anwenderreportage
Meusburger H 1000: Schneller zu besseren Spritzgusswerkzeugen
Vorprodukte machen Formenbau schnell, genau und wirtschaftlich: Seit 30 Jahren berechnen, konstruieren und fertigen die Experten von Mangel Formenbau Spritzgusswerkzeuge. Ihr Erfolg gründet auf ihrer Fähigkeit, rasch und flexibel auf Kundenanforderungen zu reagieren und innerhalb kürzester Durchlaufzeiten komplexe Spritzgussformen mit hoher Qualität und Präzision zu liefern. Dazu nutzen sie die aufeinander abgestimmten Werkzeuge, Normalien und das Werkstattbedarfssortiment von Meusburger. Ab Lager verfügbar und mit gleichbleibend hoher Qualität und Maßhaltigkeit helfen sie Zeit zu sparen, Fehler zu eliminieren und die Qualitätsziele sicher zu erreichen. Von Ing. Peter Kemptner, x-technik

Mangel Formenbau entwickelt und produziert Spritzgussformen mit hoher Komplexität und Präzision für die Kunststoff-Teileproduktion mit Stückzahlen ab ca. einer Million und verwendet dazu Werkzeuge, Normalien und Zubehör von Meusburger.
Shortcut
Aufgabenstellung: Spritzgussformen mit hoher Komplexität und Präzision zu konkurrenzfähigen Kosten und mit kurzen Umsetzungszeiten liefern.
Lösung: Werkzeuge, Normalien, Spannmittel und Formenbau-Zubehör von Meusburger.
Vorteil: Deutliche Reduktion der Nebenzeiten bei zuverlässig hoher Qualität und Wiederholgenauigkeit
Viele Teile für die Automobil-, Luftfahrt-, Unterhaltungs- und Elektronikindustrie bestehen aus Kunststoff, und es werden immer mehr. Walter Mangel erkannte diesen Trend und gründete 1989 ein Spezialunternehmen für die Entwicklung und Produktion von Spritzgussformen. Heute, 30 Jahre später, wird die Mangel Formenbau GmbH in zweiter Generation von den Brüdern Christian und Philipp Mangel geleitet. Das junge Team mit ca. 15 Mitarbeitern erwirtschaftet mit Spritzgussformen für die hochvolumige Kunststoff-Teileproduktion einen Jahresumsatz von rund drei Millionen Euro.
Direkt aus der CAD/CAM-Software können die Konstrukteure bei Mangel auf das gesamte Programm an Normalien und Werkzeugzubehör von Meusburger zugreifen.

Dipl.-Ing. (FH) Philipp Mangel
Geschäftsführender Gesellschafter, Mangel Formenbau GmbH
„Das Elektroden-Vormaterial ist rundherum bearbeitet und weist auch bereits ein fertiges Bohrbild sowie ein Gewinde für die Befestigung auf dem Elektrodenhalter auf. Pro Elektrode erspart uns das rund eine halbe Stunde Bearbeitungszeit und das Blockieren eines Fräszentrums im selben Ausmaß.“
Schnell, genau und wirtschaftlich
Gleich geblieben ist der Anspruch des Unternehmens, mit kurzen Umsetzungszeiten höchste Qualität und Präzision zu konkurrenzfähigen Kosten zu liefern. Um trotz enger Zeitvorgaben eine reproduzierbare Qualität mit sehr engen Toleranzen liefern zu können, hat Mangel an mehreren Fronten die richtigen Voraussetzungen geschaffen. „Wir haben einen hohen Automatisierungsgrad und halten Entwicklung und Fertigung ständig auf dem aktuellen Stand der Technik“, verrät Philipp Mangel, geschäftsführender Gesellschafter der Mangel Formenbau GmbH, das vom Gründer übernommene Erfolgsrezept. „Dazu gehört eine Fertigung mit hoch präzisen Maschinen, angeordnet in einer automatisierten Zelle mit vier Werkzeugmagazin-Türmen, zwei Senkerodieranlagen, zwei HSC-Fräsmaschinen und einer integrierten Messmaschine, ebenso wie modernste CAD/CAM-Software.“
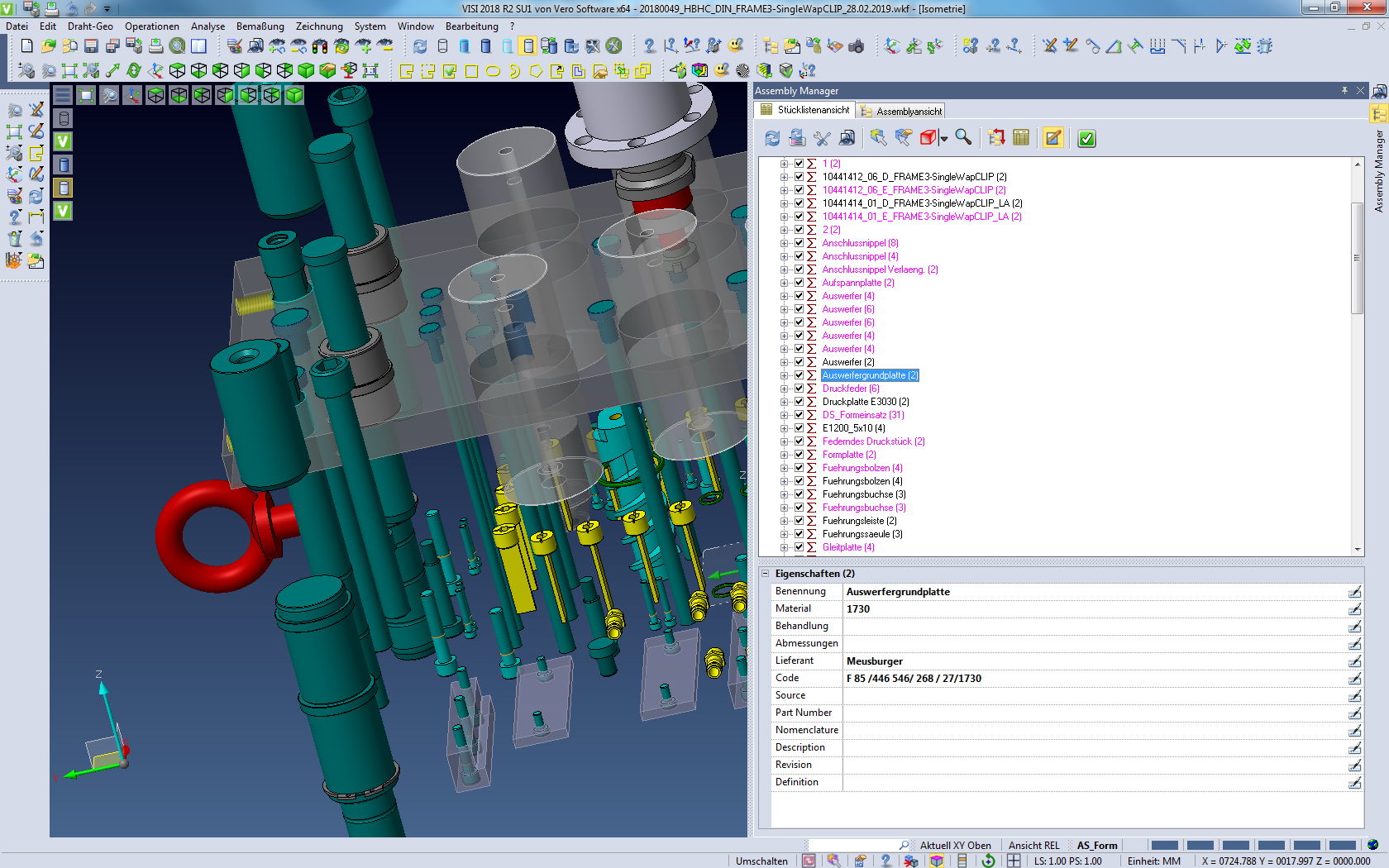
Diese ermöglicht den Konstrukteuren bei Mangel, einen vollständigen digitalen Zwilling jeder Spritzgussform zu erstellen. „Jedes Werkzeug, das wir entwickeln und fertigen, ist ein Einzelstück mit hoher Präzision und muss möglichst schnell fertiggestellt werden“, sagt Philipp Mangel. „Deshalb erfolgt der gesamte Entwicklungsweg der Spritzgussformen von der Kundenanfrage weg bis zur Freigabe der Werkzeugkonstruktion auf Basis eines 3D-CAD-Datensatzes des Werkstücks im Computermodell.“

Für die Fertigung der Senkerodier-Elektroden bezieht Mangel sowohl die Graphit-Normalien als auch die passenden Fräser bei Meusburger.

Kurt Kaiblinger
Gebietsverkaufsleiter bei Meusburger
„Das Meusburger-Lagerprogramm umfasst neben den hochwertigen Normalien für Formen-, Stanz- und Maschinenbau auch eine große Anzahl an Artikeln aus dem Werkstattbedarf. Unsere Aufgabe ist deren ständige Verfügbarkeit und somit auch zufriedene Kunden.“
Das Rad kein zweites Mal erfinden
Bei Konstruktion und Bau der Spritzgussformen konzentriert sich Mangel gerne auf seine Kernkompetenzen. „Diese liegen im Realisieren oft sehr komplexer Kinematiken mit den passenden Kühlkonzepten für eine hohe Wiederholgenauigkeit bei sehr großen Stückzahlen“, sagt Philipp Mangel. „Wenn Komponenten mit bereits geprüften, passenden Qualitätseigenschaften zum Gelingen eines Projektes beitragen können, verschwenden wir unsere Ressourcen nicht damit, diese selbst herzustellen.“
Deshalb nutzt Mangel Normalien, Werkzeuge und Werkstattbedarf von Meusburger. Deren digitale Zwillinge können die Konstrukteure direkt aus dem CAD-System heraus als 3D-CAD-Modelle mit sämtlichen Eigenschaften und Attributen anwählen und in die Konstruktion übernehmen.

Die Teile für die Spritzgießformen fertigt Mangel überwiegend mittels Senkerodieren.

Robert Schindler
Anwendungstechniker bei Meusburger
„Mit den Fräsern der Serie VHM-Fräser für Hartbearbeitung hat Meusburger nun auch die passende Lösung für die Bearbeitung gehärteter Stähle bis 67 HRC.“
Schwerpunktthema Elektrodenfertigung
Angesichts der hohen Standzeiten fertigt Mangel die Mehrzahl der Formteile mittels Senkerodieren. „Das Programmieren und Fräsen der Elektroden geht sehr schnell und das Herstellungsverfahren ist absolut prozesssicher“, begründet Philipp Mangel diese Vorgehensweise. „Zudem ist der Nachbearbeitungsaufwand äußerst gering.“ Gefertigt werden die Teile auf zwei in die automatisierte Fertigungszelle integrierten Senkerodiermaschinen.
Zur Herstellung der Erodierwerkzeuge nutzt Mangel sowohl das Vormaterial als auch die Fräser aus dem Meusburger-Programm. Das war nicht immer so. „Wegen der Lieferzeiten beim früheren Lieferanten waren wir gezwungen, das Graphit-Vormaterial aufs Lager zu legen“, erinnert sich Philipp Mangel. „Außerdem war das Material unbearbeitet, sodass wir es auf Länge schneiden, Kanten bearbeiten und Gewinde für die Funkenerosion selbst setzen mussten. Das bindet Lagerplatz, Kapital und Maschinenkapazität.“

Für die Hartbearbeitung pulvermetallurgischer Stähle verwendet Mangel Fräser der Serie HPC von Meusburger und führt aktuell Tests mit den Fräsern der Serie WZF für gehärtete Stähle bis 67 HRC durch.
Infos zum Anwender
1989 als Einzelunternehmen gegründet, ist die Mangel Formenbau GmbH ein Komplettanbieter für die Konstruktion und Fertigung von Spritzgussformen. Das Unternehmen mit heute ca. ca. 15 Mitarbeitern bedient damit vornehmlich die Automobil-, Luftfahrt-, Unterhaltungs- und Elektronikindustrie und erwirtschaftet mit jährlich über 100 Spritzgussformen rund drei Millionen Euro Jahresumsatz.
Zusammen, was zusammen gehört
„Bei Meusburger ist das Erodiergraphit in zahlreichen Dimensionen ab Lager lieferbar und wird bei Bestellung bis 14:00 am Folgetag zugestellt“, hält Meusburger-Gebietsverkaufsleiter Kurt Kaiblinger fest. „Es ist in drei Qualitäten mit unterschiedlicher Korngröße für die Anfertigung von Schlicht- und Schruppelektroden verfügbar.“
„Das Elektroden-Vormaterial ist rundherum bearbeitet und weist auch bereits ein fertiges Bohrbild sowie ein Gewinde für die Befestigung auf dem Elektrodenhalter auf“, bestätigt Philipp Mangel. „Pro Elektrode erspart uns das rund eine halbe Stunde Bearbeitungszeit und das Blockieren eines Fräszentrums im selben Ausmaß.“
Die Fräswerkzeuge für die Graphitbearbeitung kamen früher ebenfalls von einem anderen Lieferanten. Sie wurden durch VHM-3D-Torusfräser und 3D-Vollradiusfräser für Graphit von Meusburger ersetzt, und das nicht nur wegen der Vielfalt der Geometrien und Längen und ihrer Verfügbarkeit ab Lager. „Wie alle Meusburger-Produkte sind auch die Graphitfräser in der CAD/CAM-Software hinterlegt, und zwar komplett mit den genauen Schnittdaten“, nennt Philipp Mangel einen wesentlichen Vorteil. „Das erleichtert sowie verkürzt unsere NC-Programmierung und ermöglicht uns die Einhaltung enger Lieferzeitvorgaben und Qualitätsziele trotz hoher Komplexität."
Bei diesen Werkzeugen konnte Meusburger mit der guten Beratungsqualität durch Anwendungstechniker Robert Schindler, mit Know-how und Erfahrung in der Zerspanung ebenso punkten wie mit einer hohen Angebotsflexibilität. „Bis vor kurzem musste Mangel einige Graphitfräser in Sonderdimensionen aus anderen Quellen beziehen“, erläutert Kurt Kaiblinger. „Um dem Kunden alles aus einer Hand bieten zu können, haben wir diese ebenso wie bestimmte Graphitblöcke mittlerweile ins Lagerprogramm aufgenommen.“
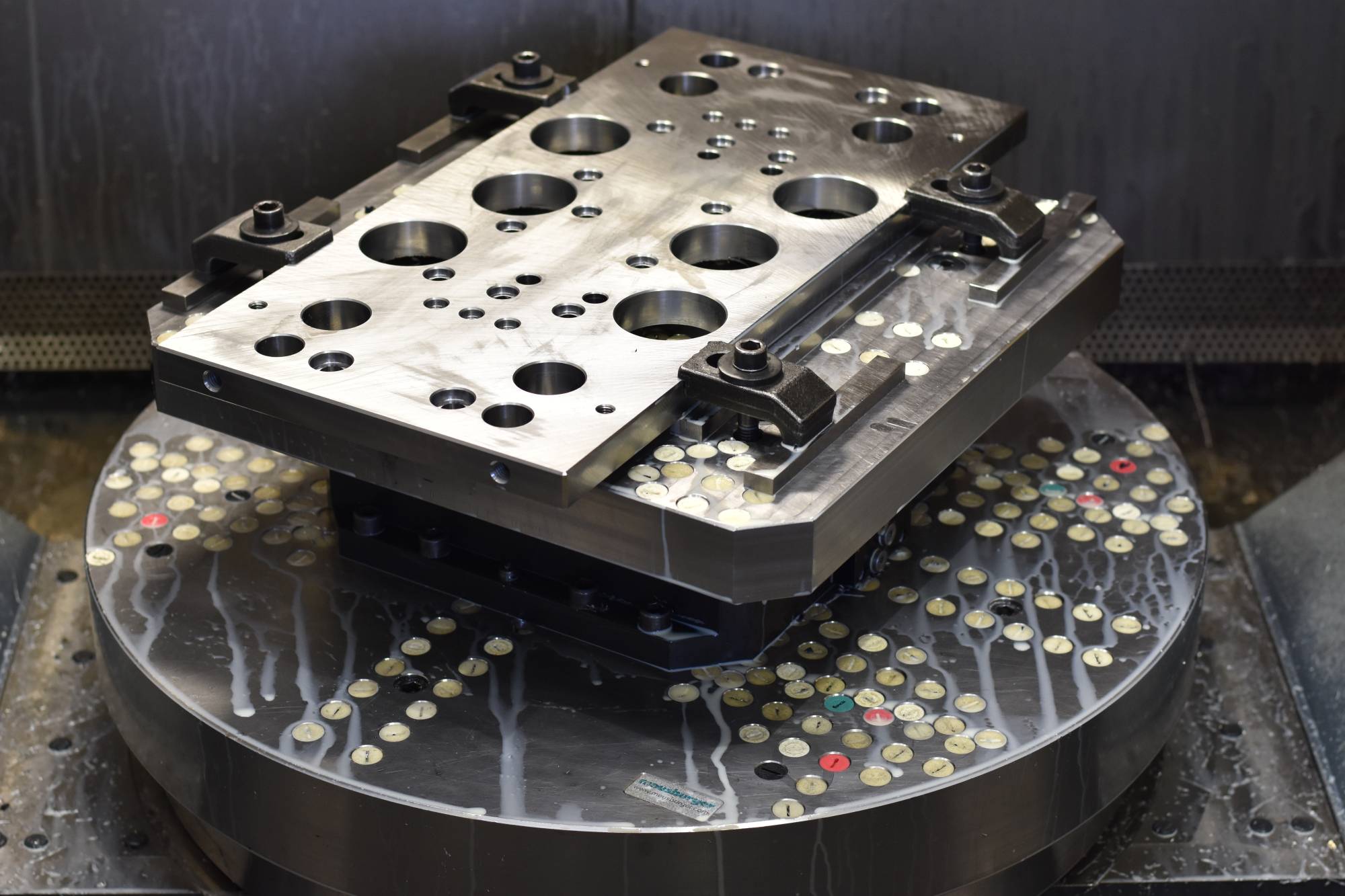
Die Bearbeitung der Formplatten erfolgt in 3- und 5-Achs-Fräszentren. Mangel nutzt dazu das Spannsystem H 1000 von Meusburger in eckiger Standard- und in runder Sonderausführung.
Sorglos drahterodieren
Auch für die Drahterosion setzt Mangel auf hochwertige Produkte aus dem Meusburger-Programm. „Ab Lager lieferbare Normalien wie die vorgefertigten, gehärteten Erodierblöcke der Serie NE können wir ohne weitere Bearbeitung sofort in einer der beiden Drahterodiermaschinen verarbeiten“, bestätigt Philipp Mangel. „Sie sind ab Werk mit einem Startloch versehen, dessen Lage wir online selbst konfigurieren können, und tragen so zu der hohen Qualität und Reaktionsfähigkeit unseres Hauses bei.“
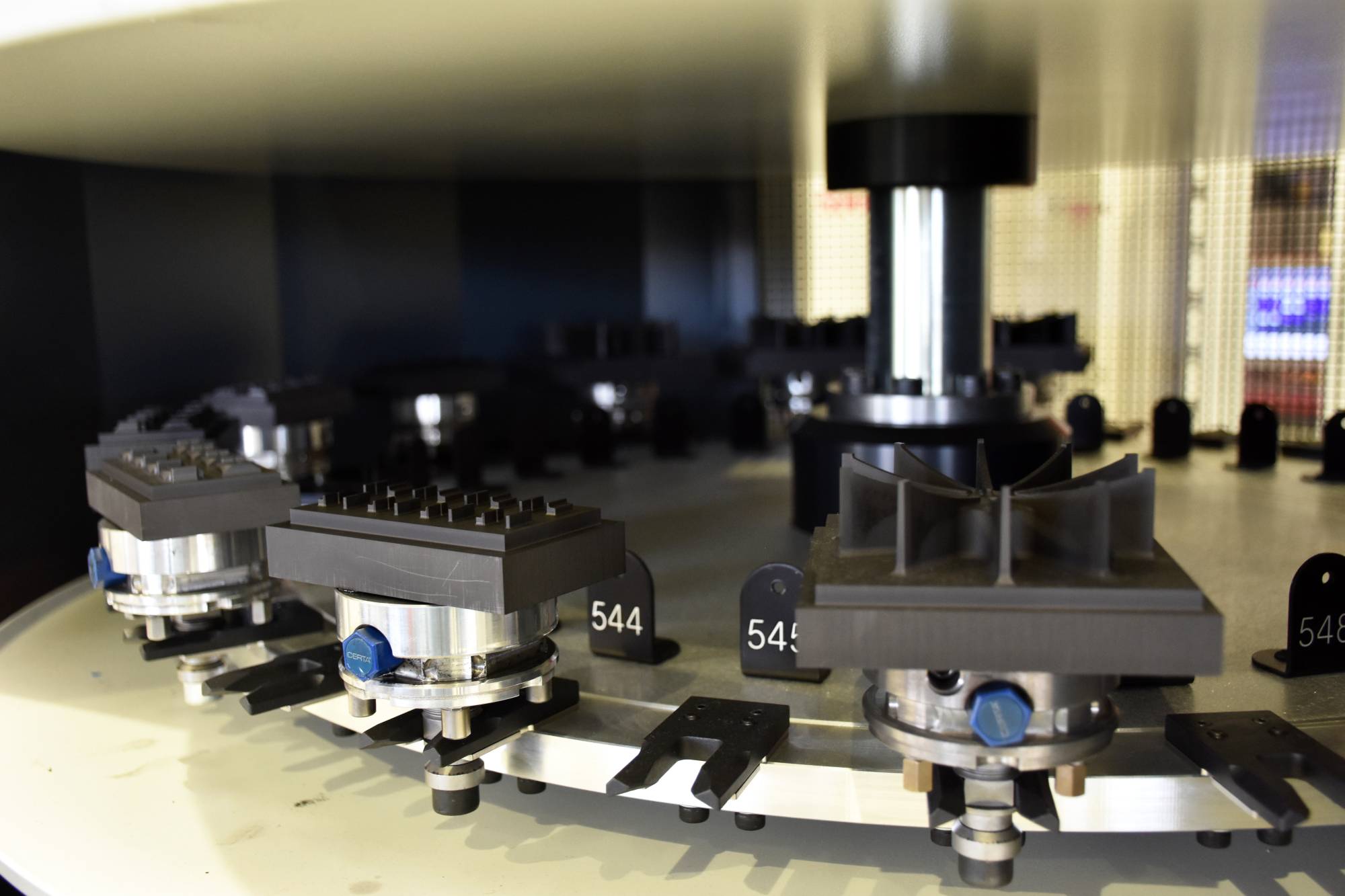
Ob hartgefräst oder senkerodiert: Mangel fertigt die Formteile in einer automatisierten Zelle mit vier Werkzeugmagazin-Türmen und einer integrierten Messmaschine.
Das richtige Werkzeug entscheidet
Wichtig für die Qualität und Maßhaltigkeit der Formteile sind neben hochgenauen Maschinen auch die passenden Werkzeuge für die spanabhebende Bearbeitung nach dem Drahterodieren. Auch für das Fräsen und Tieflochbohren in den harten, pulvermetallischen Stählen verwendet Mangel Werkzeuge aus dem Meusburger-Programm.
„Die zunehmend härter werdenden Anforderungen an die Materialeigenschaften der Formteile führen zum Einsatz immer härterer Werkstoffe“, erklärt Meusburger-Anwendungstechniker Robert Schindler. „Mit unseren VHM-Fräsern für die Hartbearbeitung hat Meusburger nun auch die passende Lösung für die Zerspanung gehärteter Stähle bis 67 HRC.“ Weil sie wie alles bei Meusburger mit hoher Verfügbarkeit lockt, unterzieht Mangel diese Werkzeugfamilie aktuell umfangreichen Tests.

Ebenfalls von Meusburger kommen die verwendeten Normalien aus unterschiedlichen Stahlqualitäten bis M V10 PM HSS-Pulverstahl.
Wiederholgenaue Aufspannung
Ein gutes Zusammenspiel von Maschine und Werkzeug in der Fräsbearbeitung mit hoher Wiederholgenauigkeit hängt stark von der Aufspannung der Werkstücke ab. Mangel verwendet für die Plattenbearbeitung das Spannsystem H 1000 von Meusburger. „Arbeitserleichterung und Zeitersparnis sind erheblich, weil der Mitarbeiter nach dem Aufspannen der Platte ohne Einmitteln sofort mit der Bearbeitung beginnen kann“, erläutert Kurt Kaiblinger.
„Die Rüstzeit reduziert sich um zehn Minuten pro Platte, bei einem ganzen Werkzeug sind das oft zwei bis drei Stunden“, bestätigt Philipp Mangel. „Das Spannsystem H 1000 hat seine Anschaffungskosten in kürzester Zeit wieder herein gespielt.“ Noch verstärkt wird der Effekt dadurch, dass im Formenbau meist mehrere Platten derselben Dimension zu bearbeiten sind. In Verbindung mit den zuverlässig immer gleich großen Normalien von Meusburger wird der Spannvorgang in solchen Fällen zum Sekundenspiel.

Zu den zahlreichen Komponenten aus dem Meusburger-Programm für den Formen- und Werkzeugbau gehört auch diesen Schnellsteck-Temperierschlauch E 2185.
Ebenfalls von Meusburger bezieht Mangel diesen Hochtemperatur-Zykluszähler.
Gemeinsam die Unternehmensziele verfolgen
Bequem ist für Mangel nicht nur der automatisierte Online-Bestellvorgang durch Einlesen einer von der CAD-Software erstellten Bestellliste. Zufrieden zeigt sich der Spritzguss-Formenbauer auch mit der Betreuungsqualität. „Die Meusburger-Mitarbeiter im Außen- und Innendienst sprechen in mehr als einer Hinsicht unsere Sprache“, lobt Philipp Mangel. „Auch bei ausgefallenen Fragen sind sehr kurzfristig kompetente Ansprechpartner verfügbar.“ Dadurch hat sich zwischen Meusburger und Mangel längst ein freundschaftliches Verhältnis entwickelt, das über die reine Beziehung zwischen Lieferant und Kunde weit hinaus geht.
Kein Wunder, dass Mangel noch viele weitere Artikel aus dem breit gefächerten Angebot an Komponenten für den Formenbau einsetzt. Dazu gehören Heißkanalkomponenten oder Auswerfereinheiten ebenso wie diverse Einbauteile oder die Temperierschläuche mit Schnellstecksystem. „Nicht selten finden wir auch z. B. im Programm für den Stanzwerkzeugbau Artikel, die wir gut für unsere Zwecke umwidmen können“, schließt Philipp Mangel.
Teilen: · · Zur Merkliste