Universelle Einstell- und Messgeräteserie für die Drehteilefertigung: Zoller hyperion
Zoller hat sich bei der EMO 2023 in Hannover einmal mehr als innovativer Komplettanbieter im Bereich effizientes und prozesssicheres Werkzeughandling im Zerspanungsprozess präsentiert. Das umfangreiche Produktportfolio, beginnend vom Einstellen und Messen von Werkzeugen über das Prüfen mit 5- und 6-Achs-CNC-gesteuerten Werkzeug-Messmaschinen bis hin zur Schrumpf- und Wuchttechnologie, den TMS Tool Management Solutions sowie den Automationslösungen, konnte bei den Fachbesuchern einen positiven Eindruck hinterlassen. Großen Zuspruch fand auch die horizontale Einstell- und Messgeräte-Baureihe hyperion.

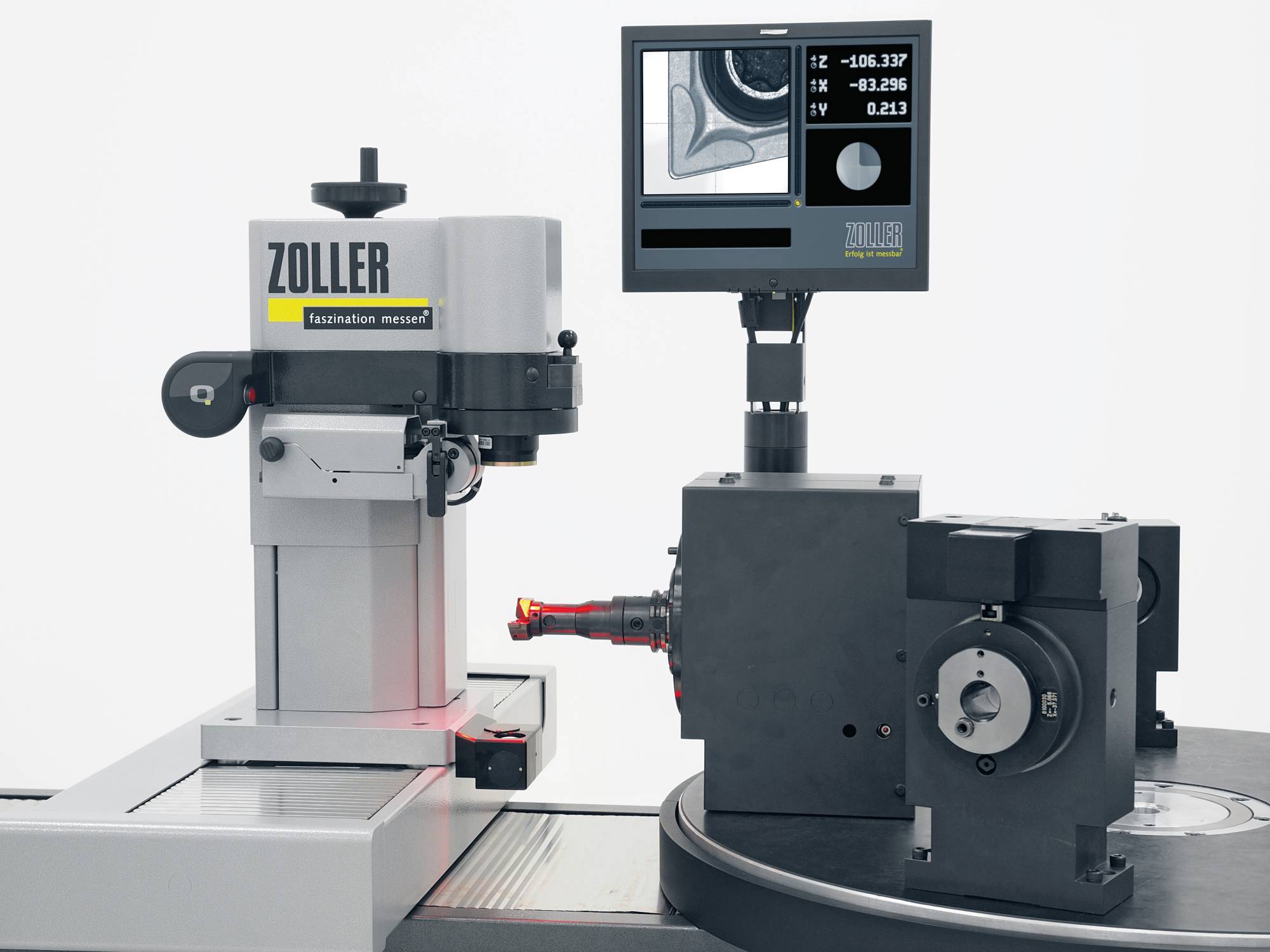
Die Gerätebaureihe hyperion von Zoller gilt für manche Einsatzbereiche als technisch und wirtschaftlich optimales Werkzeugeinstell- und Messgerät. Im Bild: hyperion 500/pilot 4.0 mit Revolvertisch D = 745 mm.

Ing. Wolfgang Huemer
Geschäftsführer von Zoller Austria
„Das hyperion ist nicht nur ein Universalgenie und Klassiker, sondern ein technisch höchst innovatives Einstell- und Messgerät, das für viele Fertigungsbetriebe einen unverzichtbaren Bestandteil für mehr Wirtschaftlichkeit, Präzision und Prozesssicherheit darstellt.“
hyperion 300, 500 und 700 sind universelle, horizontale Einstell- und Messgeräte für die CNC-Fertigung. Verschiedene Werkzeugaufnahmen können auf einem Revolvertisch montiert und dadurch schnell und einfach eingesetzt werden. Die modulare Baureihe kann durch verschiedene Messbereiche, mehrere Revolvertisch-Größen und die Zoller Bildverarbeitung pilot 4.0 an die spezifischen Anforderungen angepasst werden – ideal, wenn nicht nur rotierende Werkzeuge sowie Werkzeuge für Drehmaschinen, sondern auch Werkzeuge für Mehrspindeldrehautomaten μm-genau eingestellt und gemessen werden sollen. Der ergonomische Aufbau der hyperion-Baureihe garantiert schnelles, komfortables und ermüdungsfreies Arbeiten. Stabile und hochwertige Metall-Faltenbalgabdeckungen schützen zudem die Führungen und Messsysteme.
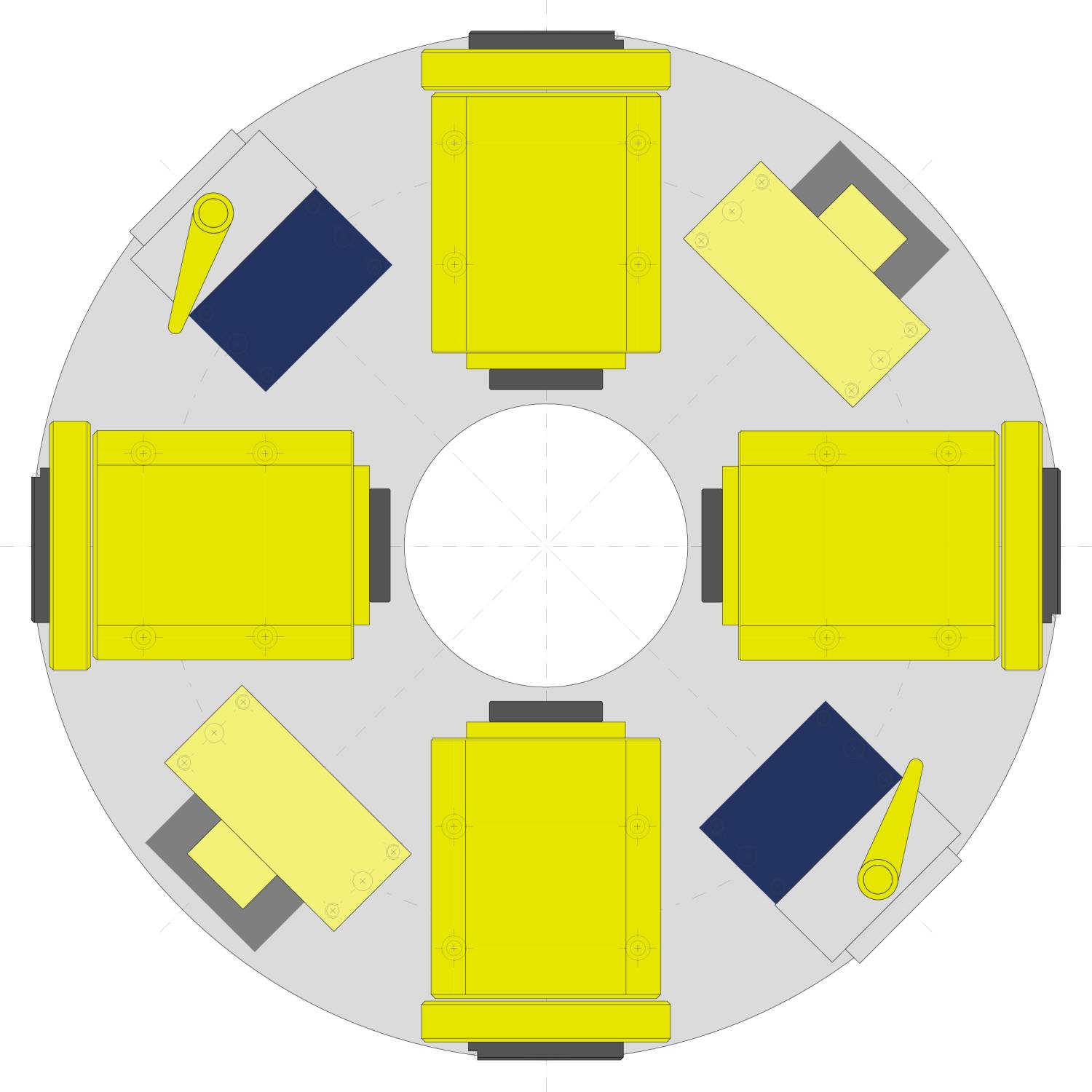
Beispiel für Revolvertisch-Bestückung: D 745 – 8-fach Teilung.
Mit Revolvertisch ausgestattet
Die hyperion 500- und 700-Geräte werden nahezu immer mit einem Revolvertisch ausgestattet. Verschiedene Werkzeugaufnahmen können auf einem Revolvertisch montiert und dadurch schnell und einfach eingesetzt werden. Die Revolvertische sind in den Größen 745 und 900 mm lieferbar, die möglichen Teilungen 4-/6-/8- oder 12-fach. „Anwender sparen sich so den Wechsel von Werkzeugaufnahmen, indem sie den Revolvertisch mit den am häufigsten benötigten Aufnahmen ausstatten. Das macht das Arbeiten leichter, spart wertvolle Zeit und steigert dadurch die Produktivität und Wettbewerbsfähigkeit“, betont Ing. Wolfgang Huemer, Geschäftsführer von Zoller Austria.

Bedienung eines Revolvertisches mit Zoller Universalaufnahme HGH-UZ und zweiter Beladestation. Ergonomisch und komfortabel können schwere und große Werkzeuge von vorne beladen werden.
Durchdacht und komfortabel
Zoller Revolvertische sind stabil, einfach in der Handhabung und höchst präzise. Die Steuerung aller kraftbetätigten Klemm- und Spannfunktionen erfolgt über eine Folientastatur, die ergonomisch und übersichtlich am Messgerät angeordnet ist. Selbst bei lang auskragenden und schweren Werkzeugen sind die Revolvertische so stabil, dass sie sich nicht durchbiegen. Darüber hinaus lassen sie sich leicht in die gewünschte Position drehen. Somit hat der Anwender immer die richtige Werkzeugaufnahme im Messbereich.
Mit der automatischen Nullpunktübergabe wird die Position des Revolvertisches an die Messgerätesteuerung pilot 4.0 übertragen. Die Pneumatik- und Elektrikelemente werden automatisch angedockt. Das Heben und Senken erfolgt kraftbetätigt per Tastendruck an der Folientastatur und das Absenken wird elektronisch überwacht sowie optisch angezeigt. Das intelligente Andocksystem für Elektrik- und Pneumatikelemente ermöglicht dabei die unbegrenzte Revolvertisch-Drehung. Mit welchen Werkzeugaufnahmen die Zoller Revolvertische bestückt werden, liegt bei den jeweiligen Anforderungen. Es kann zwischen einer Vielzahl an möglichen Werkzeugaufnahmen gewählt werden.
Die Universalaufnahme HGH-UZ ermöglicht einen schnellen, einfachen und μm-genauen Vorsatzhalterwechsel über Kugelbüchse mit Schnellwechseleinrichtung für Zugelemente beliebiger Ausführung. Sie ist mit einer 4 x 90° Arretiereinrichtung für eine positionierte Aufnahme der Drehmaschinenwerkzeuge sowie einer kraftbetätigten Spindelbremse ausgestatet und kann mit Autofocus sowie Rotationsgeber geliefert werden. Es sind Vorsatzhalter mit einer Wechselgenauigkeit von 1 μm und einer Rundlaufgenauigkeit von 2 μm für Steilkegel, HSK und nahezu alle sonstigen Werkzeugaufnahmen lieferbar.
Die Grundaufnahme GA-PP ermöglicht eine kraftbetätigte Spannung der Adapter und der Werkzeughalter (Werk-zeughalterspannung soweit technisch möglich). Adapter können neben VDI-Zylinderschaft für viele andere Werkzeug- und Maschinensysteme geliefert werden.
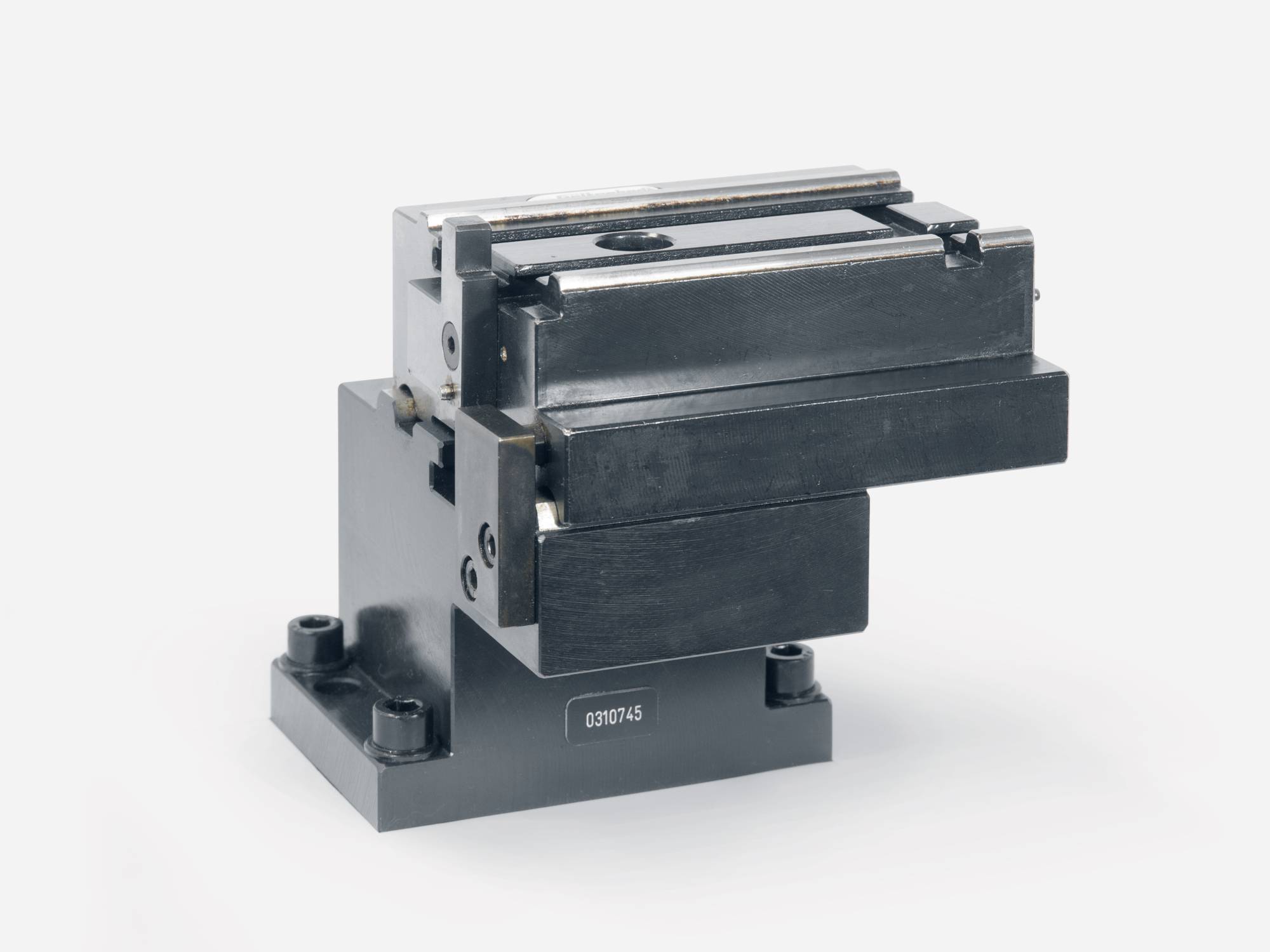
Bei der Werkzeugaufnahme für Traub TNL18 erfolgt die Winkeleinstellung manuell über Handrad, die Winkelposition wird in der Steuerung pilot 4.0 angezeigt, gedruckt und steuerungsgerecht ausgegeben (optional). Zudem steht die Göltenbodt Grundaufnahme mit schnell wechselbarem und einstellbarem Flachformwerkzeughalter zur Verfügung.

hyperion 700/pilot 4.0 mit Revolvertisch D = 900 mm, Optikverstellung +/- 50 mm.
Spezielle Optikverstellung
Für die horizontalen Einstell- und Messgeräte hyperion wurde eine spezielle Optikverstellung entwickelt, um Werkzeugschneiden auch in der Y-Achse messen und einstellen zu können. Der Verstellweg beträgt +/- 50 mm und ist mit einer manuellen Feinverstellung, Handrad und CNC-Achse ausgestattet.
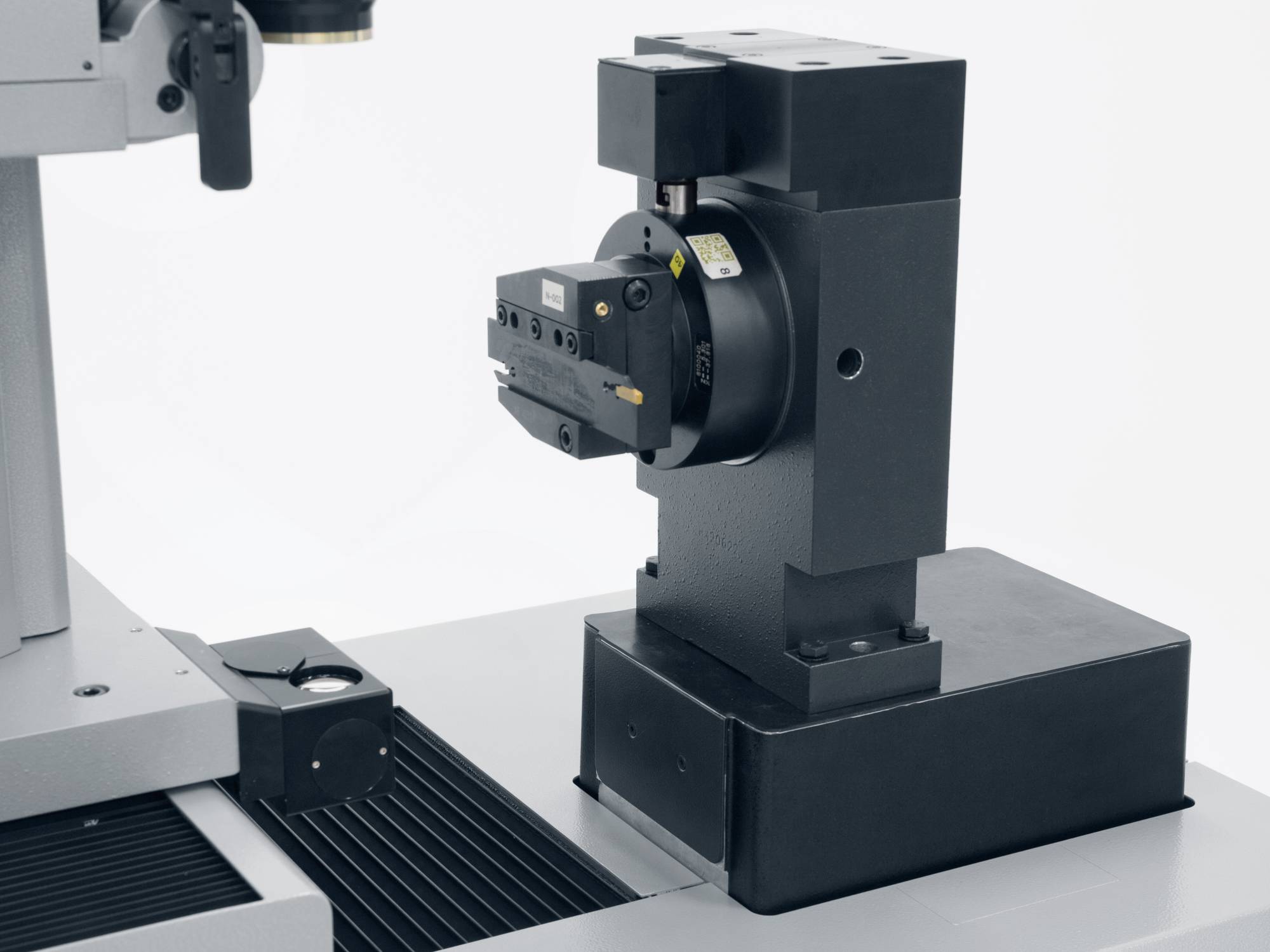
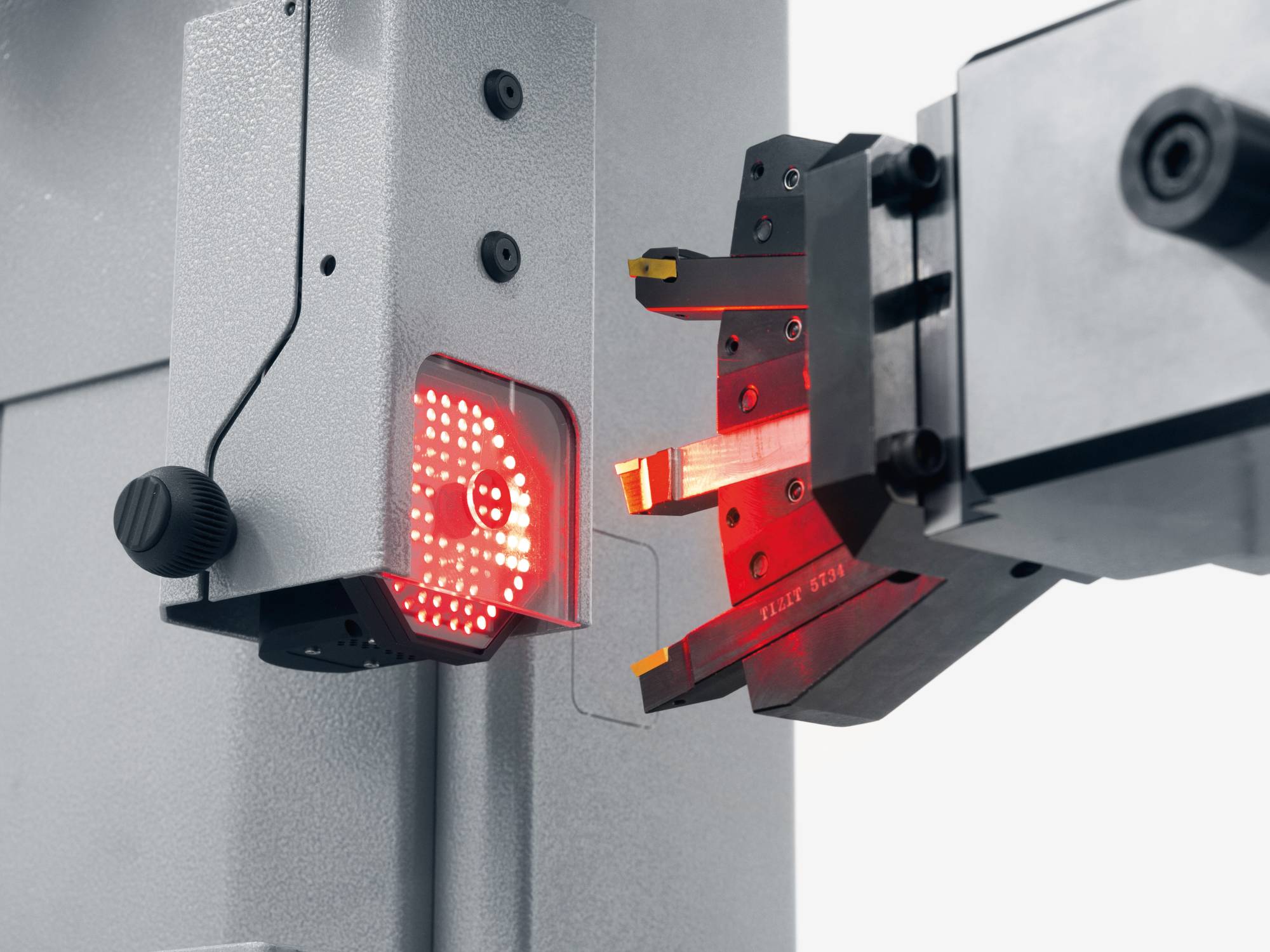
Durch eine Auflichtkamera kann die Spitzenhöhe der Werkzeugschneiden gemessen und exakt eingestellt werden. Die Drehmittenmesseinrichtung mit schwenkbarer Auflichtkamera und zentrierter LED-Beleuchtung wird beim standardisierten Messen aus Sicherheitsgründen ausgeschwenkt. Zum Messen der Werkzeugschneiden im Auflicht ist die Kamera schwenkbar und drehbar in drei Positionen. So können Werkzeuge stirnseitig als auch links und rechts gemessen werden, je nachdem welche Schneidenrichtung die Werkzeuge haben.
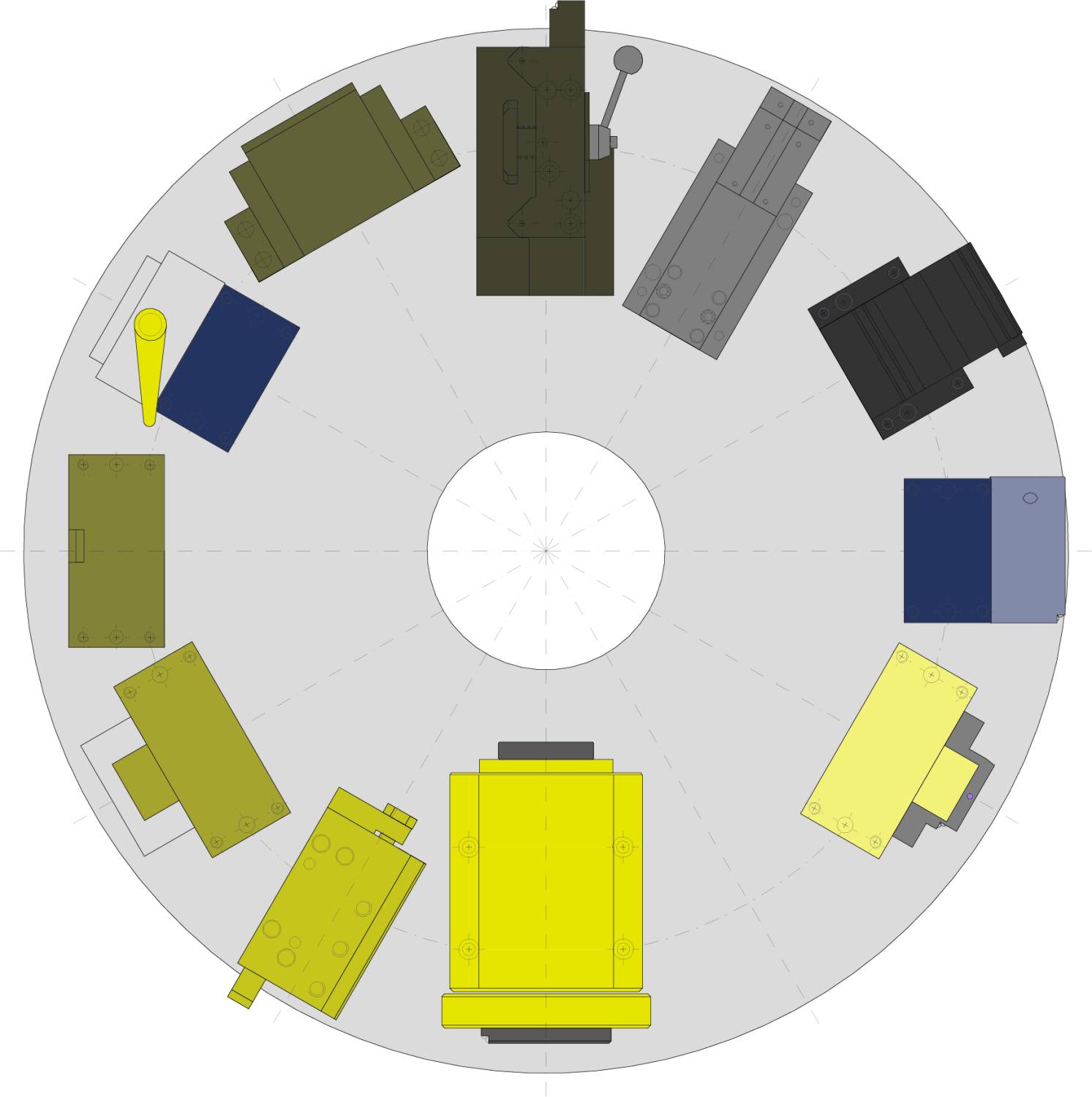
Beispiel für Revolvertisch-Bestückung: D 900 – 12-fach Teilung.
Zoller Grundaufnahme GA-PP zum schnellen Adapterwechsel. Adapter sind für nahezu alle Werkzeugsysteme lieferbar. Adapter und Werkzeughalter werden kraftbetätigt gespannt.
Intuitive Bedienoberflache
Spezielle Messprogramme unterstützen das Bedienpersonal bei komplexen Messaufgaben und erleichtern somit die Handhabung des Gerätes. Ein zusätzliches 17“-TFT-Display in Industrieausführung dient zur zusätzlichen Anzeige des Schneidenbildes, des Zählers und der Schneidenform. Neben einer µm-genauen Werkzeugeinstellung und -messung ist die fehlerfreie und rasche Übertragung der Werkzeugdaten an die Steuerung der CNC-Maschine ein wesentlicher Baustein, um Rüstzeiten zu minimieren.
„Datentransferlösungen sind in vielen Fertigungen erfolgreich im Einsatz und haben sich in der Praxis bestens bewährt. Sind Werkzeuge korrekt montiert, präzise eingestellt und vermessen, müssen diese nicht nur physisch an der Maschine ankommen, sondern auch digital – und zwar schnell und prozesssicher. Ein wichtiger Schritt hin zu einer digitalen Fertigung im Sinne einer Smart Factory“, verdeutlicht Huemer.
Göltenbodt Grundaufnahme zur Aufnahme von Aufspannplatten und Schnellwechselhaltern für Ein- und Mehrspindeldrehautomaten.
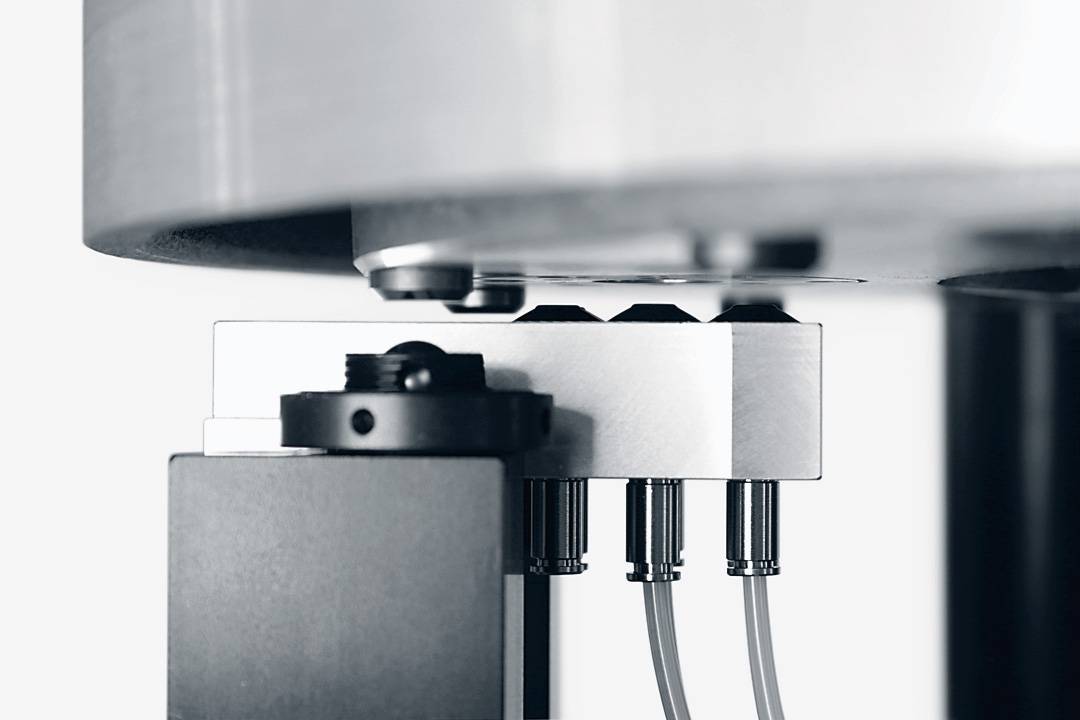
Das intelligente Andocksystem für Elektrik- und Pneumatik-Elemente ermöglicht die unbegrenzte Revolvertischdrehung. Die Revolvertischabstützung garantiert hohe Präzision auch bei schweren Werkzeugen

Automatische Nullpunktwahl: über die Revolvertisch-Positionierung ist eine automatische Nullpunktwahl möglich (optional).
Spitzenhöhe exakt einstellen
Kaum ein technisches Element muss präziser gefertigt werden als medizinische Komponenten. Entsprechend hoch sind die Anforderungen bei deren Herstellung. Optimal eingestellte Werkzeuge insbesondere bei der Spitzenhöhe sind die Grundlage für perfekte Fertigungsergebnisse. Mit dem Einstell- und Messgerät hyperion lassen sich beispielsweise sämtliche Werkzeuge mit TNL-Werkzeugaufnahmen ideal einstellen.
„Ob die Spitzenhöhe des Drehwerkzeugs auch tatsächlich passt, kann entweder aufwändig durch einen Probeschnitt ermittelt werden oder durch eine direkte Messung des Drehwerkzeugs an einem externen Einstell- und Messgerät. Die Aufnahme auf dem Revolvertisch des hyperion ist exakt der Revolveraufnahme der Maschine angepasst. So kann die Spitzenhöhe des Drehwerkzeugs auf ein hundertstel Grad genau vermessen werden“, erläutert Huemer.

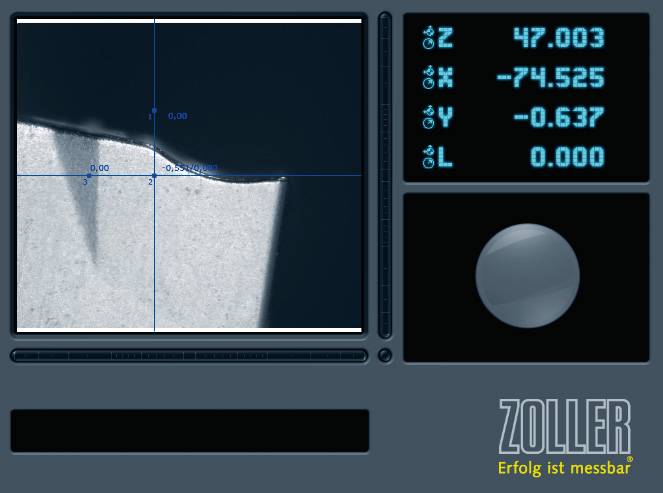
pilot 4.0 am hyperion.
Einstellen und Messen von 3-fach Haltern mit TNL18/TNL32-Aufnahme.
hyperion Schneideninspektion.
Drei Werkzeuge auf einen Streich
Besonders komplex ist das Vermessen der Spitzenhöhe bei Dreifachwerkzeugen, die eine exakte Vermessung der realen Spitzenhöhe eines Werkzeuges bedingen. Bereits eine Toleranz von 1° bei einem Abstand von 200 Millimeter zwischen dem Ursprung der Rotationsachse und der Schneidplattenkante entspricht mehr als 0,3 mm am Umfang – viel zu viel für filigrane Präzisionsteile. Deshalb ist eine genaue Vermessung der Spitzenhöhe notwendig. Der entsprechende, vermessene Winkel wird dann an die Steuerung übertragen und die CNC-Rundachse kann den korrekten Wert anfahren. Die Maschine kann die Positionen automatisch anfahren und sofort maßhaltige Teile fertigen – ein weiteres Zustellen in Y-Richtung ist nicht notwendig.

hyperion Schneideninspektion.
DME-Drehmitenmesseinrichtung.
Gute Gründe für exakte Messungen
„Nur exakt eingestellte Drehwerkzeuge können exakte Bauteile fertigen. Und je kleiner ein Bauteil ist, desto stärker schlagen Abweichungen relativ zubuche. Die Folgen falsch eingestellter Werkzeuge sind weitreichend: Bei untermittig eingestellten Werkzeugen bleibt beim Plandrehen ein Butzen stehen. Wird das Werkzeug bei übermittiger Einstellung ohne ausreichenden Freiwinkel eingesetzt, ist eine drastisch verminderte Werkzeugstandzeit die Folge, da die Platte an der Schneide bereits nach kurzen Nutzungszeiten wegplatzt“, erläutert Huemer und ergänzt: „Das hat wiederum Maschinenstillstandzeiten, sowie erhöhte Werkzeugkosten zur Folge, abgesehen von der verminderten Fertigungsqualität, die durch ein schlecht eingestelltes Werkzeug erzielt wird.“

Hochwertige mechanische Uhren sind technisch sehr aufwändig in der Herstellung. Für die Fertigung der Vielzahl an äußerst filigranen Einzelteilen kommen Präzisionswerkzeuge zum Einsatz.

Filigrane Kleinstteile.

Filigrane Kleinstteile.
Filigrane Einzelteile erfordern höchste Präzision
Hochwertige mechanische Uhren sind technisch sehr aufwändig in der Herstellung. Diese Uhren werden häufig in Manufakturen in höchster Präzision mit Hightech-Bearbeitungsmaschinen gefertigt und anschließend in viel Handarbeit montiert. Für die Fertigung der Vielzahl an äußerst filigranen Einzelteilen kommen Präzisionswerkzeuge zum Einsatz. „Wichtigste Anforderung an das Messgerät ist maximale Präzision, um die Genauigkeiten, die in der Fertigung einer mechanischen Uhr verlangt werden, zu erreichen. Anforderungen, die mit dem Universalgenie hyperion erreicht werden und darüber hinaus Zeitersparnis, Zuverlässigkeit und Fehlerfreiheit garantieren, so Huemer abschließend.
Teilen: · · Zur Merkliste