Walter setzt im Werkzeug- und Formenbau auf höchste Prozesssicherheit
Der Werkzeug- und Formenbau gehört zu den meist unterschätzten und dabei wichtigsten Zielmärkten der Zerspanungsindustrie. Komplexe Spritzgießwerkzeuge bilden die Basis für tausendfach reproduzierte Kunststoffserienteile, zum Beispiel in der Automobil-, Verpackungs- oder Lebensmittelindustrie. Modifikationen und Modellwechsel verlangen von den Formenherstellern und ihren Werkzeugpartnern auch immer kürzere Reaktionszeiten.

Bei Tieflochbohranwendungen hat sich der Walter DC170 Supreme sowohl als Pilotierbohrer als auch Tieflochbohrwerkzeug bis 30xD bewährt.

Helmut Gschrey
Senior Produktmanager Holemaking bei der Walter AG
„Die Walter Produktlinien bieten maßgeschneiderte Lösungen im VHM-Fräsen und -Bohren: individuell anpassbar an die jeweiligen Anforderungen – und eigens entwickelt, um hochwertige Ergebnisse effizient herzustellen.“
Die Mehrzahl der Alltagsgegenstände, die wir jeden Tag benutzen, sind ganz oder zumindest in Teilen aus Kunststoffen: von der Zahnbürste über Smartphones und Teilen der Kleidung bis hin zu Fernsehern, Computern oder Küchenausstattungen. Dazu kommen die vielen Kunststoffbauteile, die man gar nicht sieht, ohne die aber kein Auto fährt oder eine Maschine läuft. Produziert werden die meisten davon im Spritzgießverfahren.

Spritzgieß- und Formwerkzeuge sind üblicherweise aus schwer zerspanbaren Werkstoffen wie gehärtetem oder rostfreiem Stahl. Walter-Werkzeuge bearbeiten Spritzgießformen wirtschaftlich – vom Auswerferbolzen bis zum Zentrierring. (Bilder: Walter AG)
Harte Formen, komplexe Werkzeuge
Immer öfter werden, um Kosten zu sparen, Kunststoffbauteile ohne weitere Nacharbeit verbaut. Doch dafür müssen sie optisch präzise und aus verschleißfesten Materialien hergestellt sein, zum Beispiel aus glasfaserhaltigen oder „ausgasenden“ Kunststoffen wie PVC. Materialien, die höchste Anforderungen an die Verschleißfestigkeit und Rostresistenz stellen. Die dafür benötigten Spritzgieß- und Formwerkzeuge sind üblicherweise aus schwer zerspanbaren Werkstoffen wie gehärtetem oder rostfreiem Stahl. Entsprechend aufwändig ist ihre Fertigung, besonders bei komplexeren Werkzeugen. Auf die Zerspanungswerkzeuge, die zum Bearbeiten der Formkonturen und zum Einbringen von Kanälen und Zuführungen für Kühl- oder Hydraulikflüssigkeiten eingesetzt werden, wirken starke Kräfte. Prozesssicherheit ist daher eine Herausforderung: „Werkzeugbruch, vor allem beim Tieflochbohren, ist ein typisches Problem. Verschleißerscheinungen am Werkzeug, die sich durch die Härte und Zähigkeit des Werkstoffes schnell ergeben, können sich negativ auf die Maßhaltigkeit und Oberflächengüte des zu bearbeiteten Bauteils auswirken“, weiß Helmut Gschrey, Senior Produktmanager Holemaking bei der Walter AG.
Moderne Zerspanungswerkzeuge, deren Qualität die Prozesssicherheit deutlich verbessert, sind deswegen eine Investition, die sich gerade im Werkzeug- und Formenbau, auch bei kleineren Stückzahlen, tatsächlich auszahlen: „... denn Termin- und Qualitätsvorgaben werden eingehalten, die Kalkulation stimmt“, so Gschrey weiter. Die für die Anforderungen und die Voraussetzung in der Fertigung richtige Wahl zu treffen, ist jedoch nicht ganz einfach. Gerade in den kleineren und mittleren Betrieben, die für die Branche typisch sind, fehlen oft Zeit und die personellen Ressourcen, um optimale Zerspanungsstrategien zu entwickeln. Mit einem engmaschigen Netz aus Vertriebs- und Anwendungstechnikern bietet der Zerspanungsspezialist Walter seinen Kunden hier eine professionelle Unterstützung.
„Gerade bei Problemanwendungen wie dem Tieflochbohren oder besonders spröden Materialien konnten Walter-Kunden so ihre Prozesssicherheit und die Wirtschaftlichkeit zum Teil deutlich verbessern“, ist sich der Produktmanager sicher. Zugute kommt den Anwendern dabei nicht nur das über hundertjährige Know-how des Unternehmens im Bereich Zerspanung: Walter entwickelt und produziert die meisten Schneidstoffe, -geometrien und Beschichtungen selbst. Auch für besonders komplexe Anforderungen finden die erfahrenen Ingenieure eine prozesssichere Lösung. Walter-Sonderwerkzeuge sind üblicherweise bereits in zwei bis drei Wochen beim Anwender – auch enge Lieferfristen und kurzfristige Änderungen können so noch eingehalten werden.
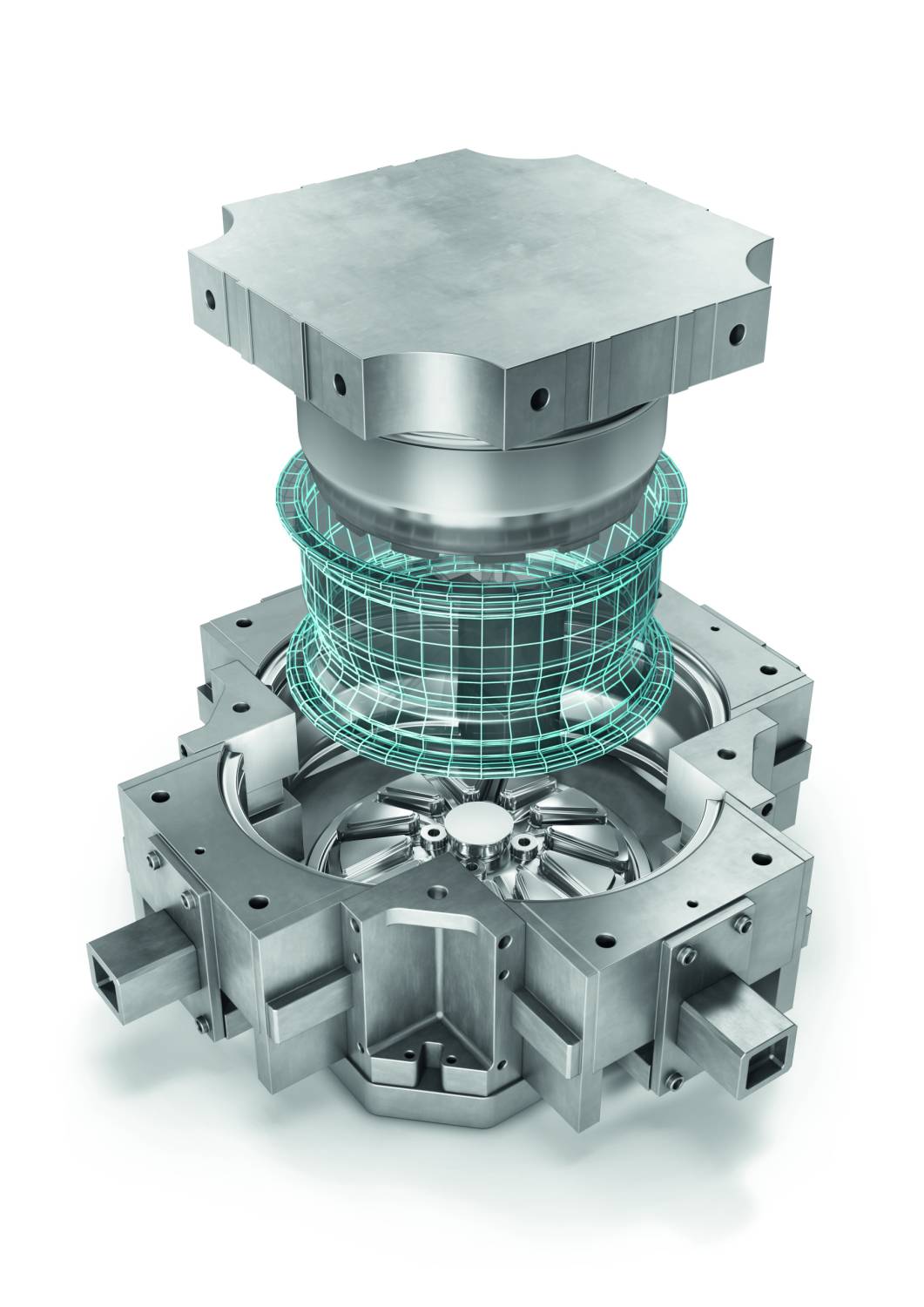
Aluminium-Druckgussbauteil: Beispiel zur Herstellung von Felgen.
Stressfrei Tieflochbohren und Innengewinde fertigen
Einer der schwierigsten Arbeitsgänge bei der Herstellung von Spritzgießformen und besonders bei Drehtellern, auf die dann Mehrkomponenten-Formen aufgespannt werden, ist das Tieflochbohren. „Hier hat sich bei vielen Walter-Kunden sowohl der Walter DC170 Supreme als Pilotierbohrer sowie als Tieflochbohrwerkzeug bis 30xD bewährt. Sein außergewöhnliches Führungsfasen-Design stellt die Hartmetallmasse direkt hinter der Schneidecke bereit, also da, wo die meiste Schnittkraft und die höchste Temperatur auftreten“, so Gschrey weiter und er ergänzt: „Die Stabilität des Bohrers wird so genau an der Stelle erhöht, die für die Produktivität sorgt. Selbst bei schrägem Austritt oder bei Querbohrungen, wenn besonders hohe mechanische Belastungen auf den Bohrer einwirken, läuft der Walter DC170 sicher.“
Die radial angelegten Führungsfasen leiten die Zerspanungstemperatur in den Span ab. Dazu kommt laut Helmut Gschrey die hohe Hitzefestigkeit des Bohrer-Substrats und der Beschichtung: „Das Hartmetall kann mehr Temperatur aufnehmen als herkömmliche Bohrer, die TiAIN/AICrN-Beschichtung (Sorte WJ30EJ) erhöht die Warmhärte des Bohrers noch einmal. Die spezielle Führungsfasenorientierung des Bohrers hält ihn kontinuierlich auf Linie und reduziert so die Schwingungen auf ein Mindestmaß.“ Das Ergebnis sind Bohrlöcher von sehr hoher Maßhaltigkeit und Oberflächenqualität, die sich deutlich von dem unterscheiden, was mit konventionellen Verfahren in derselben Zeit erreichbar ist.
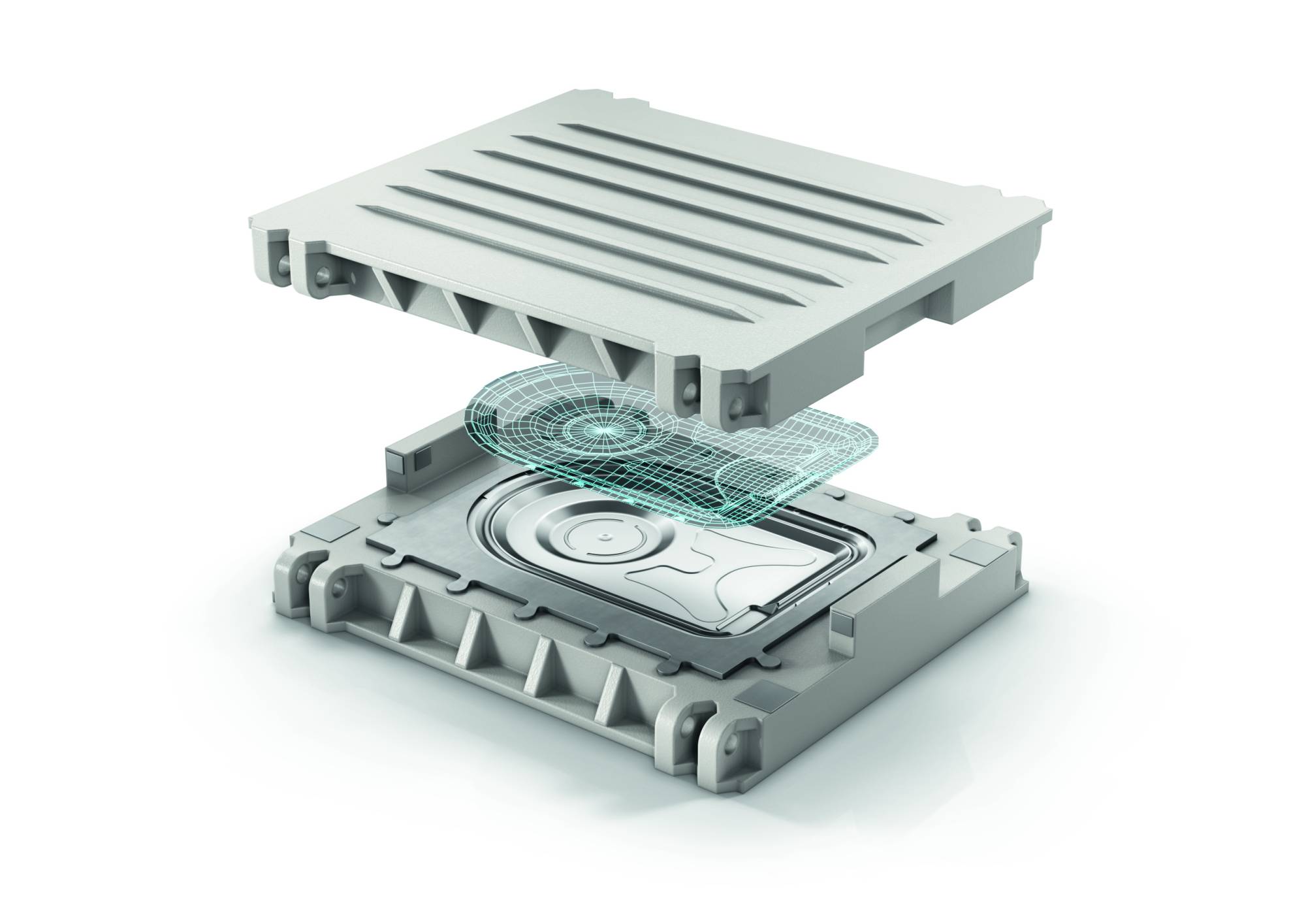
Tiefziehwerkzeug: Beispiel einer Waschmaschinen-Rückwand.

Schmiedewerkzeug: Beispiel eines Kranhakens.
Kernloch und Gewinde in einem Arbeitsgang
Die Fittings, über die dann die Kühlkanäle mit der Maschine verbunden werden, müssen oft in denselben gehärteten Werkstoff eingebracht werden. Hohe Prozesssicherheit und höchste Standmenge ermöglicht hier der orbitale Bohrgewindefräser TC685 Supreme von Walter: „Kernloch und Gewinde sowie gegebenenfalls auch die Fase werden in einem Arbeitsgang erzeugt. Die stirnseitige Fräsgeometrie erzeugt stabilisierende Kräfte in axialer Richtung. Das verbessert die Stabilität beim Fräsen und verringert die Abdrängung“, verdeutlicht Gschrey. Dadurch verringert sich die Notwendigkeit von Radiuskorrekturen, am Werkzeug bildet sich außerdem deutlich langsamer Verschleiß. Der 15°-Drallwinkel und Innenkühlung ab M6 gewährleisten einen sicheren Spantransport. Auch zähere Stähle und tiefe Gewinde können damit prozesssicher bearbeitet werden.

Sein revolutionäres Design und neuartige Features zeichnen den DC170 Supreme aus. Höchste Leistungsklasse im Bohren.

Der TC685 Supreme ist der Spezialist für die Hartbearbeitung gehärteter Stähle von 44 bis 65 HRC. Er ermöglicht die Kernloch- und Gewindeherstellung in einem Arbeitsgang.
Herausforderungen meistern
Immer schnellere Modellwechsel, immer neue Anforderungen an die Optik und Haptik der Bauteile, immer verschleißfestere Materialien – mit immer kürzeren Umstell- und Lieferzeiten: Der Werkzeug- und Formenbau steht vor Herausforderungen, die nur mit den entsprechend ausgerüsteten Maschinen und modernsten Werkzeugen zu meistern sind. „Walter liefert Fräser, Bohrer und Gewindewerkzeuge, die exakt auf die Bedürfnisse des Werkzeug- und Formenbaus zugeschnitten sind“, ist Helmut Gschrey abschließend überzeugt.
Teilen: · · Zur Merkliste