veranstaltung
Walter, Cimatron und CGTech: Fertigungseffizienz im Werkzeug- und Formenbau
Im Technology Center von Walter in Tübingen fand Ende November 2023 ein Event zum Thema „Fertigungseffizienz im Werkzeug- und Formenbau“ statt. Mehr als 40 Formenbauexperten folgten der Einladung und sahen live vor Ort, wie durch den Einsatz von hochproduktiven Werkzeugen von Walter in Kombination mit Prozessoptimierungen durch Cimatron und CGTech die Bearbeitungszeit um beeindruckende 30 Prozent reduziert werden konnte.

Als Werkstück wurde ein generisches Bauteil gewählt, an welchem möglichst viele Schlüsselbearbeitungen aus der Praxis nachgestellt werden konnten. Um die Bearbeitungszeiten kurz zu halten, fiel die Wahl auf einen 42CrMo4.

Christian Hämmerle
Component Manager Mould & Die Industry Segments bei der Walter AG
„Walter GPS ist eine auf die Anforderungen unserer Kunden zugeschnittene Lösung, mit welcher das optimale Werkzeug inklusive Schnittdaten für den individuellen Prozess innerhalb weniger Mausklicks verfügbar ist. Dies vereinfacht nicht nur die Prozesse, sondern trägt auch dazu bei, dass die Effizienz weiter gesteigert wird.“
Um heutzutage erfolgreich zu sein und dem Wettbewerbsdruck standhalten zu können, muss effizient gefertigt werden. An einem fiktiven Kundenteil demonstrierten Walter, Cimatron und CGTech auf einer Hermle C52U, wie eine effiziente Bearbeitung mit modernen Werkzeugkonzepten und passenden Softwarelösungen aussehen könnte. „Als Werkstück haben wir ein generisches Bauteil gewählt, mit dem wir möglichst viele Schlüsselbearbeitungen aus der Praxis nachstellen können. Um die Bearbeitungszeiten kurz zu halten und somit die Live-Vorführungen an der Maschine kurzweiliger gestalten zu können, fiel die Wahl auf einen 42CrMo4 mit ca. 850N/mm², welcher höhere Schnittdaten und somit kürzere Bearbeitungszeiten erlaubt als ein 1.2379“, so Christian Hämmerle, Component Manager Mould & Die Industry Segments bei der Walter AG in Tübingen.
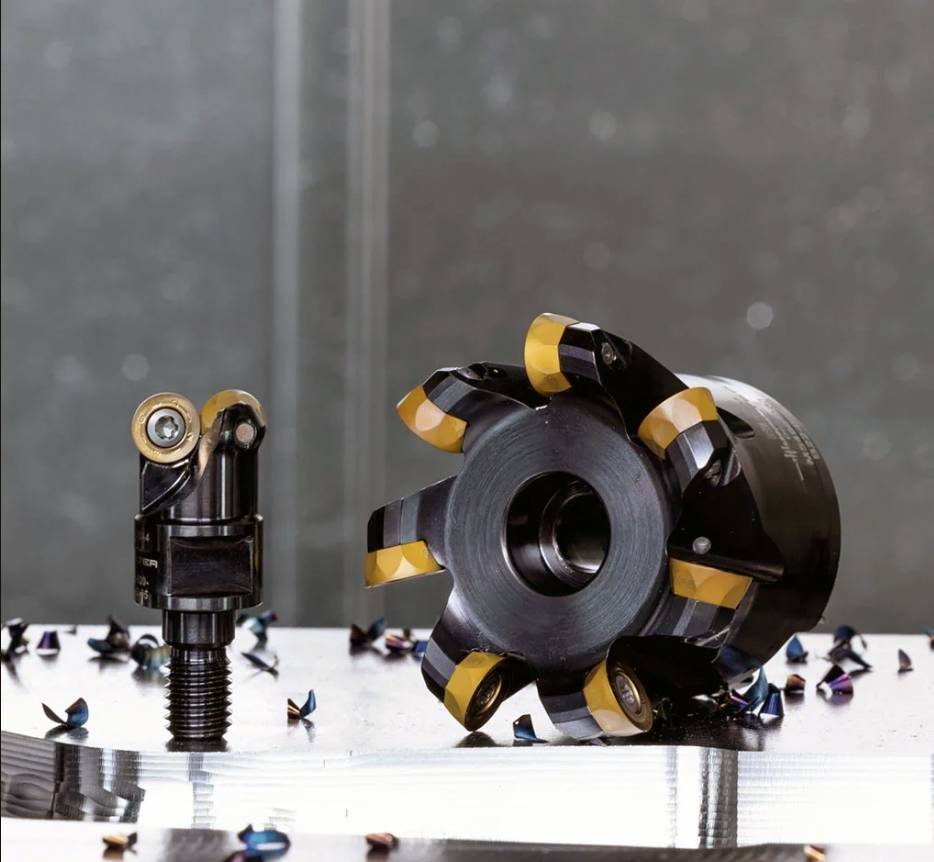
Das bevorzugte Schruppwerkzeug: Walter bietet den Xtra·tec XT-Rundplattenfräser M5468 aktuell von Ø 10 bis 125 mm an, inklusive Übermaßfräser für lange Auskragungen.

Ulrich Sundermeier
Vertriebsleiter für Cimatron im deutschsprachigen Bereich
„Für unsere Kunden zahlt es sich heute natürlich aus, dass sich Cimatron von Beginn an bei der Entwicklung seiner CAD/CAM-Lösung ausschließlich auf die Anforderungen des Werkzeug- und Formenbaus fokussiert hat. Der kurze Einblick, den wir heute hier bei Walter geben durften, spricht da für sich.“
Werkzeuge von Walter
Zu Beginn jedes Projekts müssen – nachdem Werkstück und Werkstoff sowie die Aufspannsituation bekannt sind – Werkzeuge und Schnittdaten festgelegt werden, da diese als Basis für die Programmierung des Bauteils essenziell sind. Hierfür kommen größtenteils Werkzeuge zum Einsatz, welche beim Kunden als Standardwerkzeug auf der Maschine gerüstet sind. Dadurch kann bereits sehr früh mit der Bearbeitung begonnen werden und es muss nicht auf die Lieferung eines neu bestellten Werkzeugs gewartet werden. Somit wird eine Maschine, welche im Bereich des Schruppprozesses, aber auch für die Semi-Schlichtbearbeitung mit Standardwerkzeugen bestückt ist, immer wichtiger. Walter empfiehlt hierbei für die Schruppbearbeitung Werkzeuge mit hohen Zähnezahlen, welche zusätzlich über stabile Schneidkanten für einen universellen Einsatz verfügen. „Bestens für diese Anforderung geeignet ist hier unser Rundplattenfräser M5468, welcher durch seine runden und im Verhältnis zur Plattengröße sehr dicken Wendeschneidplatten über außerordentlich stabile Schneidkanten verfügt“, so Hämmerle. Mit dem Xtra·tec XT M5468 geht Walter neue Wege gegen das ungewollte Verdrehen von Rundwendeschneidplatten. Die Wendeschneidplatten-Indexierung mittels Pratzenspannung wird durch eine Indexierung über Facetten an der Freifläche der Wendeschneidplatte ersetzt. Dies sichert die Platten gegen ungewolltes Verdrehen und ermöglicht eine Spanabfuhr ohne Störkontur am Werkzeug.

Der MD838 Supreme (z = 4 - 8) ist konisch ausgeführt und besitzt einen Wirkradius von 250 bis 1.000 mm.
Die richtigen Schnittdaten
Stehen nun alle für die Zerspanung wesentlichen Parameter fest, fehlen noch die optimalen Schnittdaten für den Prozess. „Mit Walter GPS, dem digitalen Zerspanungs-Navi, steht unseren Kunden hierbei ein einzigartiges System zur Verfügung, welches nicht nur plattformübergreifend verfügbar, sondern auch komplett kostenfrei ist“, erklärt Hämmerle die Vorzüge. Walter GPS liefert hier individuelle Lösungsempfehlungen speziell für die Bearbeitungsaufgabe. Die ausgegebenen Schnittdaten sind exakt an die Anwendung, die Maschine und den Werkstoff angepasst. Auch die Verknüpfung mehrerer Bearbeitungen wie z. B. Kernlochbohrer oder Gewindewerkzeug sind möglich. Am Ende des Prozesses liefert GPS zudem wichtige Informationen wie z. B. die individuellen Kosten der jeweiligen Bearbeitung und macht so auch den Vergleich verschiedener Werkzeuge oder Strategien bei gleichzeitiger Kostenbetrachtung möglich. Abschließend erhält der Nutzer für seine Dokumentation alle Anwendungsparameter als PDF-Datei. Alle Daten können nun im CAM-System für die weitere Programmierung verwendet werden.

Durch den Einsatz von hochproduktiven Werkzeugen von Walter in Kombination mit Prozessoptimierungen durch Cimatron und CGTech konnte die Bearbeitungszeit um beeindruckende 30 % reduziert werden.

Christian Apel
Area Sales Manager bei CGTech Deutschland
„Force analysiert die Kräfte und Spanstärke an der Schneide an jedem einzelnen NC-Punkt. Dank Force werden die Laufzeit und der Werkzeugverschleiß reduziert, die Standzeiten erhöht und die Bearbeitung läuft prozesssicher durch.“
Durchgängige CAD-/CAM-Software von Cimatron
Als CAM-System kommt bei der Veranstaltung Cimatron zum Einsatz. Harald Röhle, Applikationsspezialist bei der Cimatron Technologies GmbH, erläutert am Anfang seines Vortrages, welche Situation er häufig bei Interessenten antrifft: „In der Regel beginnt der Engineering-Prozess bei Betrieben aus dem Werkzeug- und Formenbau mit dem Import der Artikeldaten aus unterschiedlichsten CAD-Systemen. Viele Systeme haben an dieser Stelle bereits Limitierungen. Mit Cimatron stellt sich dieses Problem, dank leistungsfähiger Schnittstellen sowie einem Modellierkern, der auch potenziell fehlerhafte Eingangsdaten ohne Reparatur verwenden kann, nicht.“ Ein weiteres Argument für den Einsatz von Cimatron ist laut Röhle die Durchgängigkeit, mit der in einer Oberfläche, Werkzeugkonstruktion, Elektrodenprozess sowie NC-Programmierung erledigt werden. „Ein Riesenvorteil bei Änderungen. Es liegt in der Natur der Sache, dass der Formenbauer mit Artikeländerungen konfrontiert wird, wenn der Engineering-Prozess schon weit fortgeschritten ist. Mit Cimatron lassen sich die Form, Elektroden und NC-Programme dann weitestgehend automatisch aktualisieren“, so Röhle weiter.
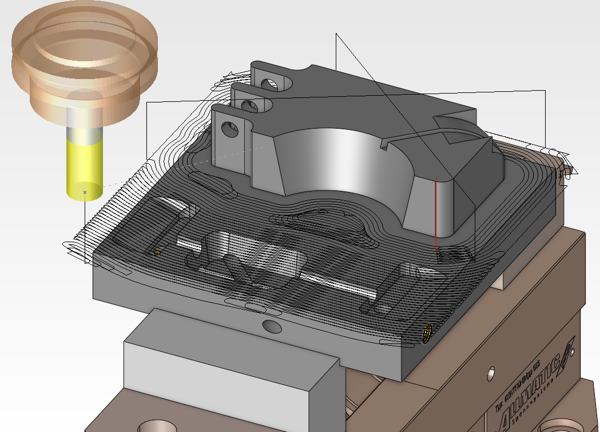
Nach der Einführung beginnt er mit seiner Arbeit am Demo-Werkstück und wählt zunächst die Werkzeuge in der Walter-Werkzeugbibliothek aus und importiert deren Werkzeuggeometrie in das Cimatron-System. Beim Schruppen geht es vor allem um die Abtragsleistung. Zunächst erklärt Röhle, dass Cimatron permanent das verbleibende Material aktualisiert, um maximale Effizienz zu bieten. Danach stellt er HSC- und HPC-Bearbeitung gegenüber. Unter anderem hat das HPC-Fräsen durch das konstante und hohe Zeitspanvolumen bei der Geschwindigkeit die Nase vorn, jedoch relativiere sich das häufig dadurch, dass ein zusätzliches HSC-Nachschruppen erforderlich ist. Röhle empfiehlt beim Schruppen außerdem, auf das 5-Achsen-Simultanfräsen zu verzichten und stattdessen angestellt zu arbeiten. Dank Achsklemmung im Cimatron erzielt man so deutlich höhere Abtragsraten.
Einsparungen bei der Bearbeitungszeit
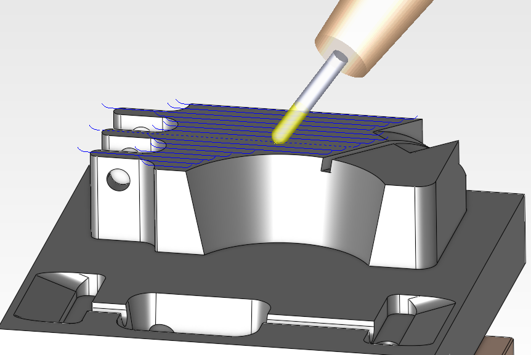
Nach der Schrupp- und Bohrbearbeitung wurden anhand des Werkstücks die Vorteile von Schlichtbearbeitungen mit Kreissegmentfräsern in Kombination mit modernen CAM-Systemen hervorgehoben. Hier kommen mit den Kreissegmentfräsern MD838 Supreme und MD839 Supreme zwei Vollhartmetallfräser speziell für die Schlichtbearbeitung von Walter zum Einsatz. Wie schon beim dynamischen Fräsen im Schruppen nutzt Walter mit den neuen Fräsern beim Schlichten die Potenziale der neusten CAM-Generation. „Beim Schlichten zeigen sich zahlreiche weitere formenbauspezifische Qualitäten von Cimatron. Zu der Vielzahl der vorgestellten Möglichkeiten hier nur einige Stichpunkte: Strichpoliturrichtung, also Werkzeugwege, die entsprechend der Entformung ausgerichtet sind. Flächenwalzen, speziell für Schieberführungen. Schlichtbearbeitung mit ziehendem Schnitt. Automatische Halterauslenkung. Unterstützung von Kreissegmentfräsern. Das alles sorgt für eine exzellente Oberflächengüte und schnelle Zerspanung“, so der Applikationsspezialist von Cimatron weiter.
Zum Abschluss des Cimatron-Vortrages geht es um die Taschen- und Bohrbearbeitung, einen nicht zu unterschätzenden Part bei der Fertigung von Spritzgießformen. Cimatron bietet dafür ein „Automatisches Bohren“, das Bohrungstypen automatisch erkennt und definierten Bohrzyklen zuordnet, ein „Tiefbohren“, das u. a. eine Vorschubanpassung bei sich überschneidenden Kühlungsbohrungen sicherstellt sowie den „Taschenmanager“, der Außen- und Innentaschen inkl. Inseln erfasst und spezielle NC-Strategien für deren Bearbeitung darauf anwendet.
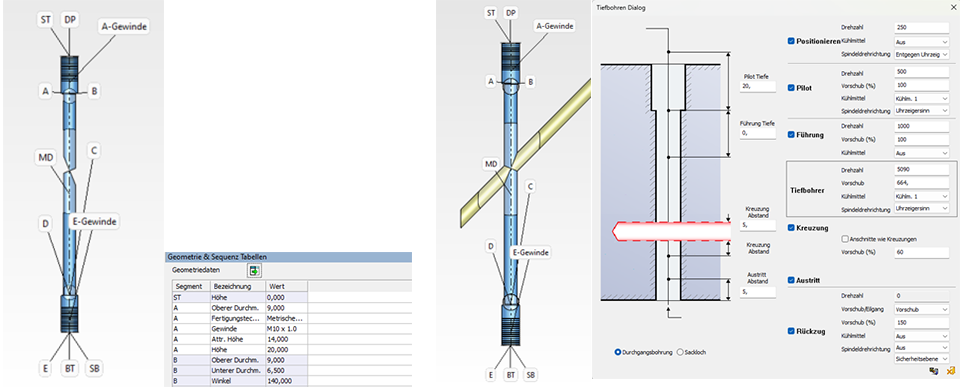
Die Bohr-Module im Cimatron. Im Bild links „Autobohren erkennt automatisch Bohrungen und ordnet sie den entsprechenden Bohrsequenzen zu. Im Bild rechts das Tiefbohren, das sich unter anderem der Vorschubanpassung bei sich schneidenden Bohrungen annimmt.
In diesem Projekt wurde das Bauteil aus 42CrMo4(1.7225) auf einer Hermle C 52 U mit einer Siemens 840D-Steuerung mit Hilfe von Vericut simuliert und optimiert.
3D-Simulation durch Vericut
Zur Simulation und Optimierung der NC-Programmierung kommt Vericut zum Einsatz, welches über eine direkte Schnittstelle im Cimatron verfügt. „Vericut dient als Schnittstelle von der digitalen Programmierung zur realen Maschine. Für eine Digitalisierung ist es enorm wichtig, Systeme zu verwenden, die Schnittstellen zu angrenzenden Technologien haben. Das bedeutet, der Projektaufbau mit Spannmittel, Werkzeugwahl inkl. Schnittwerte, Nullpunkte, Rohteil und Fertigteil findet im CAM-System statt und wird mittels Schnittstelle an Vericut übergeben. Vericut übernimmt die Daten und kann ohne weiteren Aufbau des Projektes den NC-Code simulieren und optimieren“, so Christian Apel, Area Sales Manager bei CGTech Deutschland, und ergänzt: „Ziel war es, die erste Bearbeitung, also das Schruppen, schnell mittels Standardzyklen aus dem CAM-System auf die CNC-Maschine zu bekommen. Mit Vericut Force ist es uns gelungen, den NC-Code in wenigen Schritten zu optimieren und eine Zeitersparnis von über 28 Prozent Laufzeit zu erzielen.“

Mit Vericut Force wurde in wenigen Schritten der NC-Code optimiert und eine Zeitersparnis von über 28 % Laufzeit erzielt.

Mehr als 40 Formenbauexperten folgten der Einladung und sahen live vor Ort, wie durch den Einsatz von hochproduktiven Werkzeugen in Kombination mit Prozessoptimierungen die Bearbeitungszeit erheblich reduziert werden konnte.

Gelebte Partnerschaft: Christian Apel, CGTech, Ulrich Sundermeier, Cimatron und Christian Hämmerle von der Walter AG.
Force Optimierung
Vericut Force ist eine physikalisch-wissenschaftliche Methode für Vorschuboptimierung, die auf den Materialkennwerten und den zugehörigen Werkzeugparametern basiert. Berücksichtigt werden Helix- & Spanwinkel sowie die generelle geometrische Form des Werkzeugs. Dabei bestimmt Force den maximal betriebssicheren Vorschub für eine bestimmte Schnittbedingung auf Grund von vier Faktoren: Belastung der Schneide, Spindelleistung, maximale Spanstärke und maximal zulässiger Vorschub. „Force analysiert die Kräfte und Spanstärke an der Schneide an jedem einzelnen NC-Punkt. Durch einen variablen Vorschub werden die NC-Programme an die festgelegten Grenzen herangeführt. Ist die Kraft oder Spanstärke zu groß, wird der Vorschub reduziert und wenn Kraft oder Spanstärke zu niedrig sind, wird der Vorschub erhöht. Vericut Force versetzt dadurch den NC-Programmierer in die Lage, bestmögliche Schnittdaten zu verwenden. Wenn es zu schwierigen Zerspansituationen kommt und die Grenzen überschritten werden, reduziert Force automatisch den Vorschub und stellt so sicher, dass die Bearbeitung schnell und prozesssicher durchläuft“, erklärt Christian Apel die Vorzüge seines Systems. Weitere Vorteile von Vericut Force sind laut dem Vertriebsspezialisten eine erhöhte Produktivität, verbesserte Maschinenauslastung, kürzere Produktionszeiten sowie eine Reduktion des Werkzeugverschleißes.
Zu guter Letzt folgte nach der Theorie die Praxis und die Teilnehmer konnten sich im Technology Center von Walter selbst ein Bild von der Bearbeitung und deren Optimierungen machen – live auf einer Hermle C52U mit Werkzeugen von Walter in Kombination mit Prozessoptimierungen durch Cimatron und CGTech. Das Ergebnis: Die Bearbeitungszeit wurde um beeindruckende 30 Prozent reduziert, die Teilnehmer waren begeistert und es gab beim anschließenden Buffet noch genügend Zeit, um spannende Bearbeitungsansätze und Strategien mit den Vortragenden zu diskutieren.
Teilen: · · Zur Merkliste