anwenderreportage
Iscar SUMOCHAM: Bohrsystem steigert Prozesssicherheit
Der SUMOCHAM von Iscar stellt bei ZF Steyr hohe Wirtschaftlichkeit unter Beweis: Bei ZF in Steyr ist man überaus erfolgreich – hohe Fertigungstiefe und gut ausgebildete Fachkräfte sorgen für konkurrenzfähige Zulieferteile für Land- und Baumaschinen sowie die Automobilindustrie. Zudem werden Zerspanungsprozesse stetig hinterfragt und kontinuierlich verbessert. Ein gutes Beispiel ist die Umstellung einer Bohrungsbearbeitung bei einem Flanschteil für die Automobilindustrie auf das SUMOCHAM-Wechselkopfbohrsystem von Iscar. Autor: Ing. Robert Fraunberger / x-technik

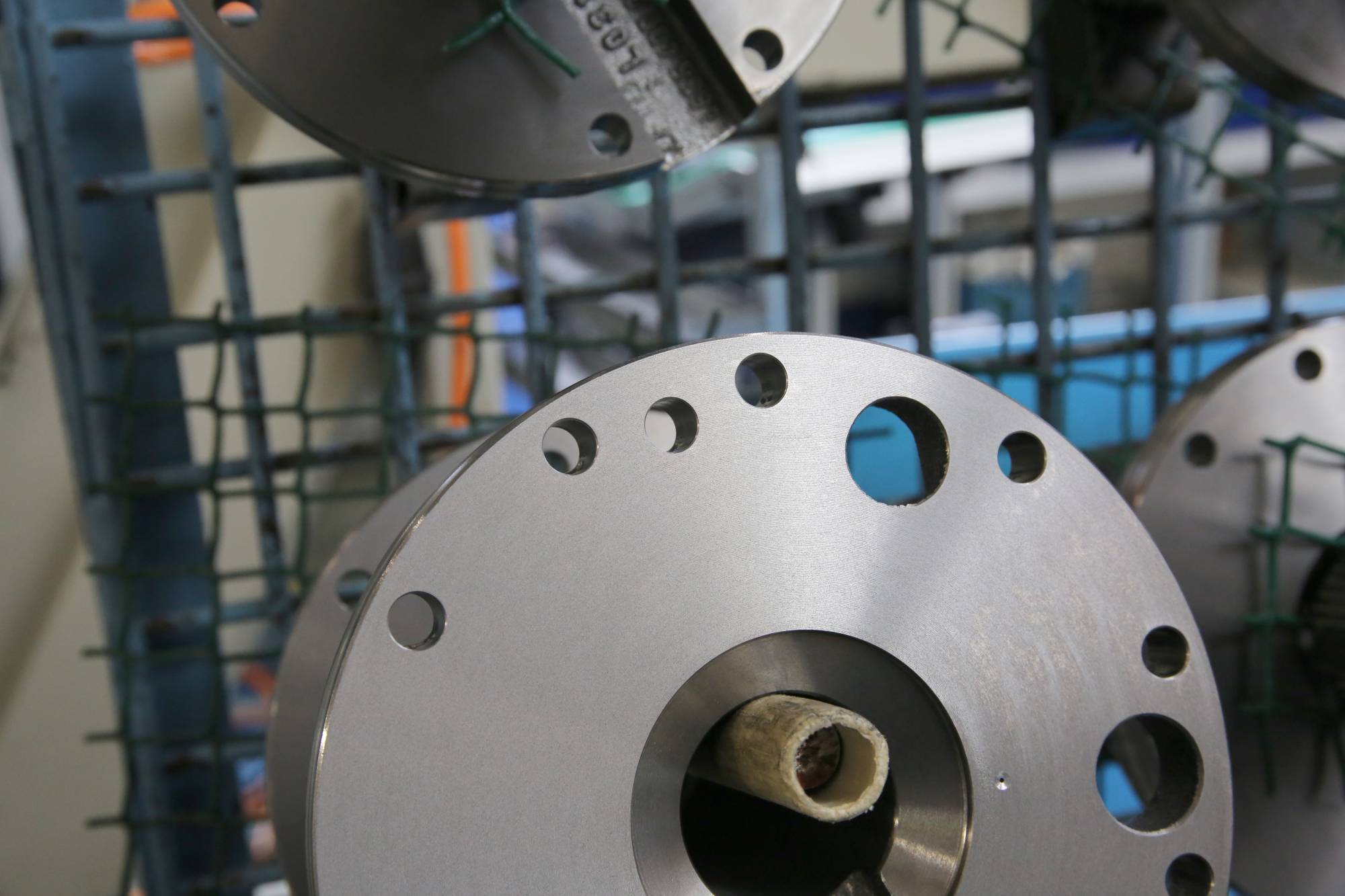
Das Kombinationswerkzeug von Iscar sorgt für eine prozesssichere Kernlochbohrung für Gewinde M8 samt Senkung. Die Vorzüge des SUMOCHAM – höchste Präzision bei geringsten Nebenzeiten – kommen dabei voll zur Geltung.

DI (FH) Thomas Streicher
Fertigungsprozessmanagement und Leitung Production Engineering bei ZF Steyr
„Aufgrund der hohen Qualität der Werkzeuge, der hohen technischen Kompetenz der Mitarbeiter und nicht zuletzt der reibungslosen digitalen Abwicklung ist Iscar für uns ein wichtiger und zugleich strategischer Werkzeugpartner.“
Das Jahr 2016 verlief für den Getriebehersteller ZF Steyr sehr erfreulich, war es doch eines der besten Jahre der Unternehmensgeschichte. Diese reicht bis ins Jahr 2000 zurück, als die ZF Friedrichshafen AG die ehemalige Steyr Antriebstechnik vom Automobilzulieferkonzern Magna übernahm. Die Steyr Antriebstechnik war der verbleibende Rest der traditionsreichen Steyr-Daimler-Puch AG, eines der bedeutendsten österreichischen Industrieunternehmen.
Heute werden am Standort Steyr für die Division Industrietechnik des ZF Konzerns über 900 verschiedene Komponenten für Landmaschinen, wie Traktoren oder Mähdrescher, Stapler, Bau- und Sondermaschinen, produziert. Auf einer Fläche von ca. 44.000 m² stellen rund 500 Mitarbeiter neben Einzelkomponenten auch gesamte Landmaschinengetriebe und Lenkgetriebekomponenten für die Automobilindustrie her.


Ing. Günther Abel
Vertriebstechniker bei Iscar Austria
„Der SUMOCHAM bietet nahezu keine Rüstzeiten kombiniert mit hohen Abspanraten durch eine optimale Auslegung des Bohrkopfes und des Plattensitzes im Grundhalter. Höchste Genauigkeiten, beste Oberflächengüten sowie hohe Standzeiten machen ihn sicherlich zum stabilsten und schnellsten Wechselkopfbohrsystem am Markt.“
Flexibilität als großer Vorteil
„ZF Steyr ist als noch mittelständisches Unternehmen mit schlanken Strukturen organisiert. Das bietet uns hohe Flexibilität und kurze Entscheidungswege, was uns vor allem bei eher kleineren Stückzahlen zugute kommt“, weiß DI (FH) Thomas Streicher, Fertigungsprozessmanagement und Leitung Production Engineering bei ZF Steyr.
Aufgrund der sehr breiten Ausrichtung und der hohen Fertigungstiefe konnte man in den letzten Jahren die eigenen Prozesse stetig verbessern, um sowohl die Wertschöpfung als auch die Produktivität zu erhöhen. „Wir sind nicht nur dem Vergleich mit Fertigungsstandorten innerhalb des ZF Konzerns, sondern auch mit Betrieben am freien Markt ausgesetzt. Unser Bestreben ist es daher, die eigenen Prozesse ständig zu verbessern und vorhandene Potentiale zu eruieren und auszuschöpfen“, betont Streicher weiter.
In Steyr erzeugt ZF diverse Bauteile wie Räder, Wellen und Gehäuse für Traktoren, Stapler, Mähdrescher und LKW. Darüber hinaus werden Getriebe für Traktoren montiert und seit 2013 auch Lenkgetriebekomponenten für PKW produziert. „Auf unseren CNC-Maschinen fertigen wir jedoch keine Großserien, sondern zumeist kleine bis mittlere Serien mit hoher Teilevarianz“, beschreibt der Zerspanungsexperte und führt weiter aus: „Daher legen wir auch sehr großen Wert auf die Ausbildung unserer Facharbeiter, die nach wie vor einen entscheidenden Anteil am Unternehmenserfolg haben.“
In Steyr setzt man daher auf stetige Aus- und Weiterbildung der Mitarbeiter und bietet ein breites Angebot an Inhouse-Schulungen an. Es werden aber auch externe Schulungsmöglichkeiten genutzt – dazu aber später. Darüber hinaus werden junge Menschen durch eine praxisorientierte Lehrlingsausbildung mit dem nötigen fachlichen und persönlichen Rüstzeug ausgestattet.

Die Flanschteile für die Automobilindustrie werden in zwei unterschiedlichen Varianten mit einer Stückzahl von 130.000 pro Jahr gefertigt. Aufgrund der Umstellung auf das SUMOCHAM-Wechselkopfbohrsystem konnte sowohl die manuelle Nacharbeit als auch der Ausschuss eliminiert werden.
Suche nach Optimierungspotential
Wie bereits erwähnt, sind die einzelnen Abteilungen bei ZF angehalten, vor allem die zahlreichen Zerspanungsprozesse zu optimieren – so geschehen in der Flanschfertigung.
Das hergestellte Automobilzulieferteil aus geschmiedetem und vergütetem Einsatzstahl mit 800 bis 1.000 N/mm Zugfestigkeit wird in zwei unterschiedlichen Varianten mit einer Stückzahl von 130.000 pro Jahr gefertigt. Die Bohrungsbearbeitung nimmt dabei eine wesentliche Rolle in Bezug auf die Prozesssicherheit ein. Die letzten Jahre hat man in der Abteilung von Alexander Szekeres, verantwortlich für die Fertigungsplanung Räder, die Bohrungen (Anm.: beim Flanschteil 1 musste eine Kernlochbohrung für Gewinde M8 erstellt werden) bzw. zehn Bohrungen (Anm.: beim Flanschteil 2 musste eine Durchgangsbohrung mit Durchmesser 10,5 mm erstellt werden) mit verschiedenen VHM-Bohr- und Senkwerkzeugen erstellt. Dabei kam es immer wieder nach rund 150 bis 200 Bauteilen zu einer stumpfen Bohrschneide und daher zu mangelnder Prozesssicherheit und dadurch zu Ausschussteilen. Dieses nicht zufriedenstellende Ergebniss war ein klarer Fall für eine Prozessoptimierung.

Bei der Durchgangsbohrung Durchmesser 10,5 mm des größeren Flanschteils konnte durch eine zusätzliche Rückwärtsphase am Bohrkopf die Bohrung vollständig in einem Prozess erstellt werden – also die Bohrung und beide Fasen.
Infos zum Anwender
ZF Steyr produziert für die Division Industrietechnik über 900 verschiedene Komponenten für Landmaschinen, wie Traktoren oder Mähdrescher, Stapler, Bau- und Sondermaschinen. Auf einer Fläche von 44.000 m² stellen die rund 500 Mitarbeiter neben den Einzelkomponenten auch gesamte Landmaschinengetriebe und Lenkgetriebekomponenten für die Automobilindustrie her.
• Mitarbeiter: rund 500
• Lehrlinge: rund 8 %
• Produktionsfläche: 23.000 m²
• CNC-Maschinen: mehr als 200
• Produkte: mehr als 8.200 Stück pro Tag
• Mehr als 900 verschiedene Komponenten
• Rund 15 montierte Getriebe pro Tag
Seminar bringt entscheidende Idee
Ein Besuch eines Fräs- und Bohr-Seminars beim Werkzeughersteller Iscar Austria, ebenfalls in Steyr angesiedelt, brachte schließlich die Verantwortlichen bei ZF auf eine Idee. „Wir kannten ja bereits das selbstzentrierende, selbstklemmende SUMOCHAM-Wechselkopfbohrsystem von Iscar, haben es auch bereits bei anderen Bearbeitungen in Verwendung. Aber die neuen, kleineren Durchmesser ab 6,8 mm und die Möglichkeit als Kombinationswerkzeug mit eigenen Fas-Wendeschneidplatten war uns neu“, erinnert sich Szekeres.
Nach Abstimmung mit dem zuständigen Vertriebstechniker bei Iscar, Ing. Günther Abel sowie dem Anwendungstechniker Daniel Kalajica konnte man zwei speziell auf die Prozesse bei ZF Steyr ausgelegte Sonderbohrwerkzeuge – zum Bohren und gleichzeitigen Senken – aus der SUMOCHAM-Baureihe erstellen.

Resultat kann sich sehen lassen
„Bei der Auslegung der Werkzeuge wurde der Fokus vor allem auf Prozesssicherheit gelegt“, so Günther Abel seitens Iscar, denn mit dem neuen Werkzeug können jetzt 1.800 Kernlochbohrung prozesssicher erstellt werden. „Zudem wurde auch die Qualität der Bohrungen und der gleichzeitigen Senkungen deutlich erhöht, sodass das zuvor nötige, manuelle Entgraten wegfiel“, beschreibt Kalajica weitere Vorteile.
Dazu kommt eine Kostenreduzierung bei den Nebenzeiten und Rüstteilen, denn der Tausch der Bohrköpfe findet in der Maschine – genauer gesagt in der Aufspannung der angetriebenen Einheit – statt, die aufgrund der Taktzeit zwar nicht maßgeblich ist, aber eine weitere Steigerung der Prozesssicherheit ermöglicht. „Aufgrund des konstant gleichen Z-Maßes nach dem Plattenwechsel beim SUMOCHAM, entstehen hier keinerlei Schwierigkeiten und die Taktzeit kann prozesssicher eingehalten werden“, bestätigt Alexander Szekeres.
Bei der Durchgangsbohrung Durchmesser 10,5 mm des größeren Flanschteils konnte durch eine zusätzliche Rückwärtsfase am Bohrkopf die Bohrung vollständig in einem Prozess erstellt werden – also die Bohrung und beiden Fasen. Aufgrund der hohen Qualität entfällt auch hier jegliche manuelle Nacharbeit.
SUMOCHAM überzeugt im Einsatz
„Das SUMOCHAM-Wechselkopfbohrsystem überzeugt mit hohen Vorschubwerten und vor allem mit hervorragenden Oberflächengüten sowie Rund- und Geradheit der Bohrungen“, freut sich Szekeres. Zudem seien die Einsatzdaten der SUMOCHAM-Bohrer herkömmlichen Vollhartmetallbohrern deutlich überlegen und die Standzeit der Bohrköpfe aus dem TiAIN PVD-beschichteten Schneidstoff IC908 ebenso bemerkenswert.
Die Bohrkörper verfügen über gedrallte Kühlkanäle sowie große, polierte Spankammern und gewährleisten einen sehr guten Spanfluss bei allen Werkstückstoffen. „Das selbstklemmende und selbstzentrierende Bohrkopf-Klemmsystem garantiert eine beachtliche Stabilität sowie einfache und sichere Handhabung – selbst beim Wechseln der Bohrköpfe in der Maschine“, erläutert Daniel Kalajica.
Die Vorteile eines Wechselkopfbohrsystems sind einfach zu erklären: „Nahezu keine Rüstzeiten kombiniert mit hohen Abspanraten durch eine optimale Auslegung des Bohrkopfes und des Plattensitzes im Grundhalter. Der SUMOCHAM liefert höchste Genauigkeiten, beste Oberflächengüten sowie hohe Standzeiten und ist sicherlich das stabilste und schnellste Wechselkopfbohrsystem am Markt“, ist sich Günther Abel sicher.
Die Bearbeitung wurde schließlich im laufenden Prozess noch weiter verbessert. Beispielsweise wurden die Schnittdaten genau auf die Taktzeit abgestimmt und auch der Winkel der Senkung noch optimiert, damit die Abnutzung der Schneiden gleichmäßiger von statten geht.
Übrigens lassen sich mit dem SUMOUNICHAM aus dem Iscar-Standardprogramm, den in diesem Fall eingesetzten Sonderwerkzeugen ähnliche Kombinationswerkzeuge, flexibel zusammensetzen. Aus Lagerartikeln können sich Anwender diese Kombinationswerkzeuge – zwischen 2xD und 5xD mit unterschiedlichen Faswinkeln – sehr einfach auf ihren speziellen Anwendungsfall selber anpassen.
Produktive Zusammenarbeit (v.l.n.r.): Ing. Günther Abel (Iscar), Alexander Szekeres, DI (FH) Thomas Streicher, Alexander Streißlberger (alle ZF), Thomas Wohlmuthseder und Daniel Kalajica (beide Iscar).
Iscar als strategischer Partner
Warum ZF Steyr bei Projekten dieser Art gerne auf die Kompetenz von Iscar zurückgreift, hat mehrere Gründe, wie Thomas Streicher erläutert: „Iscar ist im gesamten ZF-Konzern als Approved Supplier gelistet. Wir setzten Iscar-Werkzeuge daher in allen Bereichen – vom Bohren, Drehen, Stechen, Hartbearbeitung mit CBN übers Fräsen von Gusswerkstoffen bis hin zu Maschinenerstausrüstungen, ein. Darüber hinaus schätzen wir die Nähe zum nahegelegenen Standort der Iscar Austria und die damit verbundenen raschen Reaktionszeiten.“
Ein weiterer Aspekt ist die laut Streicher vorbildliche zur Verfügungsstellung digitaler Werkzeugdaten. „Wird seitens Iscar ein neues Werkzeug an den ZF-Konzern geliefert, werden sofort alle Daten wie PDF-, STEP-, DXF-Files und XML-Files übermittelt. Somit kann jeder Standort auf die gleichen, immer aktuellen Daten zugreifen“, so Günther Abel und Thomas Streicher bemerkt abschließend: „In diesem Punkt ist Iscar sicherlich Vorreiter. Da können sich andere Lieferanten etwas abschauen.“
Teilen: · · Zur Merkliste