Wedco Tool Competence XT-R: Eine starke Verbindung zur wirtschaftlichen Titanbearbeitung
Nikken und der österreichische Werkzeughersteller Wedco stärken ihre weltweite Zusammenarbeit in der Hochleistungs-Titan-Bearbeitung für Aerospace-Anwendungen. Ergebnis ist eine starke Verbindung, bestehend aus der ENDURANCE ENDMILL Serie XT-R von Wedco und dem Nikken Spannfutter X-Treme, die eine wirtschaftliche und prozesssichere Titan-Bearbeitung ermöglicht.

Zwei starke Partner für ein Ziel: die ENDURANCE XT-R Serie in Verbindung mit dem Nikken Spannfutter X-TREME für die Hochleistungs-Titan-Bearbeitung.
Einsatzparameter
• XT-R-151-2504 Ø25ER4.0
• Slot-Schruppen im Vollschnitt
• VC = 45 m/min
• fz = 0,06
• ae = 25 mm
• ap = 50 mm
• Zeitspanvolumen = 172,5 cm³/min
Bei der Zerspanung des Leichtbauwerkstoffs Titan treten vor allem sehr hohe thermische Belastungen an der Werkzeugschneide auf. Der österreichische Zerspanungswerkzeughersteller Wedco hat sich dieser Problemstellung in den letzten Jahren intensiv gewidmet und dazu speziell abgestimmte VHM-Fräser für die Hochleistungs-Titanbearbeitung entwickelt. Erreicht wird das in Kombination mit dem Spannfutter Nikken X-Treme, das eine der höchsten mechanischen Auszugs- und Verdrehsicherungen auf dem Markt bietet.
Die Grundlagen der neuen ENDURANCE ENDMILL Serie XT-R basieren auf den Entwicklungsarbeiten aus dem internen Wedco-Projekt „ready for take-off 1" (Anm.: x-technik berichtete bereits in der Ausgabe 3/Juni 2015).

Die Fräserserie XT-R besitzt speziell geschliffene Schäfte der Toleranzklasse h5. Diese sind nach Wedco Spezifikation auf Rundheit mit variabler, axialer Konzentrizität-Geometrie, die für Hochleistungsfräsen in der Schwerzerspanung entwickelt wurden, ausgelegt.
Programmübersicht
• Durchmesserbereich: 12 bis 32 mm
• Längen: Short, Standard, Long und Extra Long
• Aufnahme-Schnittstellen: NBT40/50, HSK63/100/125 und in der Größe C8
Technische Herausforderungen
Der Leichtbauwerkstoff Titan ist aufgrund seiner physikalischen, mechanischen und thermischen Werkstoffeigenschaften den schwer zerspanbaren Materialien zugeordnet. Die Schwierigkeit bei der Titanzerspanung zeigt sich vor allem an folgenden Fakten: Die Werkzeugschneide wird aufgrund der relativ geringen Wärmeaufnahme durch den Span thermisch hoch belastet. Etwa 60 % der entstehenden Wärme verbleibt im Zerspanungswerkzeug. Gründe dafür sind verschiedene Eigenschaften von Titan, wie spezifische Wärmeleitfähigkeit und Dichte, die eine rasche Wärmeabfuhr durch Span und Bauteil verhindern. Titan gibt aufgrund seines geringen Elastizitätsmoduls dem Druck des Schneidwerkzeuges nach – das führt wiederum zu Maßabweichungen und Werkzeugschwingungen, die den Bearbeitungsprozess vor große Herausforderungen stellen.
Ti6Al4V ist eine klassische Alpha-Beta-Legierung für die Luftfahrtindustrie mit ausgeglichenem Gefügeverhältnis. Bei dieser Spezifikation ist die Anforderung an das Fräswerkzeug, die Werkzeugaufnahme sowie an die Werkzeugmaschine sehr hoch. „Bei der Erarbeitung der Geometriedaten wurden daher während der Zerspanung ausführliche Schwingungstests durchgeführt, um diese negativen Randerscheinungen zu eliminieren, die letztendlich den Werkzeugverschleiß beschleunigen", erläutert Horst Payr, CTO / Prokurist bei Wedco Tool Competence. Titan neigt zudem dazu, sich mit dem Werkzeug zu verschweißen (Stichworte: Aufbauschneide und Verklebung).
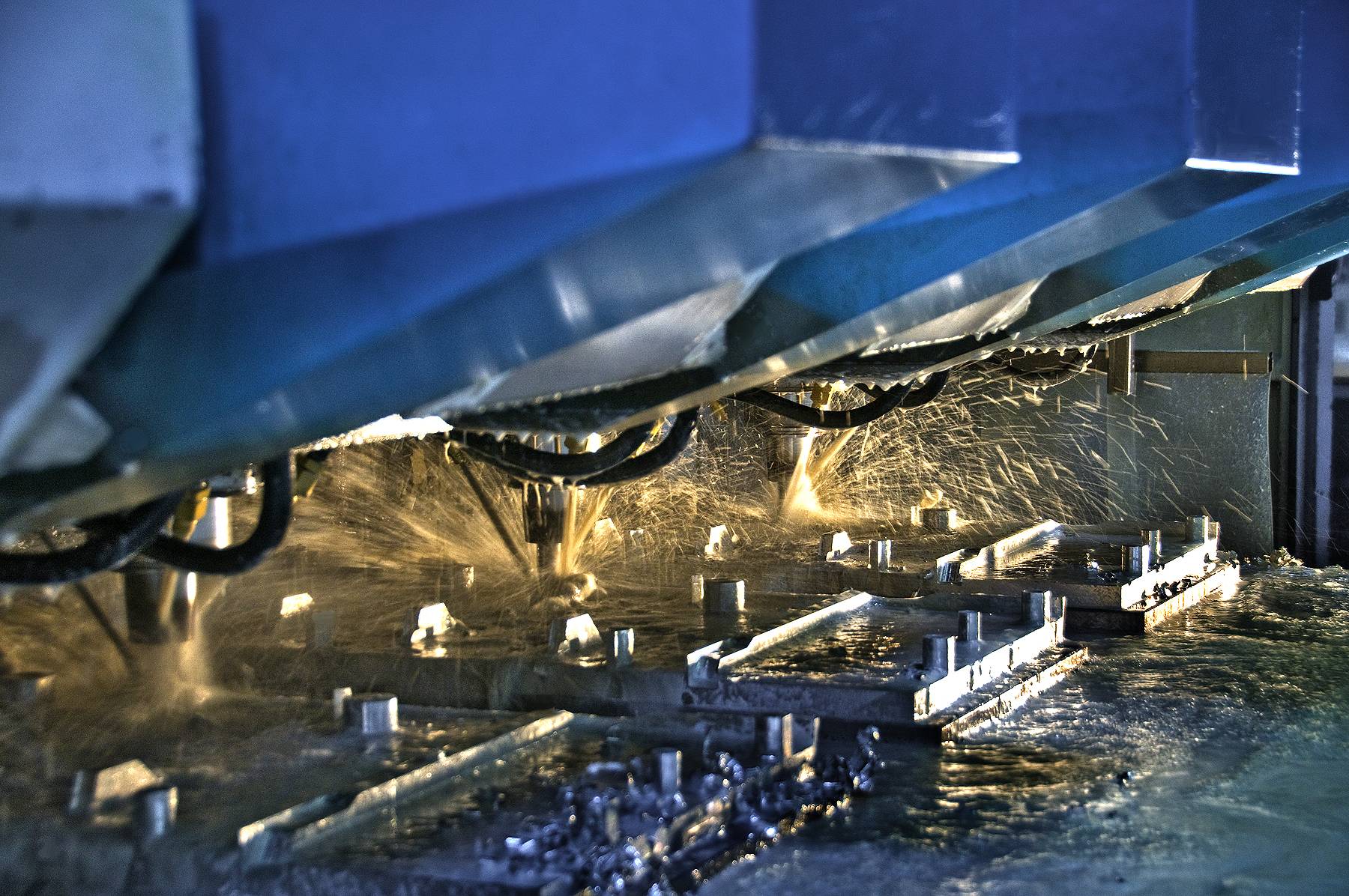
Der Leichtbauwerkstoff Titan ist aufgrund seiner physikalischen, mechanischen und thermischen Werkstoffeigenschaften den schwer zerspanbaren Materialien zugeordnet. Bei der Titanzerspanung wird die Werkzeugschneide aufgrund der relativ geringen Wärmeaufnahme durch den Span thermisch hoch belastet (Bild: Premium AEROTEC).

Eine spezielle, variable, ungleiche Spanteilertechnologie ist verantwortlich für die Bildung kleiner Späne bei allen Operationen, wodurch Schwingungen unterbunden werden.

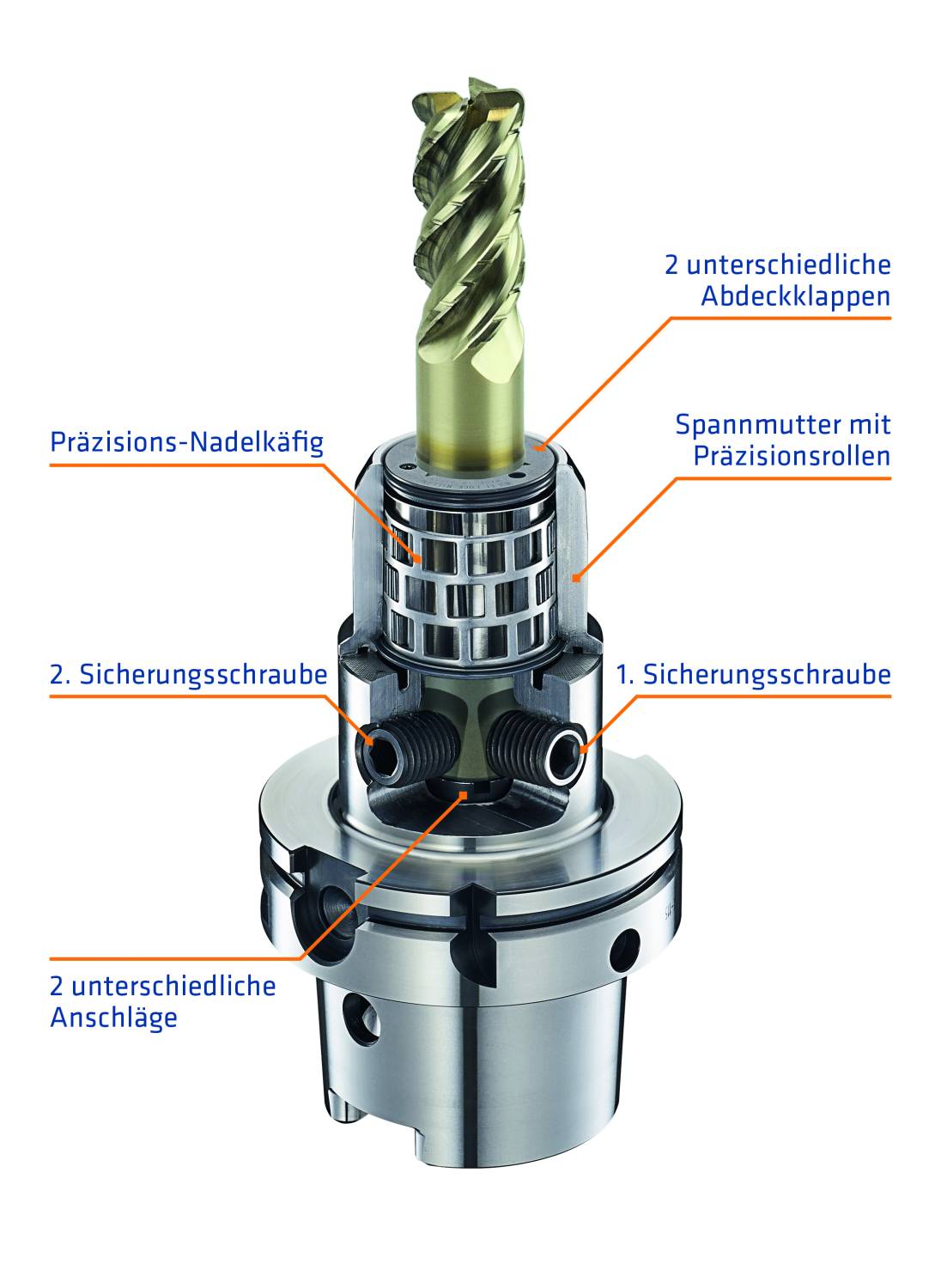
Nikken X-TREME
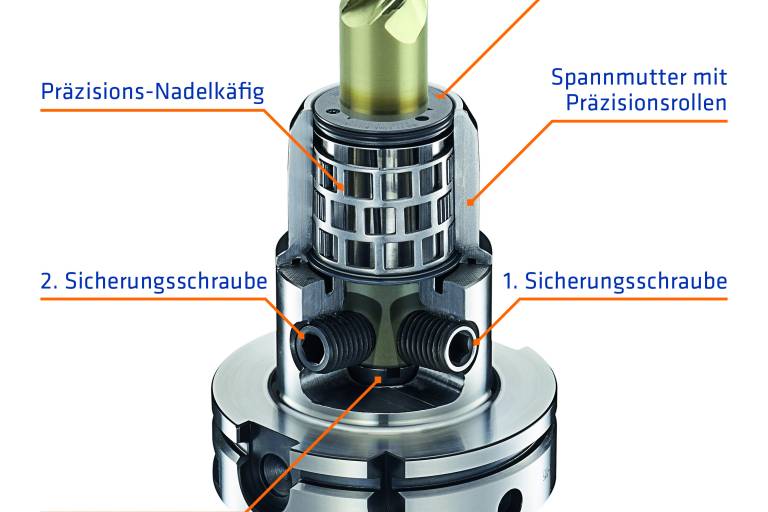
Das Multilock Spannfutter bietet hohe Spannkraft bei NBT50, HSK und Polygon C8 Aufnahmen und ist standardmäßig mit einem exklusiven, patentgeschützten Anschlagblock für den Werkzeugschaft und einem integrierten Gleitringdichtsystem ausgestattet. Wahlweise sind die Gleitringdichtungen und der Anschlagblock komplett austauschbar, um zusätzliche Möglichkeiten für die Jet-Kühlung von Nikken anzubieten. Beide Optionen bieten vollständige Kontrolle und Optimierung der Hochdruck-Kühlungssysteme, um allen Anforderungen zu entsprechen. Die Konzentrizität wird beibehalten, da das primäre Spannsystem nicht das Verriegelungssystem ist. Dies führt zu einer längeren Standzeit und einer erhöhten Teilequalität in der Titan-Schwerzerspanung. Zwei im Winkel angeordnete Sicherungsschrauben verhindern auch bei höchster Belastung eine Rotation und ein Herausziehen des Werkzeugs.
Haltekraft und Werkzeugtechnologie
Das Kraftspannfutter Nikken X-Treme bietet eine hohe, mechanische Auszugs- und Verdrehsicherung. „Das patentierte Sure-lock Vierfach-Klemmsystem der X-Treme-Reihe gewährleistet nicht nur die exakte Positionierung des Werkzeugschaftes, sondern verhindert auch die Bewegung und den Auszug des Fräsers aus dem Futter, selbst bei extremen Bearbeitungsbedingungen", so Payr weiter.
Die Fräserserie XT-R besitzt speziell geschliffene Schäfte der Toleranzklasse h5. Diese sind nach Wedco Spezifikation auf Rundheit mit variabler, axialer Konzentrizität-Geometrie, die für Hochleistungsfräsen in der Schwerzerspanung entwickelt wurden, ausgelegt. „Die stabile Schaftfreistellung ist die Basisanforderung der maximalen Sicherheit gegen Abdrängung bzw. Auslenkung beim Vollnut- und Taschenfräsen. Eine spezielle, variable, ungleiche Spanteilertechnologie ermöglicht die Bildung kleiner Späne bei allen Operationen, wodurch Schwingungen unterbunden werden. Dadurch verlängert sich die Lebensdauer, hohe Schnittleistungen werden ermöglicht und die geforderte Prozesssicherheit gewährleistet", geht Horst Payr ins Detail.
Eine positive Spanflächengeometrie in Kombination mit einem abgestimmten Freiwinkel realisiert stabile Schnittbedingungen beim Vollnutfräsen bis zu einer Frästiefe von 2xD. Für eine gute Wärmeableitung und Spanausbringung im Vollnut- und Taschenfräsen ist der XT-R mit einer zentralen Innenkühlung ausgestattet. „Die Zerspanungstemperatur von 230° bis 250° wird also dort absorbiert, wo sie entsteht – direkt an der Schneide. Durch diesen Effekt wird einem vorzeitigen Versagen der Beschichtung und dem Hartmetall-Substrat entgegengesteuert", ist Payr überzeugt.
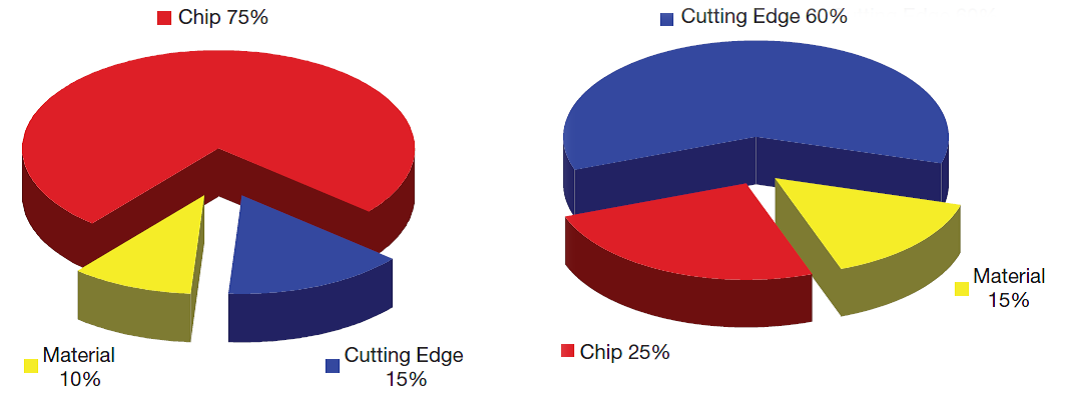
Darstellung des Wärmeflusses bei der Spanbildung in Stahl und Titan.

Spezielle Titan-Geometrie: Eine positive Spanflächengeometrie in Kombination mit einem abgestimmten Freiwinkel realisiert stabile Schnittbedingungen beim Vollnutfräsen bis 2xD Frästiefe.

Horst Payr
CTO / Prokurist bei Wedco Tool Competence
„Unser Gesamtkonzept, bestehend aus der ENDURANCE ENDMILL Serie XT-R von Wedco und dem Nikken Spannfutter X-Treme bietet ein hohes Maß an Leistung, Kontrolle und Zuverlässigkeit, um den Anforderungen vor allem von anspruchsvollen Aerospace-Komponenten und -Anwendungen gerecht zu werden.“
Neuartige Binderzusammensetzung
Nicht nur auf die Geometrieabstimmung wurde großes Augenmerk gelegt, sondern auch auf die Auswahl von Hartmetall-Substrat und Beschichtung. Durch entsprechende Tribologie-Tests wurde eine Ultrafeinkornsorte mit einer neu angepassten Binderzusammensetzung für Titan- und Nickelbasislegierungen ausgewählt. „Dadurch wird eine stark verbesserte Zähigkeit und Temperaturbeständigkeit des Schneidstoffs gewährleistet", so Payr der ergänzt: „Polierte Funktionsflächen, erprobte Verschleißoptimierung und die speziell abgestimmte PVD-Beschichtung WEZY mit einer Schichtstärke von 2,0 bis 4,0 µm führen zu einer optimalen Werkzeugperformance."
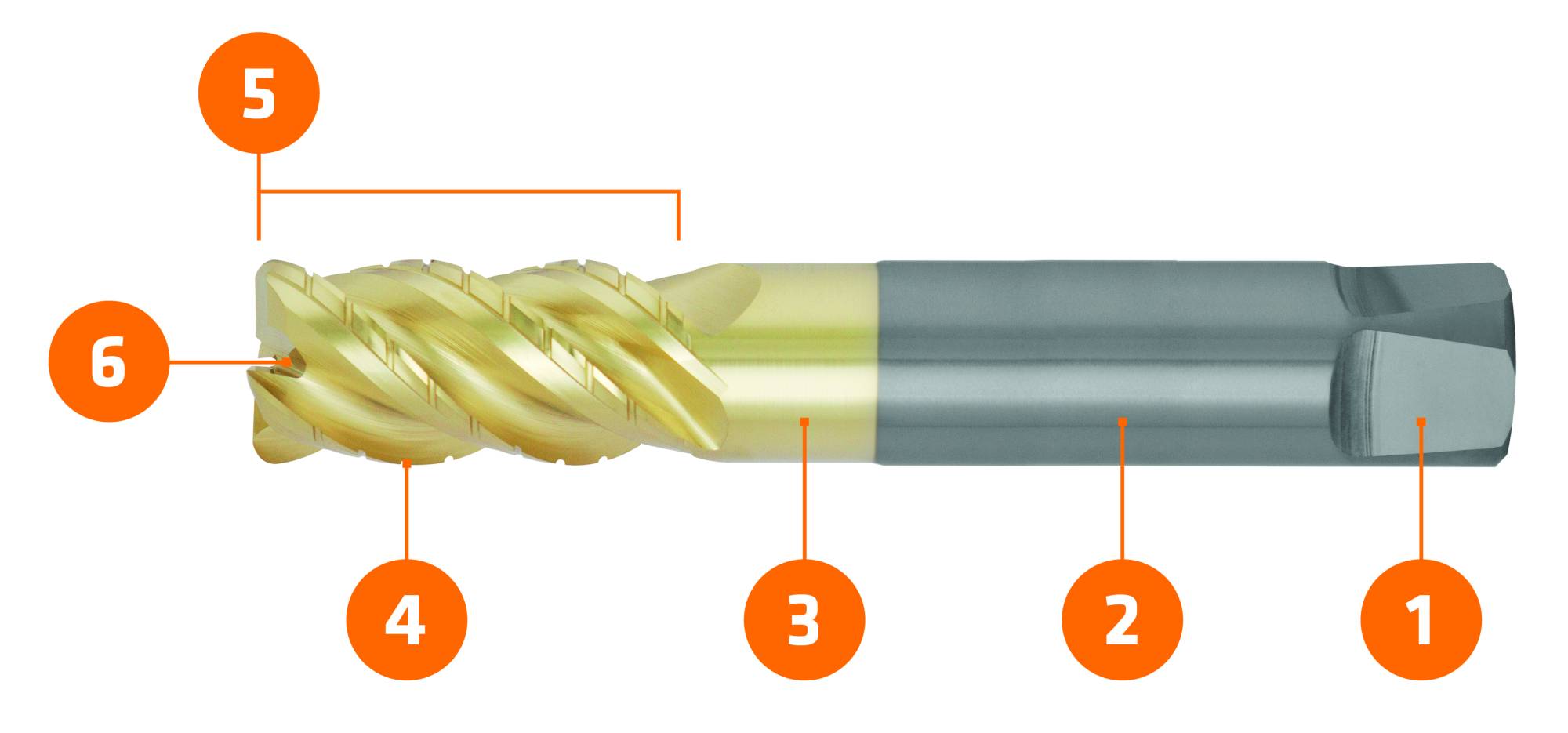
Die 6 Punkt Prozesssicherheit

Prozesssichere Bauteilfertigung
Bei der Optimierung und Anpassung der Einsatzwerte wurde der Fokus nicht auf das letztmögliche Zeitspanvolumen gelegt. Im Vordergrund stand vor allem die prozesssichere Bauteilfertigung. Diese wurde durch einen definierten, durchschnittlichen Gesamtwerkzeugverschleiß gewährleistet und mit 50 µ festgelegt, um einen Werkzeugbruch zu vermeiden. Nach Erreichen dieses definierten Werkzeugverschleißwertes kann das Werkzeug noch nachgeschliffen werden.
Diese Semi-Standard Werkzeugserie mit dem Namen ENDURANCE XT-R ist derzeit bereits in der Serienbauteilfertigung als Gesamtkonzept in Verbindung mit dem Nikken Spannfutter X-Treme Chuck erfolgreich im Einsatz. „Die Lösung bietet ein hohes Maß an Leistung, Kontrolle und Zuverlässigkeit, um den Anforderungen vor allem von anspruchsvollen Aerospace-Komponenten und -Anwendungen gerecht zu werden", so Horst Payr abschließend.
Teilen: · · Zur Merkliste