anwenderreportage
Kennametal KenTIP: S355 erfolgreich gebändigt
Modulares Bohrsystem von Kennametal sorgt für Prozesssicherheit: Es gibt Stahlsorten, die es einem Zerspanungswerkzeug nicht gerade einfach machen. Laut Christian Schragl, Produktionstechniker beim Amstettner Schalungsspezialisten Doka, sei S355 das beste Beispiel dafür: Obwohl von den grundsätzlichen Qualitätsanforderungen her normiert, könne man bei diesem vielfach eingesetzten Baustahl dennoch je nach Hersteller und Charge erhebliche Unterschiede feststellen. Eine Tatsache, die schon so manch einem Bohrer zum Verhängnis wurde. Kennametal lieferte eine passende Lösung für dieses „Problem“: KenTIP™ bzw. KenTIP™ FS. Von Sandra Winter, x-technik

An diesen Teilen mit unterschiedlichen Längen und Formen biss sich schon so manch ein Werkzeug die Zähne aus, weil sich S355 beim Kernlochbohren als äußerst widerspenstiges Material entpuppte.
Shortcut
Aufgabenstellung: Kernlochbohrung bei einem 80 mm langen, rundem Teil aus S355-Stahl.
Lösung: Modularer KenTIP™ bzw. KenTIP™ FS mit Standard- und maßgeschneidertem Sonderbohrkörper.
Vorteil: Erhöhte Standzeit der eingesetzten Werkzeuge, dadurch Kostenreduktion pro Teil, mehr Prozesssicherheit und Toleranzeinhaltung, der Wechsel der Bohrkronen ist planbar geworden.
Für die Doka, einem Unternehmen der Umdasch Group ist 2018 ein ganz besonderes Jahr. Schließlich gibt es heuer gleich mehrere Jubiläen zu feiern: Das 150-jährige Bestehen eines mittlerweile mit mehr als 7.600 Mitarbeitern weltweit tätigen Familienbetriebs, dessen Wurzeln bis ins Jahr 1868 zurückreichen. Damals erhielt Stefan Hopferwieser, der Urgroßvater der heutigen Inhaber, die „Concession“ zum Betrieb des Zimmereigewerbes. Den 60er von Doka, einem international anerkannten Schalungsspezialisten, der – um an dieser Stelle nur zwei Beispiele von vielen zu nennen – bei einem mehr als elf Kilometer langen Brücken-Projekt über den viertgrößten Fluss der Welt – den Orinoco – genauso eine tragende Rolle spielte wie beim höchsten Gebäude der Welt, dem Burj Khalifa in Dubai. Und last but not least den 50er der hauseigenen Metallverarbeitung, die 1968 aufgebaut wurde und durch deren Maschinenpark rund 65.000 Tonnen Stahl pro Jahr laufen. „Wir produzieren zwar auch Fertigteile, aber größtenteils geht es in unserem Bereich der mechanischen Fertigung um kleine, im großen Ganzen versteckte Komponenten, die allerdings extrem wichtig sind. Bei schlechter Qualität können Personen- und Sachschäden entstehen“, streicht Christian Schragl die Bedeutsamkeit der in seiner Abteilung hergestellten Produkte hervor. „Ein Sperrenvorlauf beispielsweise sorgt für eine sichere Aufhängung unserer Arbeitsbühnen, die teilweise in großen Höhen montiert werden“, ergänzt er.
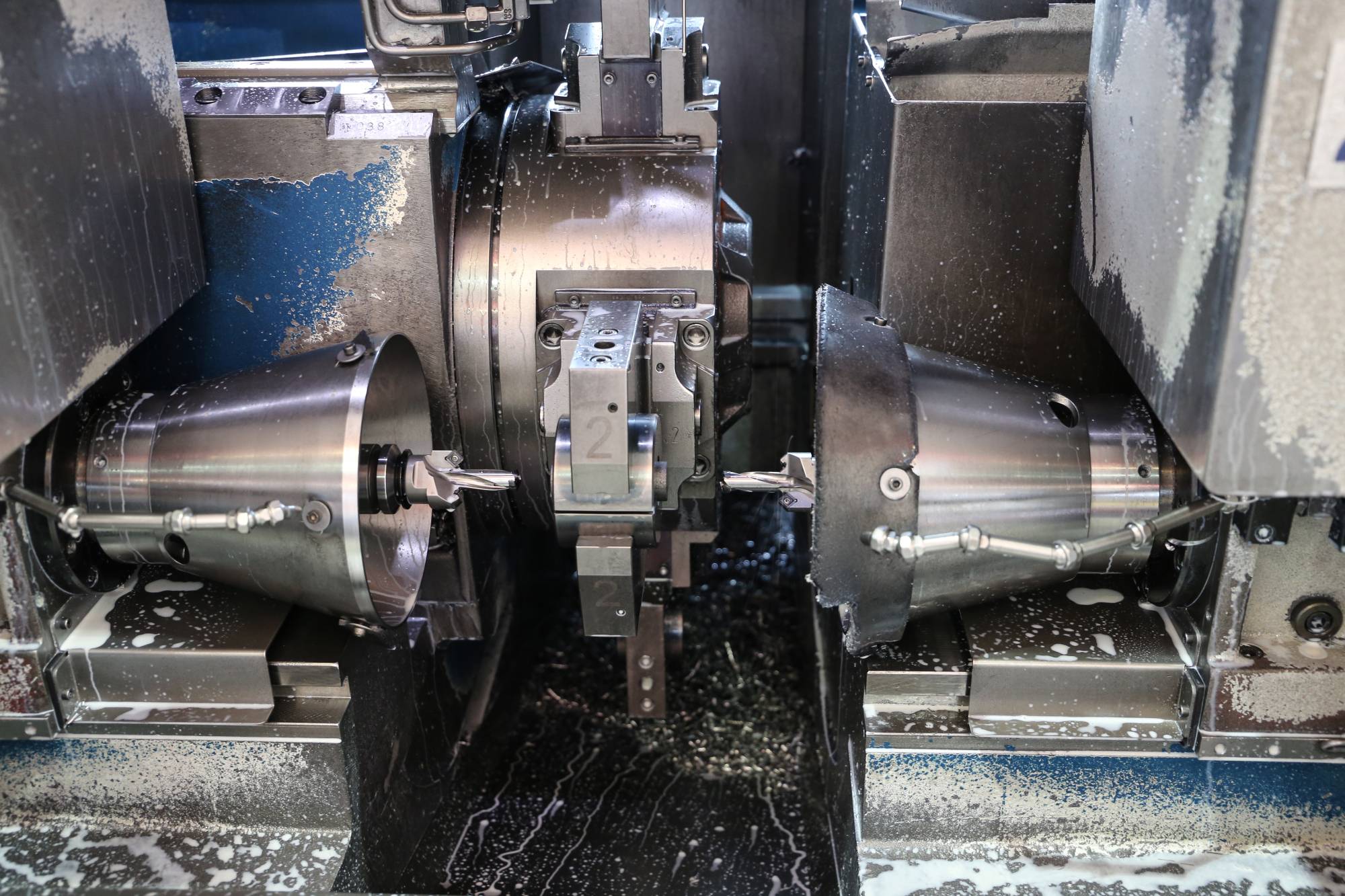
Die Kernlochbohrung der Anschweißmuffe wird von zwei identen KenTIP™-Bohrern erledigt. Diese schreiten von beiden Seiten gleichzeitig zur Tat und übernehmen auch das Innen- und Außenfasen des Werkstücks.

Christian Schragl
Produktionstechniker bei der Doka GmbH
„Früher hatten wir immer wieder mit Werkzeugbrüchen zu kämpfen, teilweise erst nach 1.000 Bohrungen, manchmal aber auch schon viel früher. Mit KenTIP™ wurde gleich beim ersten Versuch ein neuer Richtwert – 1.500 Teile – erreicht.“
Prozesssicher 1.500 Bohrungen
Die Qualität ist eine Schraube, an der von der „Production Unit Amstetten“ von Doka permanent in Richtung Verbesserung gedreht wird. Die Prozesssicherheit und die Standzeiten der Werkzeuge sind zwei weitere Themenbereiche, wo die Amstettner stets nach etwaigen Optimierungsmöglichkeiten Ausschau halten. So lernten sie auch Markus Pleyer, Vertriebstechniker bei Kennametal, näher kennen. Erste Gespräche gab es bereits 2014, konkrete Versuchsreihen liefen dann ab 2015 und mittlerweile werden von den Schalungstechnikern bereits ein Großteil der verschiedenen Teile mit Kennametal-Bohrern bearbeitet.
„Wir suchen für jeden Fertigungsschritt DEN Spezialisten und machen demzufolge regelmäßig Testreihen, wo wir die Werkzeuge unterschiedlicher Anbieter miteinander vergleichen. Kennametal hatte bei den modularen Bohrsystemen mit Wechselspitze auf Anhieb die Nase vorne“, lobt Christian Schragl. Seine Zufriedenheit lässt sich auch in Zahlen ausdrücken: „Früher hatten wir immer wieder mit Werkzeugbrüchen zu kämpfen, teilweise erst nach 1.000 Bohrungen, manchmal aber auch schon nach 50 oder gar nur fünf. Mit dem Kennametal KenTIP™ Bohrer wurde gleich beim ersten Versuch ein neuer Richtwert – 1.500 Teile Minimum – erreicht“, erinnert sich der Produktionstechniker bei der Doka. Eine weitere Verbesserung, die durch den Umstieg auf ein Kennametal-Werkzeug erreicht wurde: Prozesssicherheit. „Jetzt können wir uns darauf verlassen, dass der Bohrer bis zum geplanten Kronenwechsel die gewünschte Performance liefert“, bestätigt der Niederösterreicher.
Produktive Zusammenarbeit: Markus Pleyer, Vertriebstechniker bei Kennametal (li.) und Christian Schragl, Produktionstechniker bei der Doka GmbH, beflügeln sich gegenseitig, wenn es darum geht, zusätzliche Optimierungspotenziale aufzuspüren bzw. auszuschöpfen.
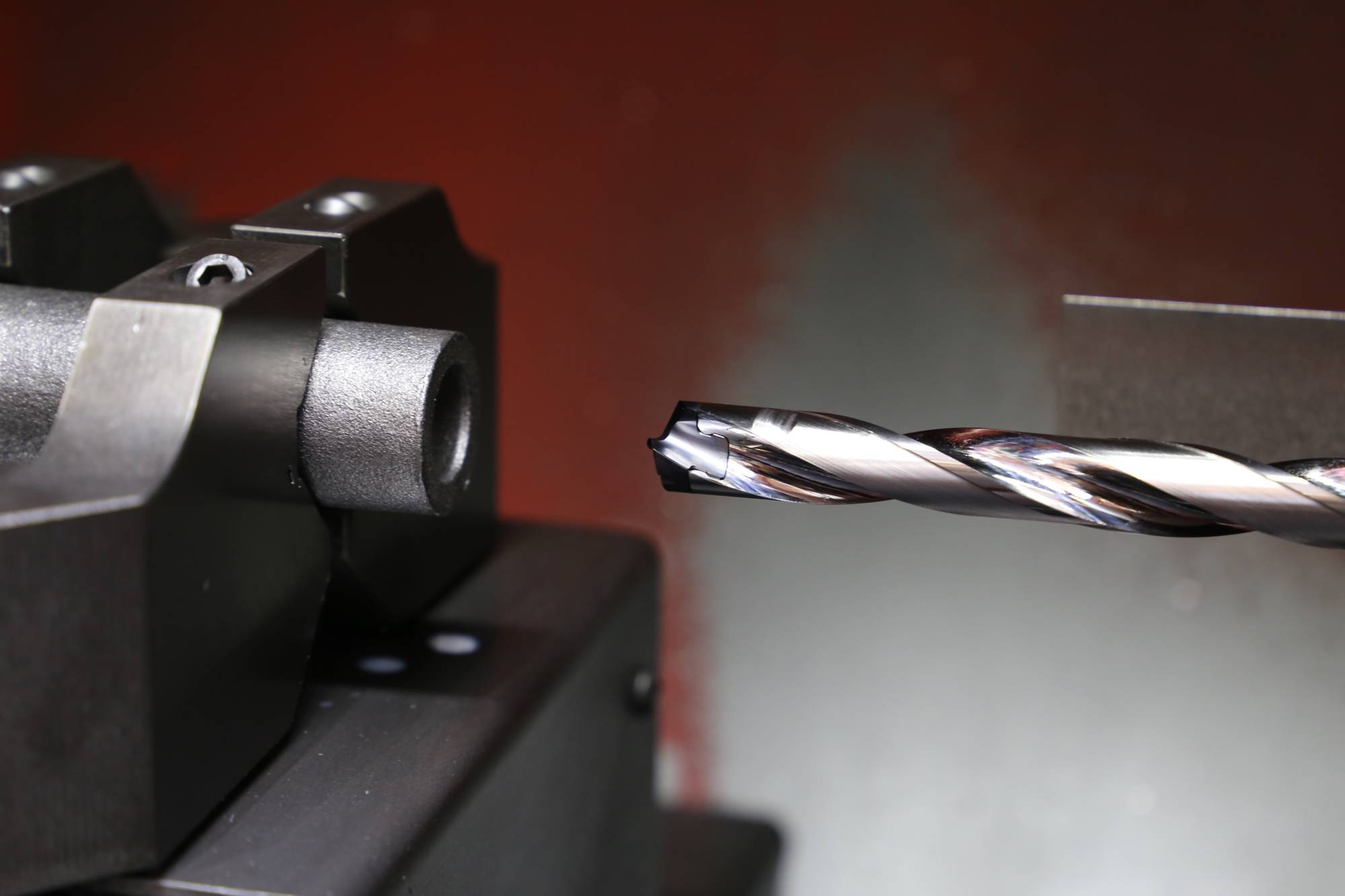
Beim „jüngsten“ Wechselspitzenbohrer aus dem Kennametal-Sortiment stehen gleich vier Kühlmittelkanäle – zwei an der Spitze und zwei in der Spannut unmittelbar unterhalb des Schneideinsatzes – für die Wärme- und Späneabfuhr zur Verfügung.
Prozessänderung als weitere Optimierungsmaßnahme
Eigentlich ist es ein „simpler“ Teil, an der sich bei der Doka schon so mancher Bohrer die Zähne ausbiss: 80 mm lang, rund, Durchmesser 28 mm – aber aus S355. Und dieser vielfach eingesetzte „gewöhnliche“ Baustahl entpuppte sich beim Kernlochbohren als äußerst widerspenstiges Material. „Die grundsätzliche Zusammensetzung dieser Stahlsorte ist zwar per Norm definiert, aber bei den Feinheiten kann es je nach Hersteller und Charge erhebliche Unterschiede geben“, weiß Christian Schragl aus eigener Erfahrung. Kennametal trickste dieses schwierig zu zerspanende Rohmaterial nicht nur mit einem anderen Werkzeug, sondern vor allem auch mit einer gravierenden Veränderung des bestehenden Bearbeitungsprozesses aus: In der Vergangenheit zeichnete ein Werkzeug für die Kernlochbohrung der Anschweißmuffe verantwortlich, jetzt teilen sich zwei idente KenTIP™-Bohrer diese Aufgabe auf, indem sie von beiden Seiten gleichzeitig zur Tat schreiten. Wobei das Innen- und Außenfasen des Werkstücks gleich miterledigt wird. „Mit dieser Prozessänderung brachten wir automatisch kürzere Werkzeuge ins Spiel, konnten damit die Bearbeitungszeit deutlich reduzieren und die Prozessfähigkeit maßgebend positiv beeinflussen “, erklärt Markus Pleyer.
Als Schneidstoff befindet sich KCP15A™ im Einsatz. Eine feinkörnige Hartmetallsorte mit einer PVD-Nanobeschichtung auf TiAIN-Basis, die für eine bessere thermische und chemische Stabilität sorgt. „Das bedeutet: Mit unseren Wechselkopfbohrern sind Leistungen möglich, wie man sie sonst nur von Vollhartmetall-Werkzeugen kennt“, betont einer, der bei seinen Kunden dafür bestens bekannt ist, dass er den kompletten Bearbeitungsprozess analysiert und entsprechende Optimierungsschritte initiiert. „Egal, ob es darum geht, mehr Kühlmittel nach vorne zur Bohrerspitze zu bringen oder darum, sehr hohe Spanvolumina abzutransportieren – Markus Pleyer und ich reden darüber und überlegen gemeinsam, wie wir bessere Ergebnisse erzielen können“, beschreibt Christian Schragl eine Zusammenarbeit, die beide Seiten als äußerst produktiv empfinden. „Wir beflügeln uns gegenseitig“, schmunzelt der Kennametal-Vertriebstechniker und präsentiert im selben Atemzug seinen neuesten Joker – den KenTIP™ FS.

Mit dem Kennametal KenTIP™ Bohrer wurde bei Doka gleich beim ersten Versuch ein neuer Richtwert – 1.500 Teile Minimum – erreicht.

Die Wand-, Decken-, Kletter-, Traggerüst- und Sicherheitssysteme sowie die Systemkomponenten der Doka sind im Brückenbau genauso gefragt wie im Hoch-, Tunnel-, Kraftwerksbau.


Markus Pleyer
Vertriebstechniker bei Kennametal
„Mit unseren modularen Wechselkopfbohrern KenTIP™ bzw. KenTIP™ FS sind Leistungen möglich, wie man sie sonst nur bei Vollhartmetall-Werkzeugen kennt.“
Standzeit um weitere 30 % erhöhen
Wenn es um den „jüngsten“ Wechselspitzenbohrer aus dem Kennametal-Sortiment geht, der im September letzten Jahres auf der EMO präsentiert wurde und der vor allem aufgrund seiner „Full-Solid Carbid Spitze“ und seiner Mehrfachkühlung sofort von sich reden machte, kennt Markus Pleyer keine Zurückhaltung. „Mit diesem modularen Bohrer, der mit einem Durchmesser von 6 bis 26 mm – Bohrtiefe 1,5 bis 12xD – erhältlich ist, lassen sich die Standzeiten sicherlich noch einmal um 30 % erhöhen bei der Doka“, lehnt er sich Christian Schragl gegenüber ziemlich weit aus dem Fenster. „Weil durch eine speziell entwickelte Kegel-Schnittstelle der Hartmetall-Schneideinsatz den Stahlgrundkörper komplett abdeckt, und es dadurch zu keinem Einwirken von Spänen auf die Schnittstelle kommen kann. Weil die drei neuen „materialspezifischen“ Stirngeometrien einen neuen Anschliff haben, der dem Bohrer noch bessere Zentriereigenschaften verleiht. Und weil beim KenTIP™ FS gleich vier Kühlmittelbohrungen – zwei an der Spitze und zwei in der Spannut unmittelbar unterhalb des Schneideinsatzes – für die Wärmeabfuhr zur Verfügung stehen. Das verlängert die Lebensdauer des Werkzeugs deutlich. Außerdem steigt die Qualität der Bohrung“, verspricht der Kennametal-Mitarbeiter.
Nun, die Doka ist bereit für diesen nächsten Optimierungsschritt. Der erste KenTIP™ FS ist bereits eingebaut, weitere sollen folgen. Getestet wird vorerst einmal bei einer Portal-Drehmaschine mit integrierter Bohranlage, wo der eingangs erwähnte Sperrenvorlauf gefertigt wird. „Wir sind immer offen für Anregungen, wie sich weitere Produktivitätssteigerungen erreichen lassen könnten“, zeigt sich der Produktionsleiter der Doka sichtlich interessiert am neuen Kennametal-Werkzeug.
Infos zum Anwender
Die Doka Österreich GmbH ist ein Unternehmen der Umdasch Group und zählt zu den weltweit führenden Unternehmen in der Entwicklung, Herstellung und im Vertrieb von Schalungstechnik für alle Bereiche am Bau. Die Wand-, Decken-, Kletter-, Traggerüst- und Sicherheitssysteme sowie die Systemkomponenten des Amstettner Familienbetriebs sind im Brückenbau genauso gefragt wie im Hoch-, Tunnel und Kraftwerksbau.
Teilen: · · Zur Merkliste