Rollomatic GrindSmart: Präzision in der Serienfertigung
Hochproduktive Fertigung von Hartmetall-Fräsern mit Durchmessern bis 20 mm: In vielen Industriezweigen steigt der Bedarf an besonders präzisen Fräs- und Bohrwerkzeugen mit größeren Durchmessern stetig an. Aufgrund der benötigten Stückzahlen und der langen Bearbeitungszeiten spielt in diesem Bereich die Produktivität der Maschinen eine immer größere Rolle. Für die Rollomatic SA in Le Landeron (CH) Grund genug, seine Werkzeugschleifzentren für große Durchmesser für die vollautomatische, sicher beherrschte Produktion großer Stückzahlen auszustatten.
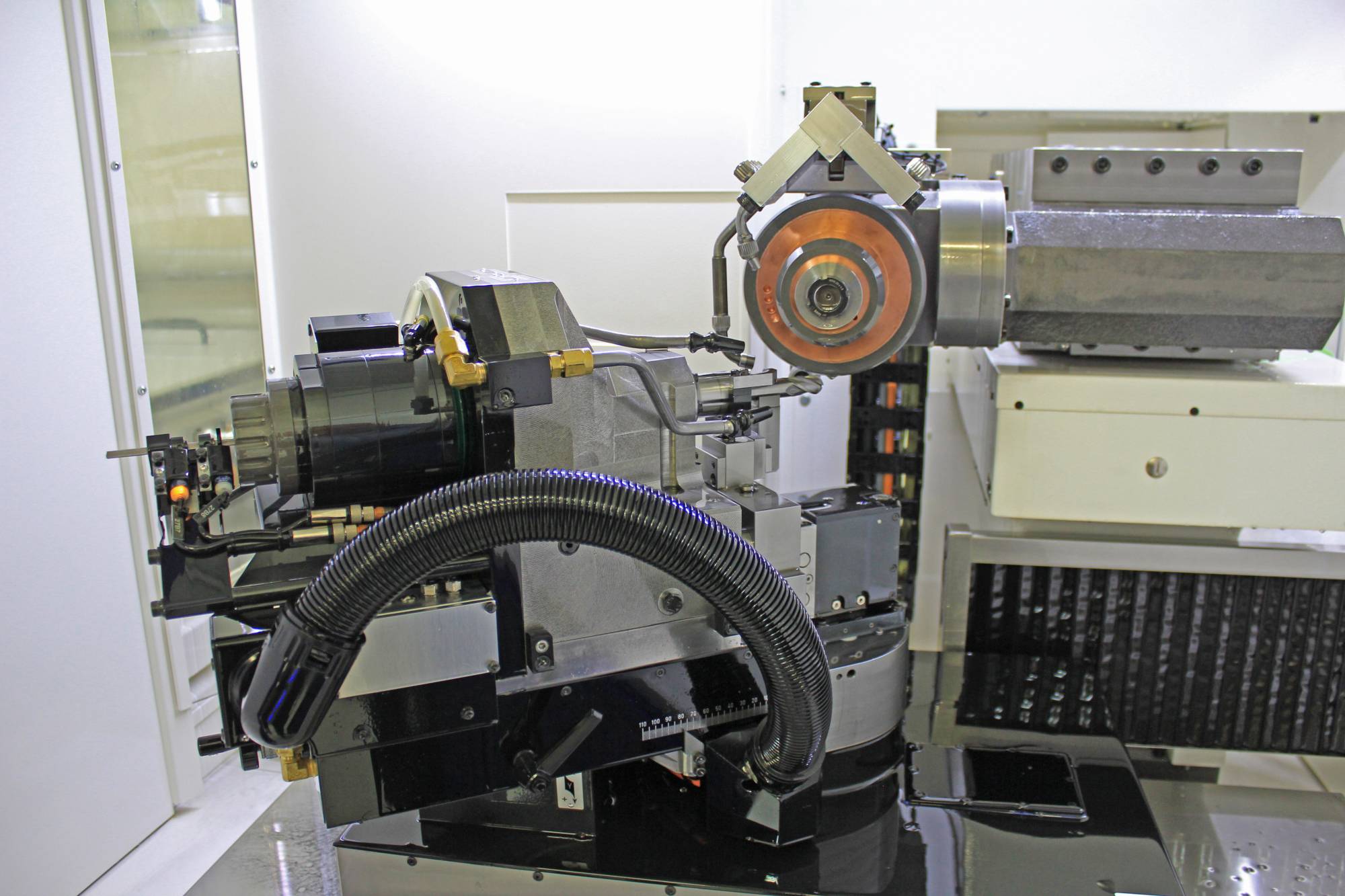
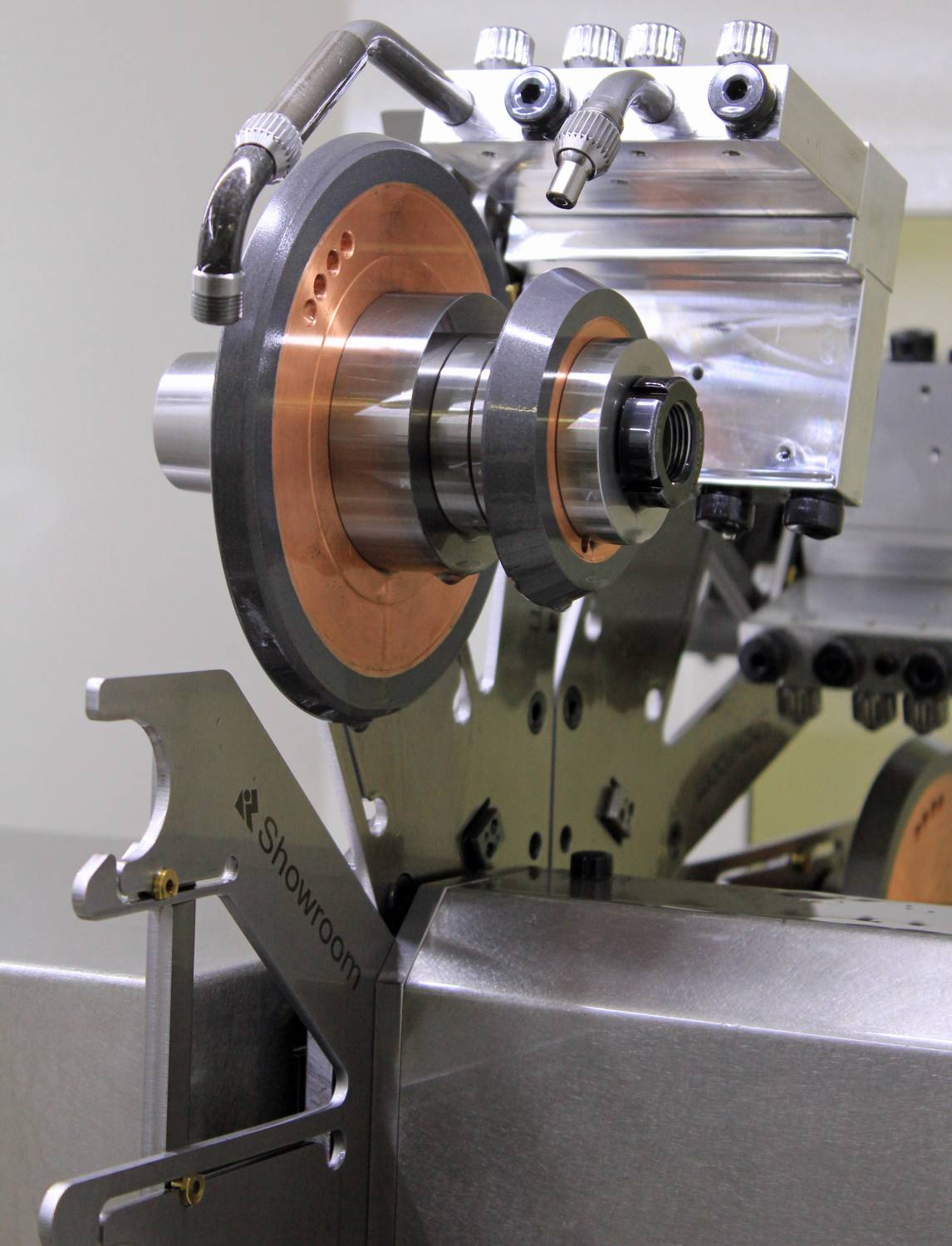
Mit Hilfe der unten angeordneten vertikalen Drehachse kann der gesamte Supportaufbau horizontal geschwenkt werden. Hinzu kommen eine horizontale Achse in Werkstück-Längsrichtung, eine Vertikalachse sowie die Drehachse der Spannzange. Das Schleifscheibenpaket kann in Richtung seiner Drehachse verfahren werden. (Foto: Klaus Vollrath)
Jean-Charles Marty
Leiter Technologie- und Prozessentwicklung der Rollomatic SA
„Unsere GrindSmart-Maschinen ermöglichen die vollautomatische, mannlose Serienproduktion von Fräswerkzeugen großen Durchmessers in höchster Qualität.“
„Vom Aufbau und Arbeitsprinzip her unterscheiden sich unsere beiden „GrindSmart“-Maschinen für große Fräserdurchmesser durch eine sechste Achse beim Modell 629XW“, erläutert Jean-Charles Marty, Leiter Technologie- und Prozessentwicklung der Rollomatic SA. Bei beiden Zentren sind vier Achsen auf dem Support der Spannzange angeordnet. Die fünfte Achse befindet sich im Schleifscheibensupport und führt das Schleifwerkzeug horizontal am Werkstück vorbei. Das so ausgestattete Modell 529XW ist für die Bearbeitung von Fräsern im Durchmesserbereich 1,0 bis 20 mm ausgelegt. Beim Modell 629XW kann das Schleifscheibenpaket noch zusätzlich eine vertikale Schwenkbewegung ausführen, was die Realisierung bestimmter Fräsergeometrien erleichtert. Die 629XW eignet sich darüber hinaus auch für die Bearbeitung von Fräsern mit kleinerem Durchmesser bis herab zu 0,1 mm. Bei beiden Maschinen sind alle Achsen mit höchster Genauigkeit miteinander synchronisiert, um so die erforderliche Präzision der Bearbeitung sicherzustellen.
Fast noch wichtiger als die verdoppelte Antriebsleistung der neuen Schleifspindel ist deren Antriebstechnik. Ein sehr hohes und konstantes Drehmoment, gerade im unteren Drehzahlbereich, ist mit entscheidend für die Leistungssteigerung, „weshalb sich die Maschinen auch für den Tiefenschliff bei großen Werkzeugdurchmessern eignen“, bekräftigt Jean-Charles Marty.

Die Herstellung dieses Zylinderfräsers aus einem Rohling mit 20 mm Ø dauert nur etwas über eine Viertelstunde.
Automatisierung für höchste Wirtschaftlichkeit
„Eine mannlose, vollautomatische Fertigung setzt Handlingsysteme für den Wechsel sowohl der Werkstücke als auch der Schleifwerkzeuge voraus“, erläutert J.-C. Marty. Für den Werkstückwechsel sorgt ein Roboter, der bis zu 1.000 Rohlinge bereithalten und die fertig bearbeiteten Fräswerkzeuge z. B. in Trays einsortieren kann. Ein ebenso entscheidender Aspekt ist jedoch auch die Möglichkeit zum Wechsel der Bearbeitungswerkzeuge, da bei komplexeren Fräsergeometrien fallweise etliche unterschiedliche Schleifscheiben zum Einsatz kommen. Deshalb verfügen beide Maschinen über einen automatischen Wechsler für bis zu sechs individuell konfigurierte Schleifscheibenpakete. Ein solches Paket umfasst bis zu vier unterschiedliche Scheiben auf einer gemeinsamen Welle. Die Kopplung an die Maschine erfolgt über eine HSK 50-Schnittstelle. Somit kann die Maschine gleichzeitig bis zu 24 unterschiedliche Schleifwerkzeuge vorhalten und automatisch jeweils entsprechend der Aufgabenstellung zum Einsatz bringen. Die Flexibilität ist dabei sehr hoch: Je nach Jobmix kann man das Magazin entweder mit zusätzlichen Schwester-Scheibensätzen bestücken, um besonders lange Serien abzuarbeiten, alternativ aber auch bestimmte Aufgaben an unterschiedlichen Fräsern mit ein und demselben Schleifwerkzeug durchführen, um so eine möglichst große Aufgabenflexibilität ohne Unterbrechung der Arbeitssequenz zu erreichen.

Das fünfachsige Modell 529XW eignet sich für das Schleifen von Fräsern mit Durchmessern zwischen 1,0 und 20 mm. Ganz rechts der automatische Wechsler für die Schleifscheibenpakete. (Foto: Klaus Vollrath)

Das zur Kühlung und Schmierung von Werkstück und Schleifscheibe zugeführte Öl wird sehr sorgfältig temperiert und gefiltert. (Foto: Klaus Vollrath)
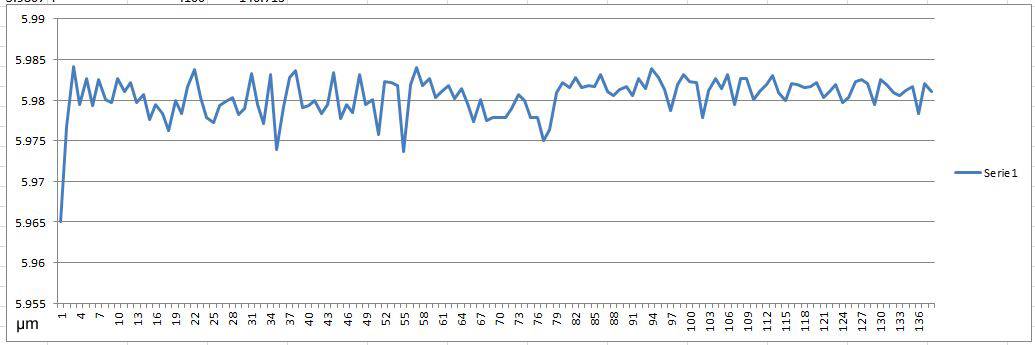
Messprotokoll der Durchmesser bei der Serienproduktion von rund 600 Fräsern des gleichen Typs. Die Aufzeichnung der Durchmesserwerte für jedes vierte Werkstück belegt, wie eng das Streuband ausfällt und dass so gut wie keine Drift auftritt.
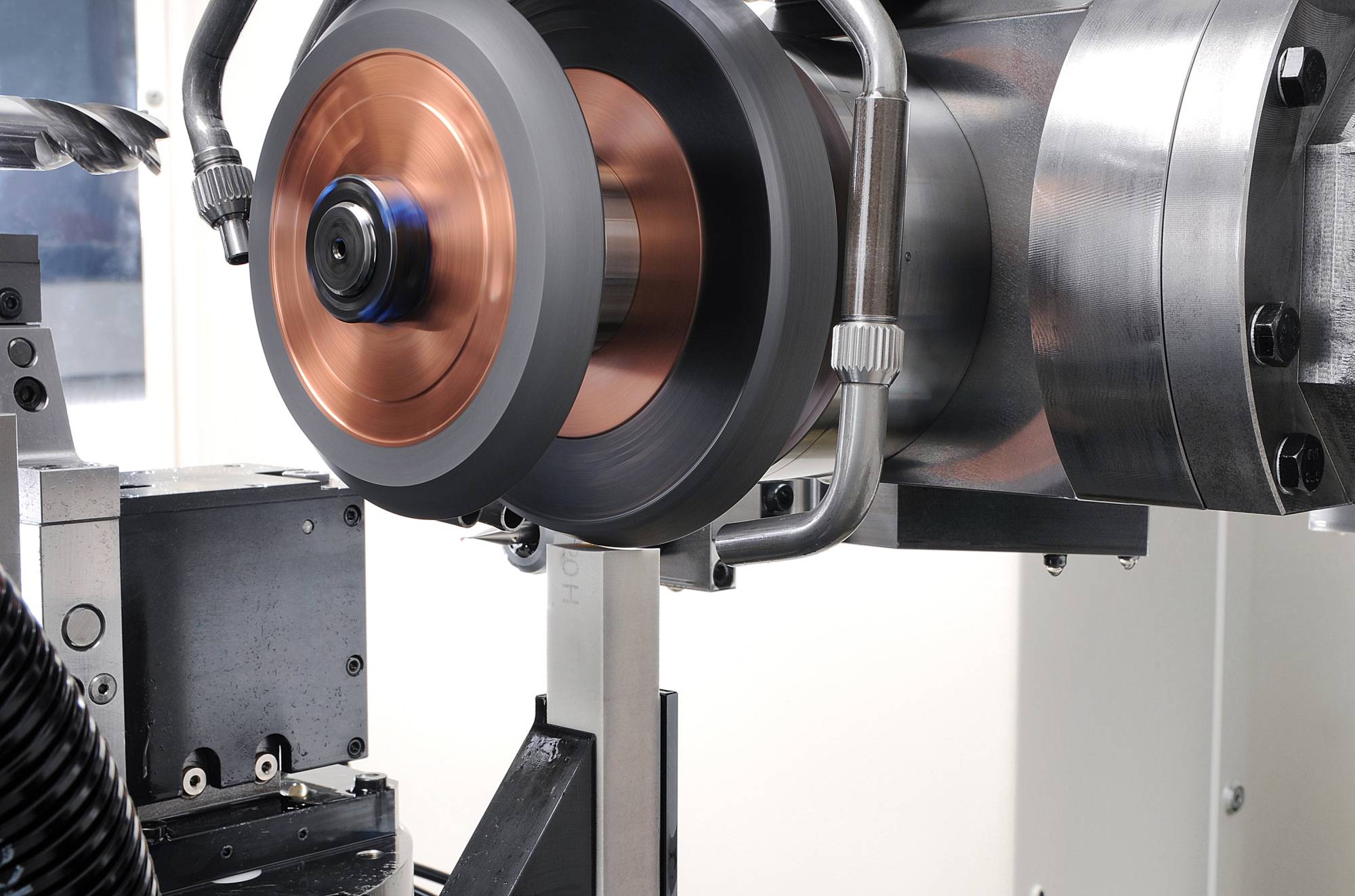
Zum Aufrauen wird die Scheibe an einem speziellen Aufrauwerkzeug vorbeigeführt. (Foto: Rollomatic)
Aufrauen der Schleifscheiben
„Ein wichtiger Punkt für eine unterbrechungsfreie Produktion ist das periodische Aufrauen der Scheiben“, verrät J.-C. Marty. Um die Abrasivität zu erhalten, muss die Scheibenoberfläche nach einer gewissen Zahl an Arbeitsgängen „aufgeraut“ werden, indem man sie an einem speziellen Aufrauwerkzeug vorbeiführt. Im Laufe einer längeren Arbeitssequenz muss eine solche Behandlung fallweise mehrere Dutzend Mal vollautomatisch wiederholt werden. Das entsprechende Werkzeug befindet sich in einer speziellen ausfahrbaren Halterung auf dem Werkstücksupportschlitten und wird entsprechend den in der Steuerung hinterlegten Daten periodisch zum Einsatz gebracht. Mit dieser Vorgehensweise wird sichergestellt, dass die abtragende Wirkung der Schleifscheibe und damit einer der entscheidenden Parameter zur sicheren Beherrschung des Bearbeitungsprozesses sich auch bei großen Serien stets in einer engen Bandbreite um das Optimum bewegt. Die Änderung des Schleifscheibendurchmessers durch das Aufrauen wird von der Steuerung nachgehalten und bei der Berechnung der Bahnparameter berücksichtigt.
„Als weiteres wesentliches Ausstattungsmerkmal verfügen die neuen Maschinengenerationen über eine deutlich erweiterte Software für den unterhalb der Schleifspindel angeordneten Messtaster“, verrät J.-C. Marty.

Die Steuerung lässt sich mit Hilfe eines Taststifts einfach und schnell programmieren. (Foto: Klaus Vollrath)

Vor Beginn der Bearbeitung erfasst der Taster die exakte Position des Werkstücks und kontrolliert abschließend noch in der gleichen Aufspannung die wesentlichen Funktionsmaße. (Foto: Klaus Vollrath)
Um eine optimale Versorgung mit Kühlschmierstoff sicherzustellen, enthält der Wechsler für jedes Scheibenpaket einen eigenen Düsensatz, der zusammen mit dem Schleifwerkzeug ausgetauscht wird. (Foto: Klaus Vollrath)
Erfolgreicher Praxiseinsatz
„Inzwischen sind bereits einige dieser Schleifzentren bei Kunden im Einsatz und haben sich dort sehr gut bewährt“, freut sich J.-C. Marty. Ein Kunde betreibt eine Fräserfabrik in Europa und bedient eine große Bandbreite anspruchsvoller Märkte wie Luft- und Raumfahrt, Automobilindustrie, Medizintechnik oder Maschinenbau. Die Abnehmer dieser Werkzeuge setzen höchste Präzision als selbstverständlich voraus und verlangen darüber hinaus wettbewerbsfähige Preise. Mitte 2014 beschaffte der Werkzeughersteller deshalb eine neue Anlage des Typs 629XW, mit der vor allem Fräser mit Durchmessern von 6,0 mm hergestellt werden. Besonderes Interesse galt dabei der Möglichkeit der direkten Vermessung der Werkstücke noch in der Maschine, weil man so ein „Wegdriften“ der Maße unmittelbar erkennen und kompensieren kann. Bei einer Fertigungskampagne im Rahmen der Abnahme wurden auf der Anlage insgesamt rund 600 Fräser des gleichen Typs hergestellt, wobei die Maschine ununterbrochen mehr als zwei Tage vollautomatischen Betriebs absolvierte. Die Aufzeichnung der Durchmesserwerte für jedes vierte Werkstück belegt, wie eng das Streuband ausfällt und dass so gut wie keine Drift auftritt.
„Bei einem anderen Kunden handelt es sich um das US-Werk eines großen, ausländischen Konzerns“, enthüllt J.-C. Marty. Hier entschied man sich für das Modell 529XW, das für die Herstellung von Hartmetallwerkzeugen mit einem Durchmesser von 12,7 mm (1/2“) eingesetzt wird. Da das Unternehmen auch über eine Wettbewerbsanlage mit nominell deutlich höheren Leistungsangaben verfügt, wurden mit beiden Anlagen Vergleichstest mit identischen Werkstücken in großen Stückzahlen durchgeführt. Im Verlauf einer solchen Kampagne produzierte die GrindSmart 529XW-Maschine innerhalb von 120 Stunden vollautomatisch ohne Unterbrechung insgesamt 800 Werkzeuge des gleichen Typs. Die 529XW war somit um 20 % produktiver als die Wettbewerbsanlage. Die Ausschussrate lag beim Rollomatic-Schleifzentrum lediglich im Promillebereich. Auch der Platzbedarf der 529XW ist um rund 35 % niedriger.
„In beiden Fällen zeigte sich, dass unsere GrindSmart-Maschinen die in sie gesetzten Erwartungen vollständig erfüllten und die vollautomatische mannlose Serienproduktion von Werkzeugen großen Durchmessers in höchster Qualität ermöglichen“, bilanziert Jean-Charles Marty.
Teilen: · · Zur Merkliste