gastkommentar
TU Wien IFT GAIA-X: Auf dem Weg zur Digitalisierung in der Fertigung
Das Thema Digitalisierung ist in vielen Bereichen unseres täglichen Lebens omnipräsent – durch die Covid-19-Pandemie mehr denn je. Mit fundamentaler Bedeutung für die Fertigung entwickelt sich aktuell die europäische GAIA-X-Initiative, um die Rahmenbedingungen und Anforderungen an eine europäische Dateninfrastruktur zu definieren. Als Gegenpol zu den großen – nicht-europäischen – Datendienstleistern sind dabei die Offenheit, die Transparenz in der Datenverwendung und ein Konzept für die Anschlussfähigkeit von Partnern wesentliche Elemente. Von Univ. Prof. Dr. Friedrich Bleicher
Die Zukunft der Fertigungstechnik wird sich weiterhin sicherlich mit den Entwicklungen auf dem Gebiet des klassischen Werkzeugmaschinenbaus und der Schneidstoff- und Beschichtungsentwicklung definieren, die wirtschaftliche Anwendung allerdings erfolgt definitiv über die Nutzung von vernetzten Funktionen einer digitalisierten Produktionswelt. Univ. Prof. Dr. Friedrich Bleicher, Institut für Fertigungstechnik und Photonische Technologien Technische Universität Wien
Zum Autor
(h3)Univ. Prof. Dr. Friedrich Bleicher, Institut für Fertigungstechnik und Photonische Technologien Technische Universität Wien
Maschinenbaustudium an der TU Wien; 1996 Promotion, 2001 Habilitation. Von 2002 bis 2004 bei der Firma Krause&Mauser in leitender Position im Bereich der Konstruktion sowie der Forschung und Entwicklung tätig. Seit 2009 Inhaber des Lehrstuhls für Fertigungstechnik und Vorstand des Instituts für Fertigungstechnik und Photonische Technologien an der TU Wien. Gründungspräsident der Österreichischen Wissenschaftlichen Gesellschaft für Produktionstechnik und deren Präsident in den Jahren 2012 bis 2015. Geschäftsführer der Technologietransfergesellschaft der TU Wien, researchTUb, in den Jahren 2014 bis 2019. Seit 2018 Sprecher des wissenschaftlichen Beirats des Kompetenzzentrums für Digitale Produktion.
Die Entwicklung von GAIA-X erfolgt in einem Zusammenwirken von Vertretern aus Politik, Wirtschaft und Wissenschaft aus Frankreich und Deutschland gemeinsam mit weiteren europäischen Partnern – Österreich ist aktiver Partner. Es werden die Gestaltung der nächsten Generation einer Dateninfrastruktur für Europa vorgedacht und die ersten großen Demonstrator-Szenarien aufgebaut. Im Vordergrund steht die Zielsetzung, eine sichere und vernetzte Dateninfrastruktur zu schaffen, die höchsten Ansprüchen an die Daten-Souveränität genügt und den Nährboden für Innovationen bietet. So entsteht eine offene, aber transparente, digitale Plattform auch für ein Produktionsökosystem. Diese bietet für Unternehmen die Möglichkeit, neue Geschäftsmodelle aus Europa heraus weltweit wettbewerbsfähig zu gestalten.

In einer Kooperation des Instituts für Fertigungstechnik und Photonische Technologien der TU Wien, gemeinsam mit Schunk und MyTool IT wurde ein innovatives In-Prozess-Regelungssystem auf Basis sensorintegrierter Werkzeugaufnahmen entwickelt.
Raum für neue Businessmodelle
Über GAIA-X werden unterschiedlichste Daten zusammengeführt, vertrauensvoll geteilt und der Zugriff auf diese Daten über gekoppelte Dienste verfügbar gemacht. Damit wird die Basis geschaffen, innovative Fertigungslösungen voranzutreiben und auch die Skalierungsfähigkeit europäischer Cloud-Anbieter zu ermöglichen. Die Vernetzung dezentraler Infrastrukturdienste lässt jene Dateninfrastruktur entstehen, welche zu einem homogenen, nutzerfreundlichen und vertrauensvollen System zusammengeführt werden kann – speziell für die Produktion entsteht der Raum für neue Businessmodelle.
Edge-Devices, also Speicher und Rechenleistung, die nahe an den Prozessen angeordnet sind, helfen, Prozesse zu überwachen und andererseits aber auch im Zusammenwirken von verteilten Expertisen deutlich gesteigerte Prozessoptima anzusteuern. Die erforderliche Sensorik steht heute kostengünstig zur Verfügung, um die für eine Beschreibung des Prozesszustands signifikanten, physikalischen Größen zu liefern oder über die Funktion der Softsenorik charakteristische Parameter zu ermitteln, die über Modelle, den digitalen Zwillingen, entsprechende Aussagen ableiten lassen. Zu diesen Möglichkeiten seitens der Dateninfrastruktur kommen neue smarte Komponenten und Maschinen hinzu.
Zeitkritische und nicht zeitkritische Signalflüsse stellen letztlich auch die Basis für die Umsetzung autonomer Fertigungsfunktionen dar.
Adaptive Prozessregelung
Einige Werkzeugmaschinenhersteller bieten Lösungen für eine adaptive Prozessregelung an. Diese Lösungen sind in der CNC-Steuerung tief integriert und zeigen für den Funktionsraum heute zumeist bereits eine ausgezeichnete Praxistauglichkeit. Neben der direkten Integration in den Werkzeugmaschinen bilden sensorintegrierte Komponenten in der Werkzeug- und Werkstückspanntechnik alternative Möglichkeiten mit höherer Anpassbarkeit und Flexibilität.
In einer Kooperation des Instituts für Fertigungstechnik und Photonische Technologien der TU Wien, gemeinsam mit Schunk und MyTool IT, einem 2017 gegründeten Start-up, wurde ein innovatives In-Prozess-Regelungssystem auf Basis sensorintegrierter Werkzeugaufnahmen entwickelt. Diese als ICOtronic bezeichnete Technologie bildet die Basis für die iTendo-Produktpalette von Schunk und ermöglicht, limitierende Faktoren in der Zerspanung zu erkennen und den Fertigungsvorgang nach definierten, physikalischen und prozess- bzw. qualitätsorientierten Kriterien geführt auszuregeln. Die Regelwerke berücksichtigen in beliebigem Umfang die Systemkomplexität, beginnend bei der Berücksichtigung der Strukturdynamik und Stabilitätsbetrachtung der Maschinen, dem mechatronischen Systemabgleich mit Einbeziehen der Nachgiebigkeit von Werkzeug und Werkstück sowie der Anwendung von Methoden der Künstlichen Intelligenz, um die Regelwerke sogar selbstlernend zu gestalten. Man spricht dabei von einem CPPS, einem Cyber-Physical-Production-System – oder vom digitalen Werker.
Unabhängige Integration
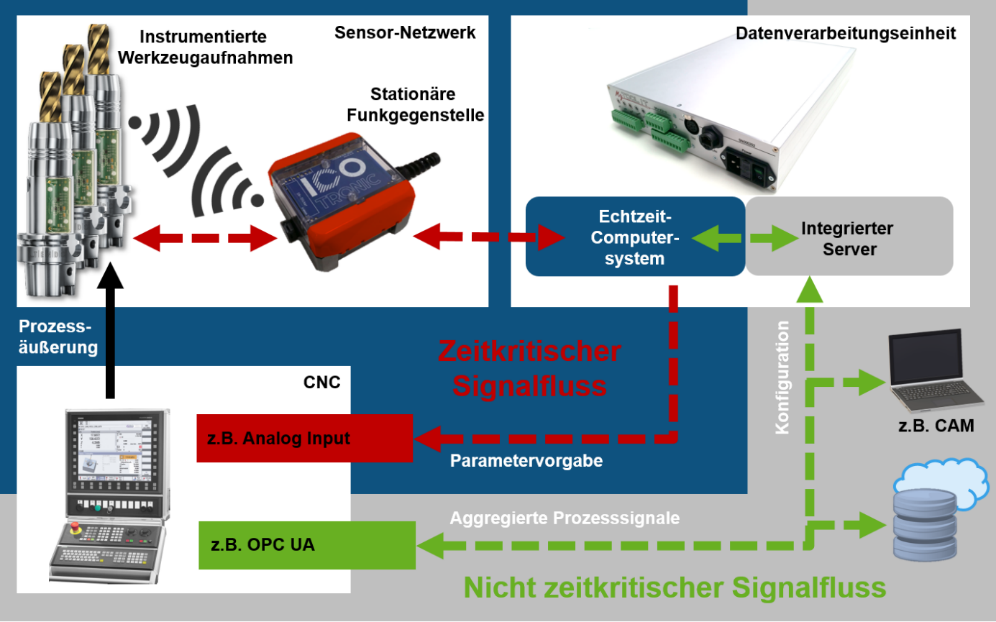
Die drei wesentlichen Komponenten des ICOtronic-In-Prozess-Regelungssystems können unabhängig voneinander in einer Fertigungsanwendung integriert werden. Zunächst umfasst dies instrumentierte Werkzeugaufnahmen, in welche netzwerkfähige Sensoren integriert sind. Diese Sensoren können über ihre drahtlose Kommunikationsschnittstelle Identifikations- und Messdaten austauschen. Hinzu kommt die im Maschinenraum positionierte, stationäre Funkgegenstelle, die als Protokoll-Übersetzer sowie Netzwerkknoten fungiert und die Umsetzung von kabelgebundener Infrastruktur zu kabelloser Kommunikation ermöglicht. Drittens, eine Datenverarbeitungseinheit als Edge-Device, welche durch Kopplung mit dem Steuerungssystem der Maschine eine Prozessoptimierung auf Basis von Prozesskennwerten und unter Einsatz der erwähnten Regelwerke ermöglicht.
In einfacher Form bildet das Regelwerk also das Verhalten des Werkers ab, indem Wenn-Dann-Bedingungen abgearbeitet werden. Es wird allerdings in Echtzeit reagiert und die komplexe Strukturmechanik sowie die tiefe Prozesskompetenz finden Berücksichtigung. Echtzeit-Computersysteme werden nach Kopetz [1] wie folgt definiert. „Ein Echtzeit-Computersystem ist ein Computersystem, bei dem die Richtigkeit des Systemverhaltens nicht nur von den logischen Ergebnissen der Berechnungen abhängt, sondern auch von dem physischen Zeitpunkt, an dem diese Ergebnisse produziert werden.“
Zeitkritischer und nicht zeitkritischer Signalfluss
Über die Kommunikation zwischen der CNC-Steuerung und dem Edge-Device erfolgt damit ein Steuerungseingriff, der veränderte Prozessäußerungen zur Folge hat: Es wird eine Prozessinstabilität aktiv beeinflusst. Diese Prozessänderungen werden wiederum durch die instrumentierte Werkzeugaufnahme erfasst, wodurch der Regelkreis geschlossen wird. Speziell im Falle von Rattern handelt es sich um einen zeitkritischen Signalfluss. Durch diese Architektur des Systems ist eine Nachrüstbarkeit auf bestehenden Maschinen ohne zusätzliche Adaptionen im Nahbereich der Zerspanung möglich.
Neben der beschriebenen In-Prozess-Regelung über einen zeitkritischen Kanal kann die Datenverarbeitungseinheit durch einen integrierten Server eine zweite wesentliche Betriebsfunktion übernehmen. Durch diese Serverfunktionalität werden die Interaktion mit Fertigungszellen und eine Bereitstellung aggregierter Daten für überlagerte Prozessanalysen abgebildet. Dieser nicht zeitkritische Signalfluss wird beispielsweise über das Maschine-zu-Maschine-Kommunikationsprotokoll OPC UA oder andere offene Standards für die industrielle Interoperabilität abgebildet. Diese Signalflüsse stellen letztlich auch die Basis für die Umsetzung autonomer Fertigungsfunktionen dar.
Geeignete Regelungsstrategie
Durch die Einbindung von unterschiedlichem Expertenwissen werden Fertigungsprozesse an die jeweiligen Optima herangeführt. Beispielsweise kann die CAD-/CAM-Abteilung auf Prozessstabilitätsinformationen zugreifen, um die Aufspannsituation und Bearbeitungszyklen derart zu verändern, sodass nachfolgende Prozesse hinsichtlich der Stabilität verbessert werden können. Darüber hinaus eröffnen sich Möglichkeiten für Ansätze eines CAM-in-the-loop-Systems, sprich einer laufenden NC-Satz-Aufbereitung basierend auf den Prozessinformationen. Mit dem Wissen über die reale Werkzeugbelastung lässt sich die Standzeit von Werkzeugen besser ausnutzen.
Der Regelung von Fräsprozessen liegt immer eine gewisse Optimierungsaufgabe zugrunde, welche sich aus der Problemstellung des Anwenders ableitet. Es kann sich hierbei um eine Maximierung des Zeitspanvolumens handeln, um die Minimierung des Werkzeugverschleißes oder um das Erwirken einer gleichmäßigen Oberflächengüte. Die passende Regelungsstrategie ist dabei wesentlich vom Anwendungsfall bzw. der auftretenden Prozessinstabilität abhängig.
Für das Unterdrücken von auftretendem Rattern ist eine andere Strategie gefordert als für den Fall eines Werkzeugversagens, bei dem beispielsweise zur Vermeidung einer Beschädigung von Maschine und Werkstück ein Notstopp der Vorschubbewegung samt nachfolgendem Werkzeugwechsel ausgeführt wird.
Digitalisierte Produktionswelt
Unter Nutzung der GAIA-X-Plattform werden also neue Businessmodelle ermöglicht. Es kann die Expertise der Werkzeughersteller in die Prozessauslegung direkt eingebunden werden, indem die Prozesszustandsinformation zugänglich gemacht wird. Oder aber Datenanalysten beschäftigen sich mit der Entwicklung der Regelwerke, die letztlich vergleichbar mit App-Stores den Anwendern zur Verfügung gestellt werden. Das alles ist nicht mehr Fiktion, sondern ist oder wird zeitnah technologische Realität.
Ein Blick nach vorne zeigt noch mehr Potential auf. Am Institut wird an der Sensorintegration in die Verschleißschicht von Zerspanungswerkzeugen gearbeitet. Forschungsergebnisse lassen erwarten, dass die Werkzeuge bald den Verschleißzustand selbst identifizieren und kommunizieren können. Die Zukunft der Fertigungstechnik wird sich weiterhin sicherlich mit den Entwicklungen auf dem Gebiet des klassischen Werkzeugmaschinenbaus und der Schneidstoff- und Beschichtungsentwicklung definieren, die wirtschaftliche Anwendung allerdings erfolgt definitiv über die Nutzung von vernetzten Funktionen einer digitalisierten Produktionswelt. Hier muss Europa seinen Platz behaupten.
[1] Hermann Kopetz. REAL-TIME SYSTEMS – Design Principles for Distributed Embedded Applications. 2. Kluwer Academic Publishers, 1997. ISBN: 0-7923-9894-7.
Teilen: · · Zur Merkliste