anwenderreportage
OSG EPA-AL-3FL: Strategiewechsel schafft Kapazität
Neu definierte Schnittleistung und Standzeit bei schwer zerspanbarem Aluminium: Zu welch enormen Produktivitätssteigerungen und zusätzlichen Kapazitäten kontinuierliche Untersuchungen und Tests führen können, zeigt die Bearbeitung eines Bauteils bei der Hausherr & Schulz Maschinenbau GmbH (HSM). Das Unternehmen konnte durch den Einsatz des Hartmetallfräsers EPA-AL-3FL aus der Serie PlusLine von OSG die Durchlaufzeit bei dem schwer zerspanbaren Aluminium F50 um 30 Prozent reduzieren und die Standzeit um 40 Prozent erhöhen.
Beim Fräsen von Kupplungssystemen aus einer Aluminiumlegierung mit einer Zugfestigkeit von zirka 750 N/mm² stieß man bei HSM mit den Fräswerkzeugen hinsichtlich Schnittgeschwindigkeiten und Standzeiten relativ schnell an Grenzen.
Shortcut
Aufgabenstellung: Fräsen von Kupplungssystemen aus einer zugfesten Aluminiumlegierung F50.
Lösung: Hartmetallfräser EPA-AL-3FL aus der Serie PlusLine von OSG.
Nutzen: Durchlaufzeit um 30 Prozent reduziert, Standzeit um 40 Prozent erhöht.
Bekannt ist OSG meist als Problemlöser beim Bohren, Fräsen sowie Gewindeschneiden und vor allem bei schwer zerspanbaren Werkstoffen. Nun zählt Aluminium irrtümlich nicht unbedingt zur Gattung schwer zerspanbarer Werkstoffe. Tatsache aber ist, dass bei der Zerspanung von Aluminium sehr hohe Schnittgeschwindigkeiten und Vorschübe gefahren werden. Die Materialeigenschaften von Aluminium führen allerdings meist zu einer Bildung von Aufbauschneiden. Eine effiziente Spanabfuhr ist deshalb schwierig.
HSM in Witten machte da allerdings ganz andere Erfahrungen. Beim Fräsen von Kupplungssystemen aus einer Aluminiumlegierung mit einer Zugfestigkeit von zirka 750 N/mm² stieß man mit den Fräswerkzeugen hinsichtlich Schnittgeschwindigkeiten und Standzeiten relativ schnell an Grenzen. Deshalb begann man im April 2019 mit dem Test von Fräswerkzeugen der PlusLine-Serie von OSG. Konkret mit dem EPA-AL-3FL, Durchmesser 20 mm, ein Hartmetallfräser mit ALC-Beschichtung für Kupfer- und Aluminiumlegierungen.
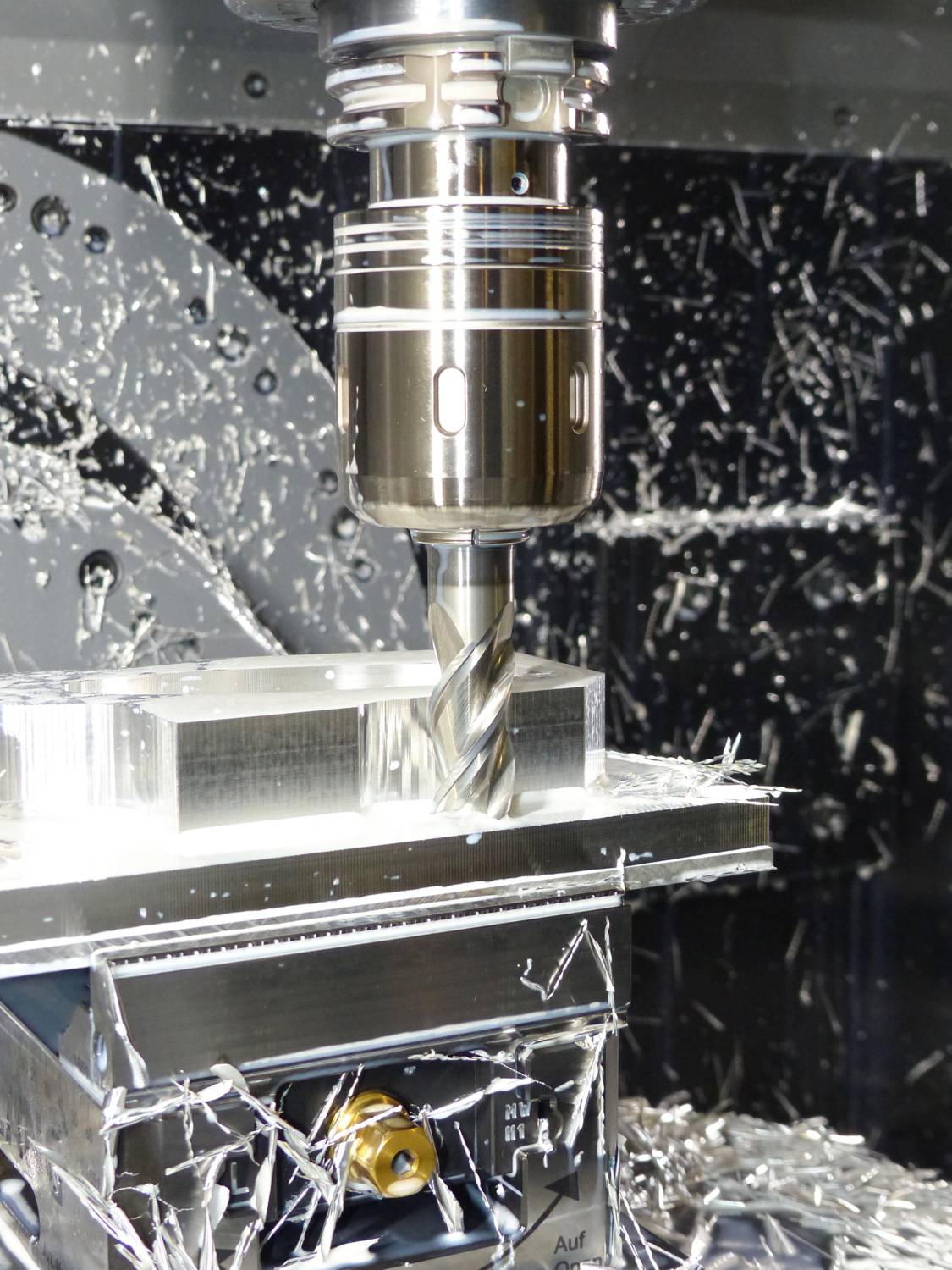
Der Hartmetallfräser EPA-AL-3FL ist pro Werkstück 30 Minuten im Einsatz. Bei einer Losgröße von 72 Stück ist das eine gesamte Eingriffszeit des Fräsers von knapp 40 Stunden.

Jürgen Roesler
Anwendungsberater bei OSG
„Effiziente und prozesssichere Aluminiumwerkzeuge wurden von OSG in der Vergangenheit als Sonderwerkzeuge mit eigens entwickelten Geometrien für namhafte Unternehmen gefertigt. Deshalb ist bei der Entwicklung des PlusLine-Programms das gesamte Geometrien-Know-how mit eingeflossen.“
Dringender Handlungsbedarf
Die Zerspanung von Aluminium gilt, wegen der sehr hohen Schnittgeschwindigkeiten und Vorschübe, meist als schwierig. Das war bei HSM völlig anders. Bei der zugfesten Aluminiumlegierung und den damit verbundenen, geringen Schnittgeschwindigkeiten und Werkzeugstandzeiten sah Betriebsleiter Christian Jahnke dringenden Handlungsbedarf: „Es ist natürlich von Vorteil, wenn eine Charge abgearbeitet ist und man mit einem neuen Auftrag früher auf die Maschine kann. Bei diesen Bauteilen bewegen wir uns bei Losgrößen bis zu 200 Stück, die sich pro Jahr ca. drei- bis viermal wiederholen. Deshalb war diese Optimierung wichtig, da die bis dahin eingesetzten Fräswerkzeuge weder gute Schnittdaten noch Standzeiten zuließen.“
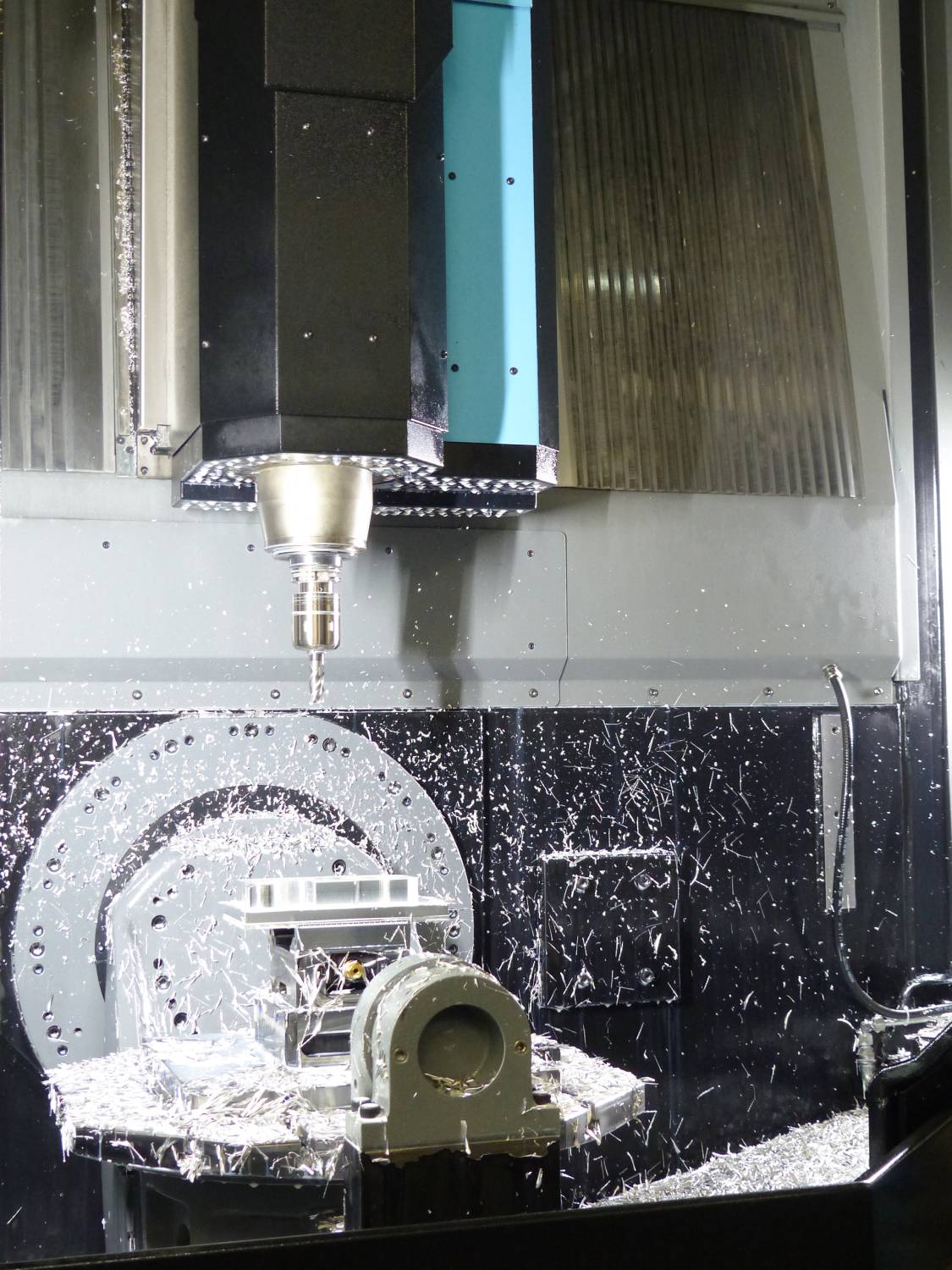
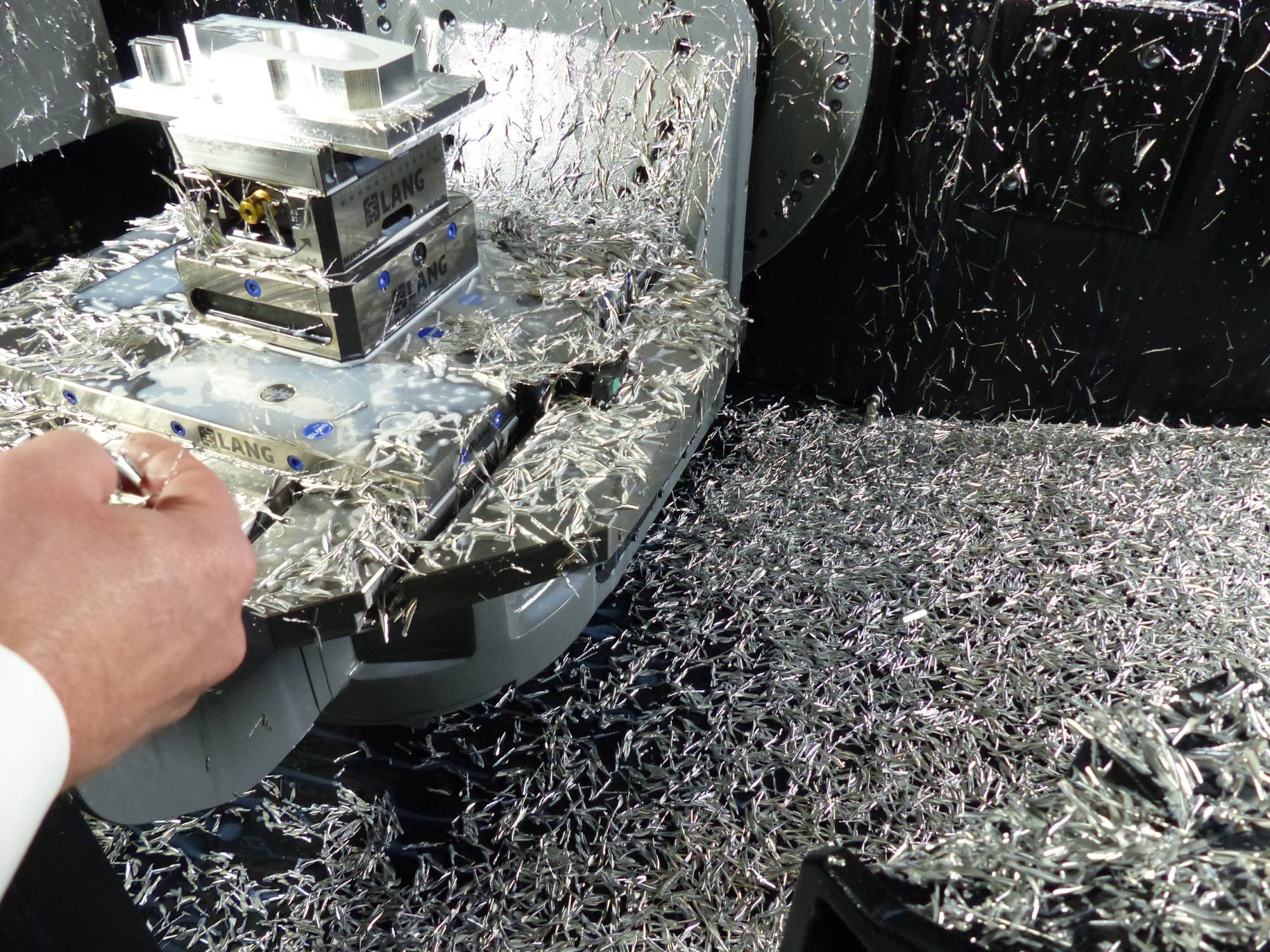
Das Hauptproblem lag demnach darin, dass der Grundkörper 320 x 270 x 45 mm beim Fräsen in der Mitte zu schwingen begann. Einerseits resultierte das aus der Spannung mit nur zwei Krallen an den Eckpunkten des Werkstücks, andererseits aber auch aus der Schneidengeometrie des Fräsers. So schlugen die Schneidkanten des Fräsers bei den Schwingungen gegen das Werkstück. Hoher Verschleiß bis hin zum Bruch war die Folge. Ein weiterer Aspekt war, dass man bei einem solch kleinen Bauteil an die Grenzen hinsichtlich der Dynamik der Maschine stieß. Deshalb wurden in Witten sowohl die Maschine, die Bearbeitungsstrategie sowie das Fräswerkzeug für das Schruppen und Schlichten gewechselt.
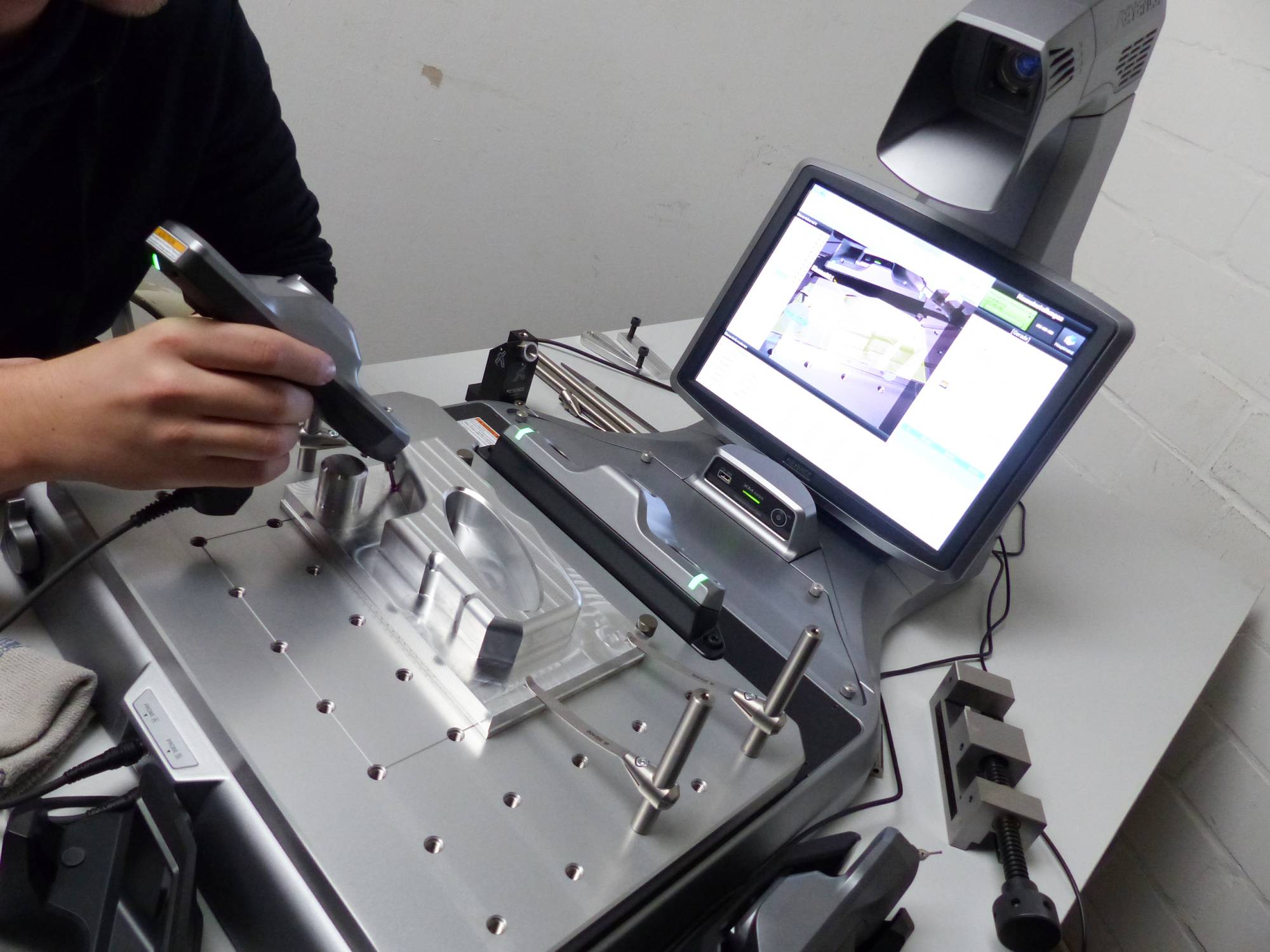
Hinsichtlich der Präzision ergeben sich auch beim Schlichten keine Probleme. Toleranzen in der Eben- und Winkeligkeit von kleiner 2/100 mm sind jederzeit realisierbar.
Infos zum Anwender
HSM ist ein Zulieferunternehmen mit über 30 Jahren Erfahrung und umfangreichen Möglichkeiten im Bereich der mechanischen Bearbeitung. Mit dem vielseitigen Maschinenpark konzentriert sich das Unternehmen auf die Fertigung im Dreh-, Fräs-, Bohr- sowie Schleifbereich. Mit 19 Mitarbeitern bearbeitet HSM nach Zeichnung, Skizze oder Muster eine Vielzahl der im Maschinenbau verwendeten Werkstoffe.
www.hsm-witten.de
Schwingungen reduziert
Mit messbarem Erfolg, denn seither konnten sowohl die Durchlaufzeiten reduziert als auch die Standzeiten erhöht werden. Der EPA-AL-3FL ist pro Werkstück 30 Minuten im Einsatz. Bei einer Losgröße von 72 Stück ist das eine gesamte Eingriffszeit des Fräsers von knapp 40 Stunden – demnach eine 40 Prozent längere Standzeit gegenüber dem bisher eingesetzten Fräser. Konrad Serkies, der Mann an der Maschine, sieht den Grund für diese enorme Steigerung allerdings nicht allein im Fräswerkzeug: „Ich denke, der Maschinenwechsel und der Wechsel auf eine Trochoidal-Strategie haben da auch wesentlichen Anteil daran. Wir haben beispielsweise die Schnittgeschwindigkeit auf 500 m/min, den Zahnvorschub von 3/10 mm auf 6/10 mm erhöht und fräsen mit einer Zustelltiefe von 1,5xD, sowie einer seitlichen Zustellung von 50 Prozent, also 10 mm. Das ist enorm, denn das ergibt eine Spandicke von bis zu 6/10 mm. Wir sind so aber um über 30 Prozent schneller als vorher. Und das problemlos.“
Zusätzlich positiv ist, dass sich bei der Bearbeitung die erwähnten Schwingungen nahe null reduzierten. Für Jürgen Roesler, Anwendungsberater bei OSG kommt dieser Effekt nicht überraschend: „Effiziente und prozesssichere Aluminiumwerkzeuge wurden von OSG in der Vergangenheit als Sonderwerkzeuge mit eigens entwickelten Geometrien für namhafte Unternehmen gefertigt. Deshalb ist bei der Entwicklung des PlusLine-Programms das gesamte Geometrien-Know-how mit eingeflossen. Wichtig sind im konkreten Fall deshalb Drallwinkel, Schneidkanten-Präparation. Freiwinkel, einfach die Geometrie in der Gesamtheit. Das sind gegenüber anderen Werkzeugen nur minimale Unterschiede, die aber Großes bewirken.“ Bei dem aktuellen Zeitspanvolumen von 4.000 cm³/min ist dem nichts hinzuzufügen.
Mit einer Schnittgeschwindigkeit von 500 m/min, Zahnvorschub 6/10 mm und einer Zustelltiefe von 1,5xD sowie einer seitlichen Zustellung von 50 Prozent, kommt man aktuell auf ein Zeitspanvolumen von 4.000 cm³/min.
V.l.n.r.: Jürgen Roesler (Anwendungsberater bei OSG), Christian Janke (Betriebsleiter bei HSM) und Konrad Serkies (Maschienenbediener bei HSM) sind ständig im Dialog, um mit neuen Strategien und Werkzeugen die Zeitfenster zu reduzieren. Mit der PlusLine-Serie ist das mehr als gelungen.
Zahlreiche Prozesse umgestellt
Nun wird in Witten mit den Fräsern EPA-AL-3FL geschruppt und geschlichtet. Hinsichtlich der Präzision ergeben sich damit allerdings keine Probleme. In der Eben- und Winkeligkeit von kleiner 2/100 mm sind die Toleranzen jederzeit realisierbar. Das beschriebene Bauteil ist bei HSM nicht das einzige Aluminiumbauteil, das bearbeitet wird. Im Gegenteil, mit ähnlich schwierig zerspanbarem Aluminium hat man öfter zu tun. Und weil man in Witten kontinuierlich an der Effizienz und Wirtschaftlichkeit arbeitet, wurden in diesem Bereich aufgrund der Erfahrungen viele Prozesse auf Werkzeuge von OSG umgestellt.
Teilen: · · Zur Merkliste