Werkzeughalter für den Formenbau
Im Spannungsfeld zwischen Präzision, Flexibilität und Wirtschaftlichkeit: Wer im Formenbau die Möglichkeiten integrierter CAD/CAM-Lösungen, hochdynamischer 5-Achs-Maschinen und leistungsfähiger Schneidstoffe für sich nutzen will, sollte auch seine Werkzeughaltersysteme konsequent auf den Prüfstand stellen. Längst geht es dabei nicht mehr nur darum, dass mangelhafte Rundlaufgenauigkeiten, zu geringe Haltekräfte oder Unwuchten den Prozess gefährden können. Vielmehr sind die Werkzeughaltersysteme zu einem entscheidenden Erfolgsfaktor geworden, wenn der Spagat zwischen Präzision, Flexibilität und Wirtschaftlichkeit gelingen soll.
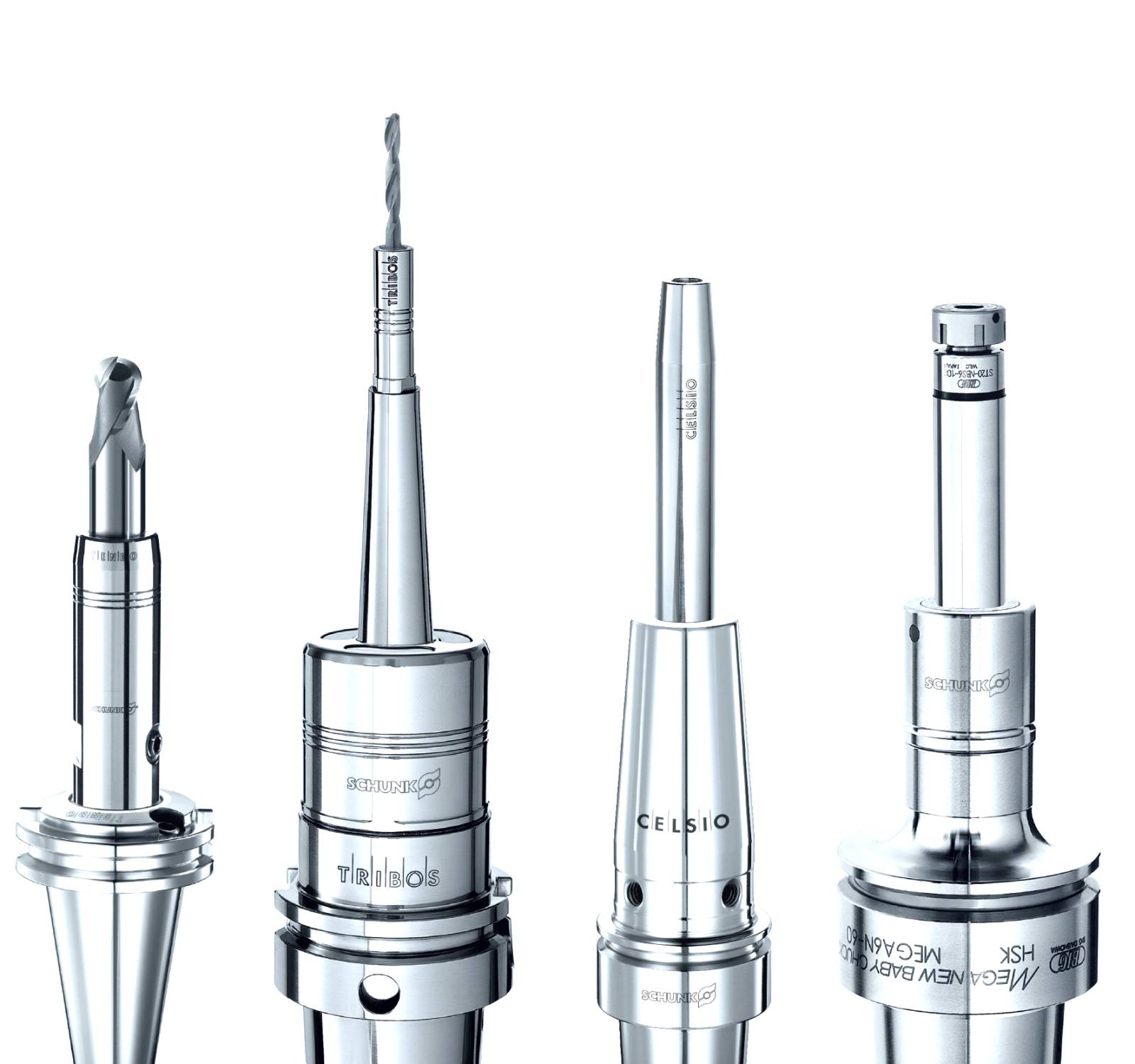
Vielfältig: Bei der Auswahl einer geeigneten Verlängerung lohnt es sich, auf eine systemneutrale Beratung zu achten.
Autor: DI (FH) Heinold Kostner / Schunk
Als Schunk im Jahr 2010 mit TENDO E compact ein vollwertiges Hydro-Dehnspannfutter auf den Markt brachte, das hohe Haltekräfte mit einem günstigen Preis verband, war für viele Formenbauer klar, dass es an der Zeit ist, althergebrachte Werkzeughalterkonzepte zu überdenken.
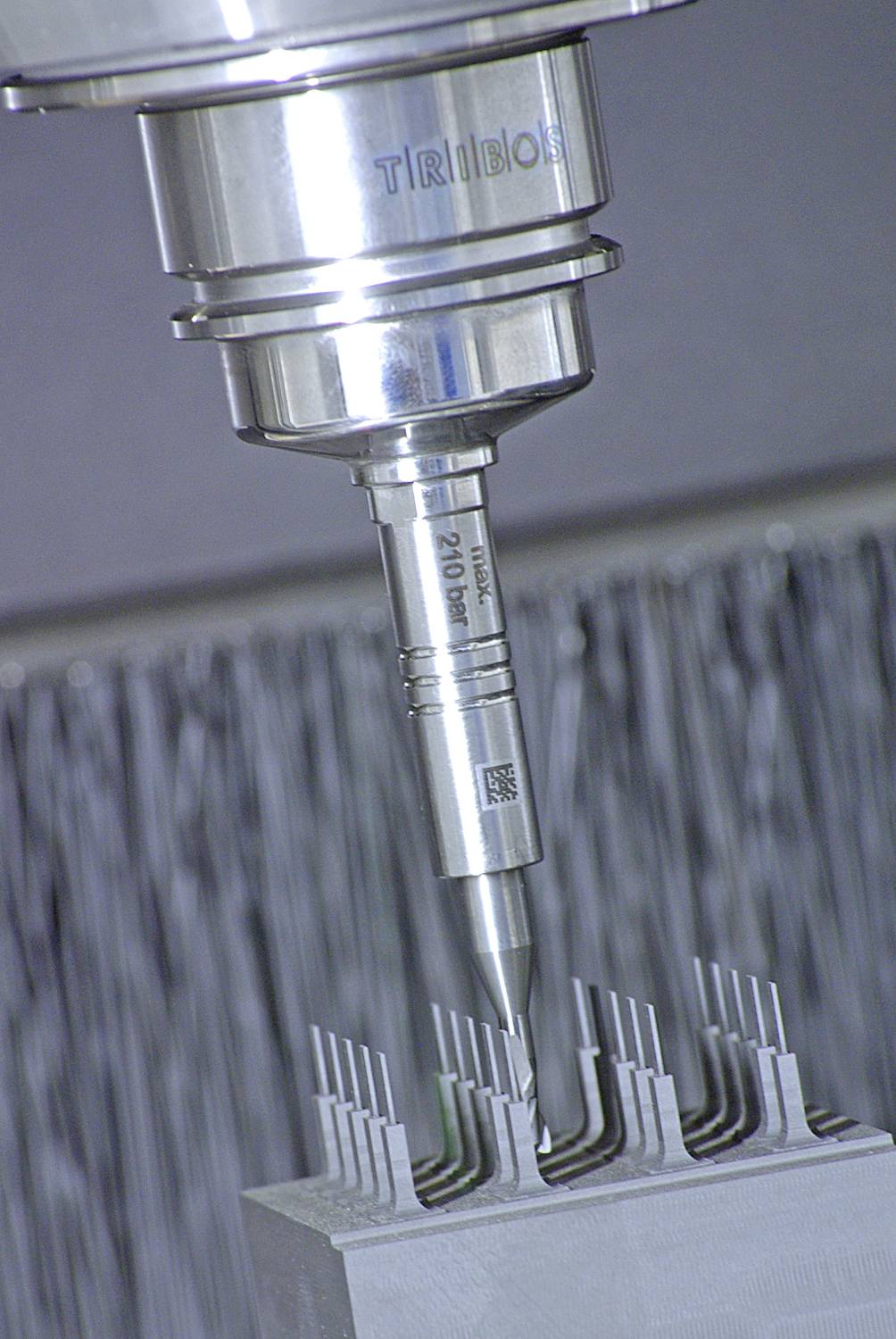
Präzise: Mit TRIBOS-S lassen sich bei der Graphitbearbeitung extrem feine Konturen prozesssicher fertigen.
Universalspannfutter der nächsten Generation
Das bis dato ungeschriebene Gesetz, dass günstige Weldon-Futter fürs grobe und vergleichsweise teure Hydro-Dehnspannfutter, Warmschrumpfaufnahmen oder Präzisionsspannzangen fürs präzise Zerspanen genutzt werden, gilt seither nicht mehr.
Mit einer Drehmomentübertragung bis 2.000 Nm (bei ø 32 mm) übernehmen die preis-/leistungsoptimierten Hydro-Dehnspannfutter bei immer mehr Formenbauern die Funktion von Universalspannfuttern. Sie werden für die Volumenzerspanung ebenso eingesetzt wie fürs hochpräzise Bohren, Honen oder Feinschlichten. Im Handumdrehen lassen sich mit einem Sechskantschlüssel sämtliche h6-Schäfte prozesssicher spannen.
Dabei gewährleisten diese Spannfutter eine Rundlaufgenauigkeit < 0,003 mm bei einer Aufspannlänge von 2,5 x D, eine Wuchtgüte bei HSK-Aufnahmen von G 2.5 bei 25.000 min-1 sowie eine außergewöhnliche Schwingungsdämpfung. Kein Vergleich also zu konventionellen Universalspannfuttern, bei denen stets darauf geachtet werden muss, dass die Schäfte passen und die Spannschraube bzw. die Überwurfmutter fest genug angezogen ist. Ganz zu schweigen von Defiziten bei der Rundlaufgenauigkeit oder dem Hang zum Rattern.
Die leistungsdichten Hydro-Dehnspannfutter, die ausschließlich am Schunk-Stammsitz in Lauffen gefertigt werden, schonen die Werkzeugschneide und die Spindel und sie sorgen zugleich für die gewünschten Werkstückoberflächen. Mit ihnen lassen sich beim Schruppen, im Vergleich zu Weldon- oder Warmschrumpfaufnahmen, bis zu 40 % der Werkzeugkosten sparen. Der günstige Preis ist möglich, weil die Werkzeugaufnahmen ausschließlich in den wichtigsten Schnittstellen und Durchmessern angeboten werden. Es gibt sie in insgesamt 17 Varianten für die Schnittstellen HSK-A50, HSK-A63, HSK-A100, SK40, SK50, JIS-BT30, JIS-BT40, JIS-BT50 sowie SK50. Über Zwischenbüchsen lässt sich der komplette Spannbereich abdecken.
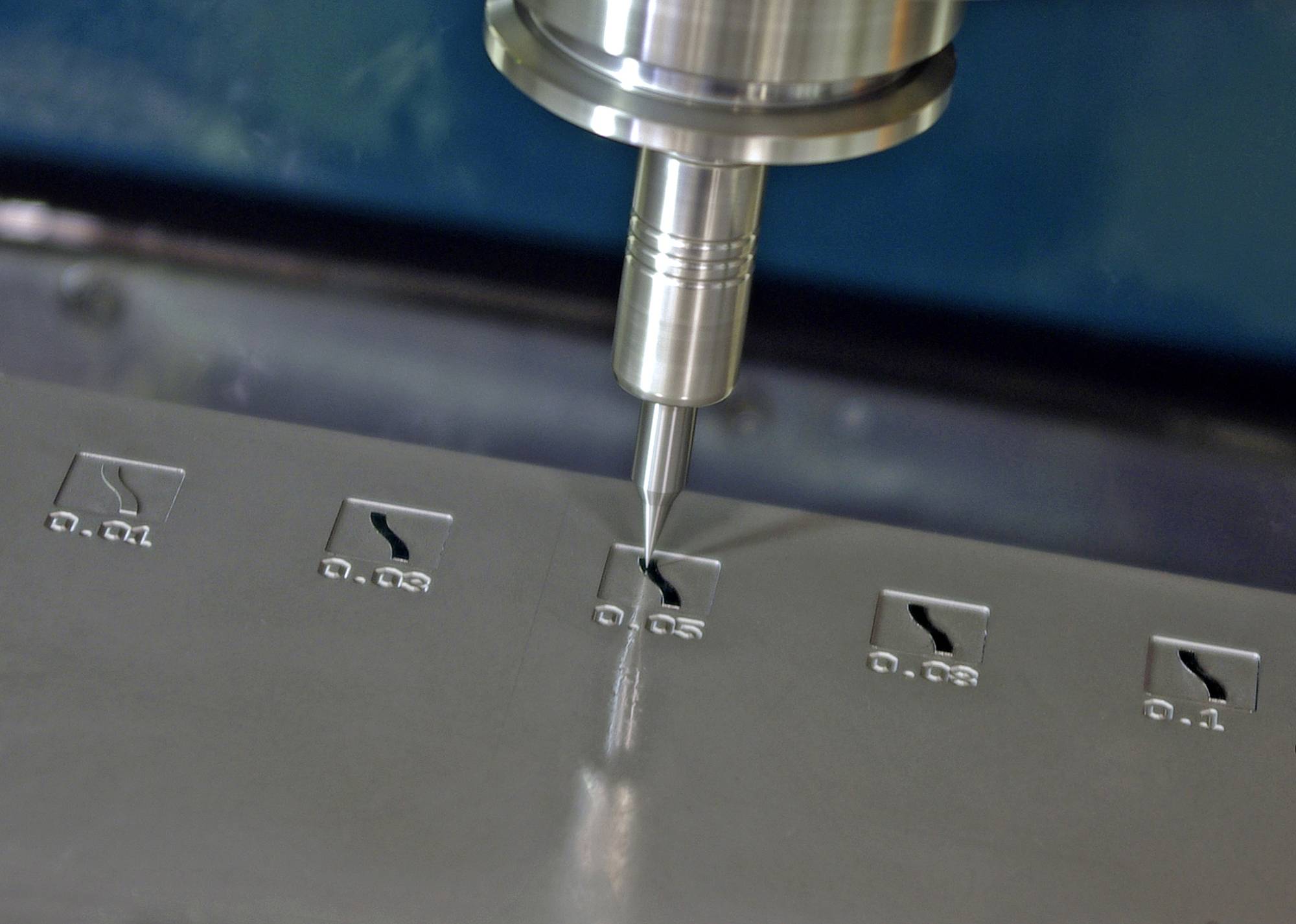
Extrem: Bei der Zerspanung feinster Mikrostrukturen beweist TRIBOS-Mini im Mikroformenbau sein Können.
Schlankmacher für enge Räume
Ähnlich beeindruckend ist der Boom von Werkzeugverlängerungen. Spätestens seit dem Siegeszug moderner 5-Achs-Maschinen haben Werkzeugaufnahmen mit schlanker Störkontur enorm an Bedeutung gewonnen. Im Gegensatz zu störkonturoptimierten Werkzeughaltern mit Spindelschnittstelle, können Werkzeugverlängerungen wesentlich vielseitiger eingesetzt werden. Für die Präzisionszerspanung im Formenbau gibt es diese Verlängerungen auf Basis unterschiedlicher Spannsysteme – so beispielsweise mit Warmschrumpf-, Polygonspann- oder Hydro-Dehnspanntechnik.
Für Warmschrumpfverlängerungen spricht die Kombination aus geringer Störkontur und hohen, übertragbaren Drehmomenten. Allerdings ist zum Werkzeugwechsel ein hochpreisiges Warmschrumpfgerät erforderlich. Steht keine Schrumpfanlage zur Verfügung oder sind schwingungsdämpfende Eigenschaften bzw. häufige Werkzeugwechsel erforderlich, raten Spanntechnikexperten eher zum Einsatz von Hydro-Dehnspannverlängerungen. Diese minimieren Schwingungen und gewährleisten auch nach vielen Spannvorgängen eine hohe Rundlaufgenauigkeit. Ohne Peripheriegerät verwandeln sie – unabhängig von der Spindelschnittstelle – beinahe jeden Präzisionswerkzeughalter in einen höchst flexiblen Spezialisten für enge Räume. Ihr präziser Rundlauf, ihre Schwingungsdämpfung und die Möglichkeit einer inneren Kühlmittelzufuhr sorgen für hervorragende Bearbeitungsergebnisse und lange Standzeiten der Werkzeuge.
Beim Bohren, Reiben sowie bei Schlichtfräsoperationen sorgt ein hohes Drehmoment für einen sicheren Halt der Werkzeuge. Beim Schruppfräsen hingegen kann es sinnvoll sein, auf Verlängerungen mit Polygonspanntechnik auszuweichen. Mit einem L1-Maß von bis zu 250 mm und einer Rundlauf- und Wechselwiederholgenauigkeit ab < 0,003 mm sind die einteiligen, wartungsfreien Verlängerungen sowohl für kraftvolle als auch für hochpräzise Anwendungen geeignet.

Schlank: Mit der Hydro-Dehnspannverlängerungen TENDO SVL lassen sich auch enge Räume präzise und kraftvoll bearbeiten.

Kraftvoll: TENDO E compact verfügt über so hohe Haltekräfte, dass er vollwertig für die Volumenzerspanung genutzt werden kann.
Spezialisten für Details
Wenn es um feine Strukturen, filigrane Stege oder besonders brillante Oberflächen geht, ist die TRIBOS Polygonspanntechnik von Schunk ein gute Wahl. Dies gilt gleichermaßen für die Zerspanung von Metall wie für die staubintensive Bearbeitung von Graphit.
Mit dem hochpräzisen Spannsystem lassen sich selbst Mikroformen mit extremen Kantenschärfen von 10 µm spanend fertigen. Spezialisten aus dem Mikroformenbau nutzen die Aufnahmen, um mit 30 µm Fräsern präzise Ergebnisse zu erzielen – eine Dimension, in der Warmschrumpfaufnahmen und andere Spannsysteme längst passen müssen. Mit Polygonspannfuttern können selbst kleinste Werkzeugdurchmesser ab 0,3 mm präzise gespannt werden. Dauertests belegen, dass auch bei tausendfach wiederholten Spannvorgängen keinerlei Materialermüdung auftritt. Die HSC-tauglichen, nahezu wartungs- und verschleißfreien Präzisionswerkzeughalter sind für alle Werkzeugschäfte in h6-Qualität geeignet und je nach Typ mit extremen Drehzahlen bis 205.000 min-1 getestet.
Beim Fräsen von Graphit lassen sich damit Oberflächenrauheiten Ra ≤ 0,005 mm erreichen. Für den Werkzeugwechsel genügt im einfachsten Fall eine handliche, kostengünstige Spannvorrichtung, bei der selbst der für den Werkzeugwechsel erforderliche Druck bereits fest eingestellt. Mit ihr ist der Werkzeugwechsel innerhalb von 20 Sekunden abgeschlossen.
Teilen: · · Zur Merkliste