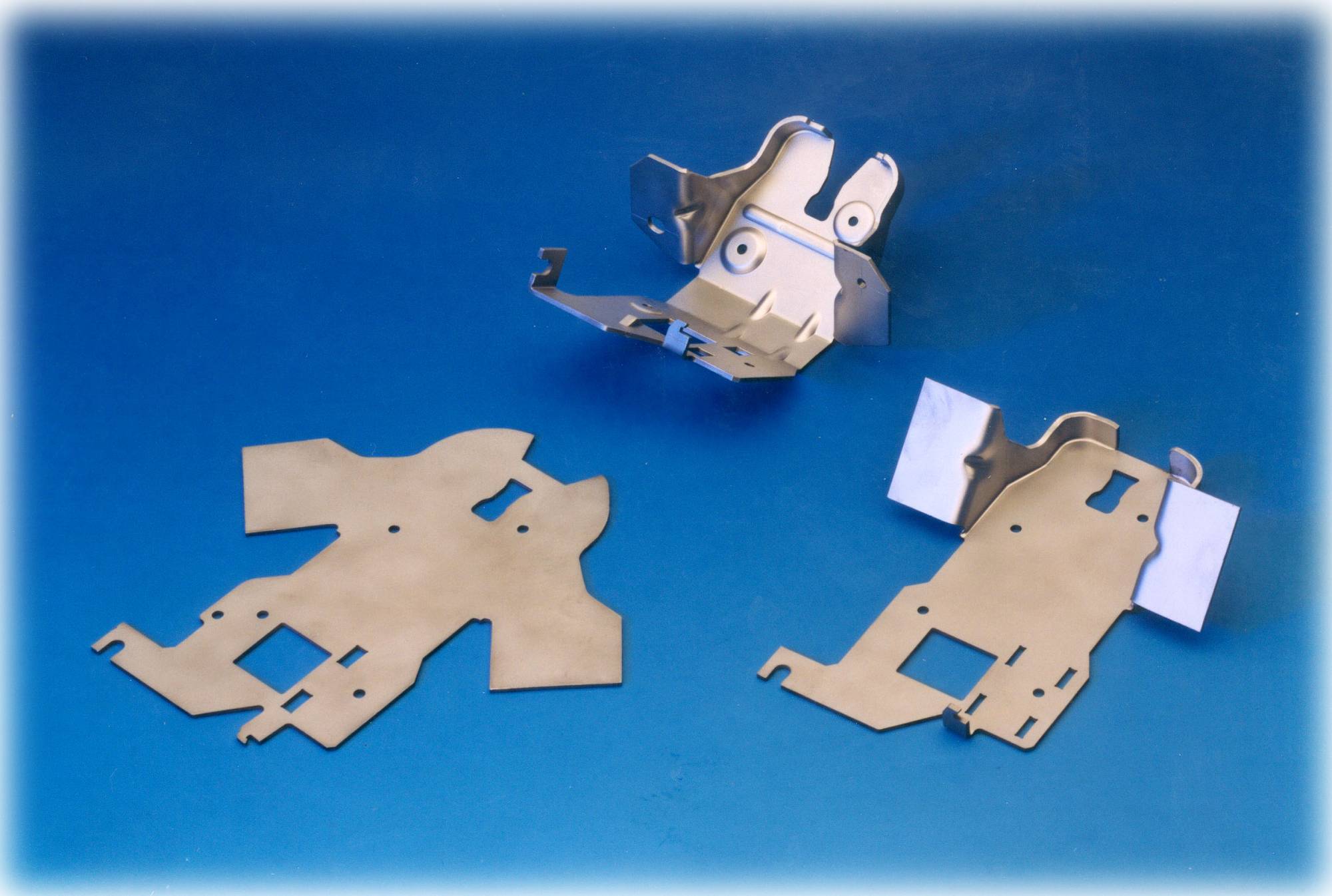

Karosserieverstärkung aus Aluminiumblech, die vom Kunden mit dem 9-stufigen Folgeverbundwerkzeug aktuell produziert wird.

Top-Oberfläche in einem Bruchteil der Zeit, mit dem Kugelfräser EHHB auf Fertigmaß geschlichtet.
Direktes Vorschlichten – ohne Z-konstant
Jörg Hecker fuhr bei Mieruch & Hofmann auf der DMU 40 eVo einige Versuche und tüftelte mit den Kollegen in der CAM-Abteilung an den passenden Frässtrategien. Heraus kam dann eine Vorgehensweise, die alle überzeugte. „Wir haben schließlich das Werkstück mit dem Kugelfräser EHHB 4100 ATH mit zehn Millimeter Durchmesser komplett vor- und fertig geschlichtet“, erklärt der Frässpezialist. „Wo ich früher ein Z-konstant zum Vorschlichten programmieren musste, kann ich mit dem EHHB, sofern es die Kontur erlaubt, direkt auf 1/10 Millimeter vorschlichten.“ Allerdings stößt auch ein Hochleistungswerkzeug irgendwann an seine technologischen Grenzen. „Ohne Vorschlichten ist eine gewisse Genauigkeit beim Schlichten aufgrund von z. B. Deflektion nicht zu halten. Wenn ich bei 62 HRC zum Teil mehr als vier Millimeter Material in einem Zug wegnehmen möchte, muss ich einen Schlichtgang dazwischen legen.“ Beim Vorschlichten fährt der Fräser im Flachbereich andere Werte an als im Steilbereich. Diese Strategie ist in NX-CAM von Siemens hinterlegt. „Das hat den Vorteil, dass ich optimieren kann – im Gegensatz zum normalen Kopierfräsen, wo ich in X- oder Y-Richtung eine saubere Bahn habe und der Fräser dann im Steilbereich massiv abfällt.“
Und wie entsteht nun die exzellente Oberfläche? Bekanntlich gibt es ja verschiedene Wege, um dieses Ziel zu erreichen. „In diesem Fall hatten wir bei einer Spindeldrehzahl von 6.370 1/min einen Vorschub pro Zahn von fz 0,18 und damit exakt den gleichen Wert wie für die seitliche Zustellung mit einem ae von 0,18.“ Jörg Hecker nennt dies fz-ae-Konzept. „Auf diese Weise erzeuge ich sehr homogene, polierähnliche Oberflächen.“
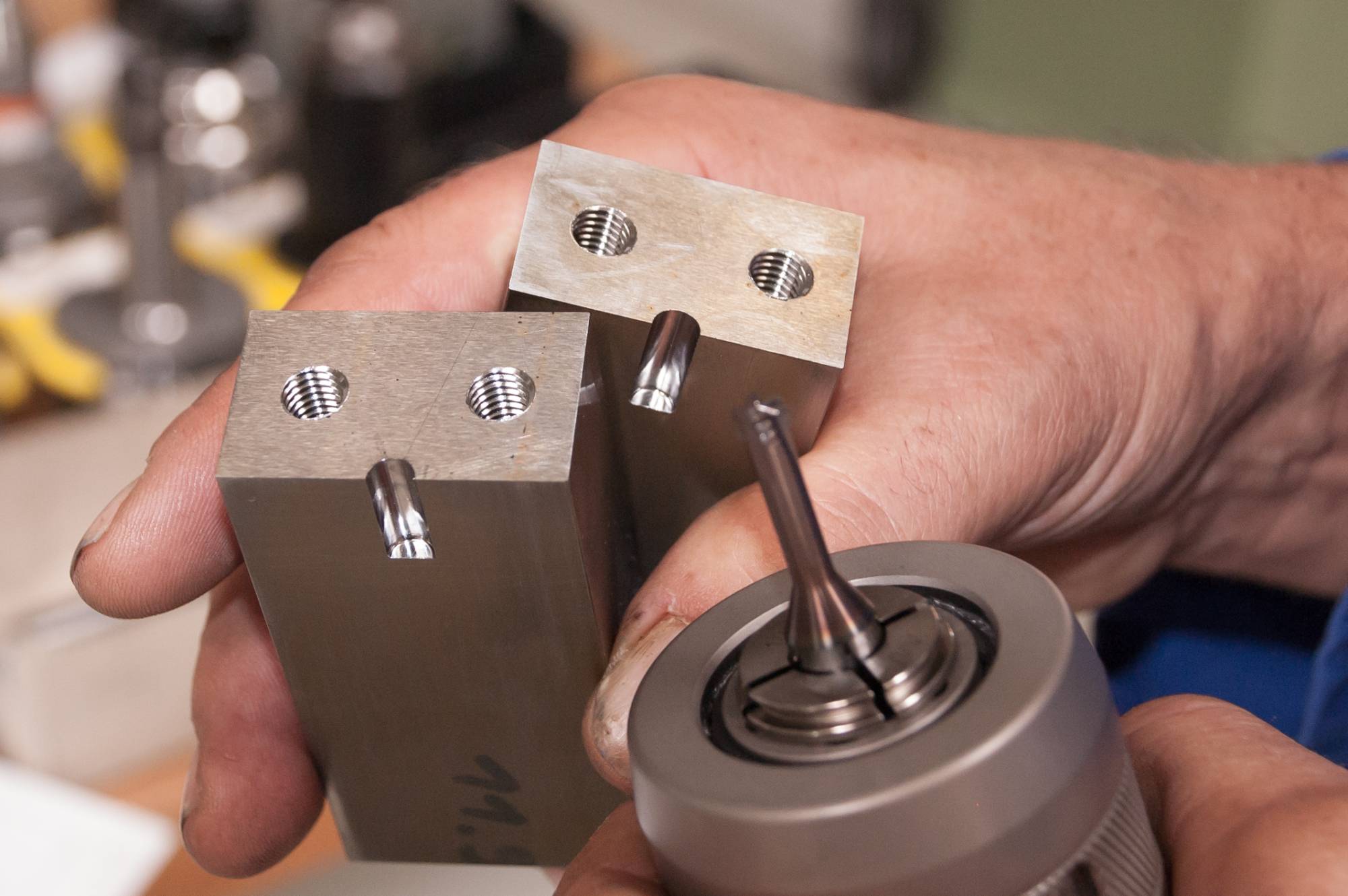
Lehrengenau: Bei Mieruch & Hofmann werden heute Gewinde, die bisher senkerodiert wurden, mit den neuen EDT-Gewindefräsern direkt ins Harte gefräst.
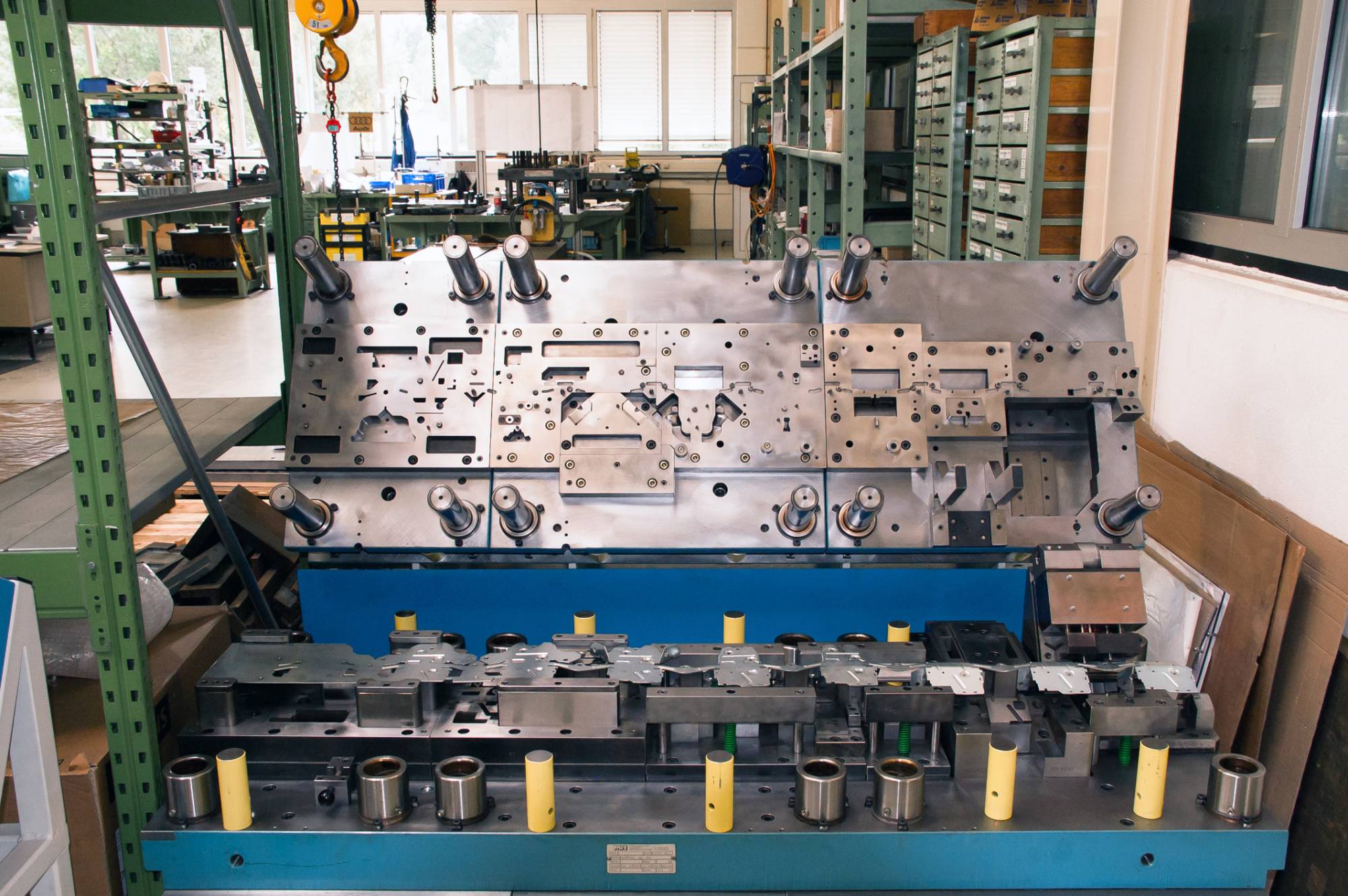
Im Werkzeugbau fokussiert man sich hauptsächlich auf Folgeverbund-, Stanzbiege- sowie Feinschneidwerkzeuge, die zum großen Teil auch im eigenen Haus konstruiert werden.
Beim EHHB ist Vc null Vergangenheit
Gerd-Olaf Pötzinger spricht in diesem Zusammenhang einen weiteren Aspekt an, der in Sachen Oberflächenqualität – und Genauigkeit – von Bedeutung sei. Arbeitet man mit einem normalen Kugelfräser ohne Anstellung, besteht immer das Problem, dass im Zentrum die Schnittgeschwindigkeit (Vc) null beträgt. „Dort sehen die Flächen oft wie gedrängt oder gequetscht aus. Ich müsste also anstellen, was aber vor allem im 3-Achs-Bereich Genauigkeit kostet.“ Und exakt diese Nachteile gäbe es mit dem EHHB-Kugelfräser nicht.
Der EHHB ist oberhalb von Durchmesser sechs keine Kugel mehr, sondern quasi ein überdimensionierter Torusfräser. „Der EHHB verfügt über Mikroschneiden, die dafür sorgen, dass ich kein Vc null mehr habe, sondern mich im Torusbereich befinde", beschreibt Jörg Hecker die Vorzüge dieser Geometrie, die auch Gerd-Olaf Pötzinger inzwischen voll überzeugt haben. „So kann ich, wie in diesem Fall, den 10er EHHB gerade fahren und befinde mich bei Step 0,18 – also der seitlichen Zustellung – genau im Torusbereich. So erreichen wir in allen Flachbereichen, die bei dem Ziehstempel ja stark dominieren, Oberflächen, von denen wir früher nur geträumt haben.“

Die große 500 Tonnen-Versuchspresse ist eine Eigenentwicklung, die eine klassische Hydraulik- mit einer Feinschneidpresse in einer Maschine vereint.

Freuen sich über das gute Ergebnis (v.l.n.r.): Jörg Hecker, MMC Hitachi Tool, Geschäftsführer Tino Mieruch und Meister Gerd-Olaf Pötzinger.
Über 60 Prozent Zeitersparnis
Was das erreichte Ergebnis angeht, ist Gerd-Olaf Pötzinger denn auch mehr als zufrieden. „Ich spare mit dem EHHB einen Großteil an Polierzeit ein und reduziere den Aufwand im CAM-Bereich, da ich nur mit einem einzigen Werkzeug auf Endmaß schlichte und die Kugel nicht mehr anstellen muss.“ Beeindruckt haben bei Mieruch & Hofmann auch die kurzen Fräszeiten. Beim Feinschlichten des Stempels war man bereits nach 58 Minuten auf Endmaß, davon wurden gerade mal acht Minuten für die Flachbereiche benötigt. Auf diese Weise hätte sich die Bearbeitungszeit bei dem Ziehstempel gegenüber früher um mehr als 60 Prozent reduziert.
Bei anderen Anwendungen im Haus, bei denen der EHHB jetzt ebenfalls zum Schlichten verwendet wird, sei der Einspareffekt sogar noch größer, betont Tino Mieruch. „Dies und die teilweise wegfallenden Polierarbeiten senken bei uns klar die Kosten und tragen dazu bei, die Durchlaufzeiten zu reduzieren“, so der Firmenchef abschließend, was sich nicht zuletzt günstig auf die Kalkulation auswirken würde.
Teilen: · · Zur Merkliste